Изобретение относится к сварке металлов трением и может быть использовано для заварки полых цилиндрических деталей, например труб, а также отверстий в корпус- иых деталях.
Цель изобретения - упрощение конструкции машины для сварки трением за счет исключения специальных зажимных устройств для заготовки заглушек.
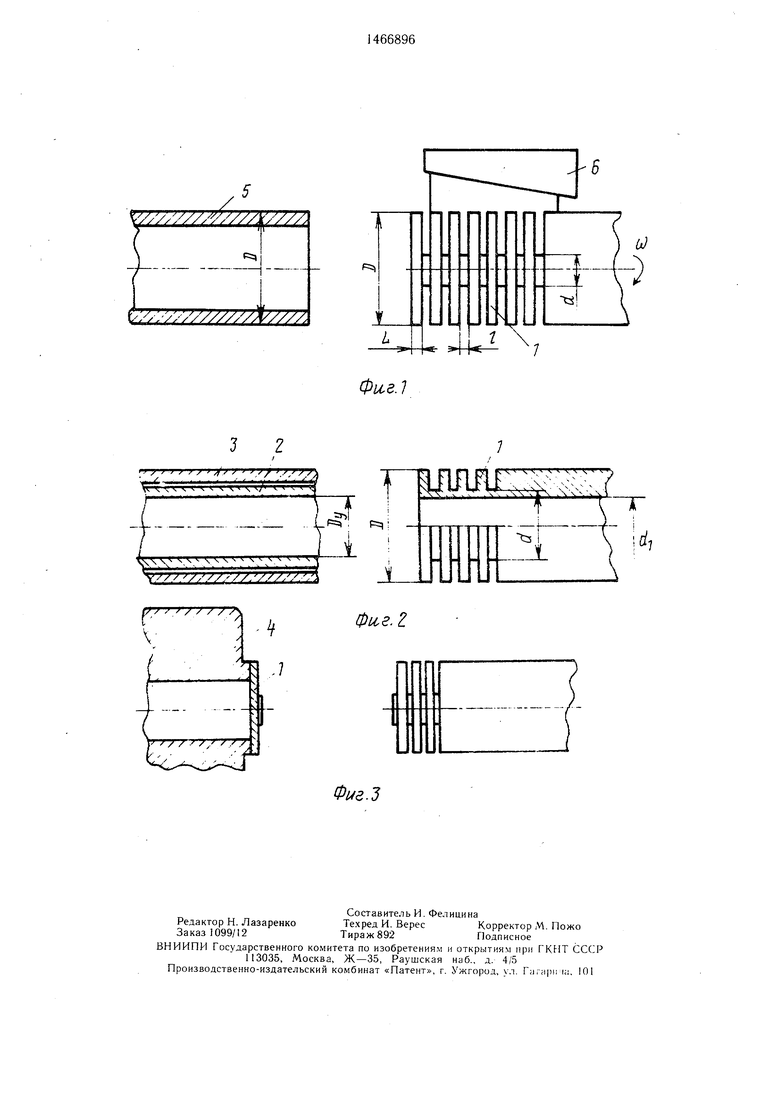
На фиг. 1 изображена заготовка заглушек для заварки трением полой цилиндрической детали, например трубы; на фиг. 2 - то же, в случае сварки трением торцов двух концентрично расположенных одна в другой труб (конструкция теплообменной аппаратуры); на фиг. 3 - схема заварки отверстия в корпусной детали (заглушка приварена к детали).
Заготовку заглушек для реализации способа выполняют в виде стержня с последовательно чередующимися сечениями больщого D и малого d диаметров. Длина L сечения - диаметром D - соответствует толщине заглушки 1, а длина / сечения - диаметром d - зависит от способа изготовления заготовки. В случае использования заготовки для сварки торцов двух концентрично расположенных одна в другой труб 2 н 3 ее выполняют с осевым отверстием диаметром d, равным условному проходу D,, трубы 2 меньшего диаметра. Заготовку можно использовать и для заварки отверстия в корпусной детали 4.
Сварка трением осуществляется следующим образом.
Полую цилиндрическую деталь 5 закрепляют в зажиме невращающейся детали (не показано), а заготовку заглушек - в цанговом патроне 6, связанном с приводом вращения, причем заготовка выступает из патрона на величину, равную сумме сечений большого D и малого d диаметров. Вводят
4
Oi О5 00 ( 05
свариваемые поверхности в соприкосновение, заготовке сообщают вращение с приложением осевого усилия нагрева, а затем, после торможения и проковки, не раскрепляя сваренных деталей, производят кратковременное включение привода вращения. При этом происходит механическое разрушение заготовки по меньшему сечению. Затем про- |изводят раскрепление и выгрузку детали с Ьриваренной к ней заглушкой 1, а заго- говку заглушек перемепдают на шаг, равный |сумме длин сечений большого D и малого d диаметров, при помощи известных механизмов 1иагоБОЙ подачи. Весьма важным для реализации способа является расчет малого диаметра заготовки. : Способ сварки трением был опробован- ри сварке образцов труб из стали 45 диа- |иетром 40 мм и толщиной стенки 2,8 со ртержнем переменного сечения из стали 45; Ьольший диаметр мм, ,8, мм, Меньший диаметр ,5 мм, ,5 мм (для рбеспечения отрыва заглушки в месте ее кон- |гакта с элементом меньшего сечения последний может быть выполнен конусообразным). Сварка производилась на машине сварки трением МСТ-2001.
Расчет малого диаметра d заготовки производился исходя из условия прочности
M, W,r,
где .Д4к-максимальный крутящий момент, допустимый для оборудования, на котором производится сварка; Wy, - момент сопротивления вала сплошного сечения при кручении 0,2d-.
Так как ,0-: кг/см, где /V -- мощность привода вращения, кВт; п - скорость его вращения, то для искомого сечения
.
где А - коэффициент, зависящий от величины допускаемого сопротивления на кручение TL.
Так как для стали при 20 кг/см ,4, то, учитывая коэффициент запаса прочности , завышаем т до 90 КГ/СМ и методом интерполяции находим ,1.
Тогда искомый расчетный диаметр равен
1Д/5
,lV.
Таким образом, момент сопротивления WK
О сечения малого диаметра d, подлежащего разрушению, будет заведомо меньще максимального крутящего момента /И, допустимого для оборудования, на котором производится сварка.
5 Д-тя МСТ-2001 мощность привода вращения кВт, скорость вращения п 1000 об./мин 10,6 мм.
Сварку осуществляют при следующих режимах: усилие нагрева 3,8 кгс/мм ; усилие проковки 7,0 кгс/мм ; машинное время свар0 ки 12 с.
Через 1 с после завершения проковки включают (в наладочном режиме) привод вращения. Происходит механическое разрушение меньшего диаметра заготовки, после
5 чего трубу с заверенным торцом и заготовку заглушек раскрепляют.
При реализации способа не требуется специальных зажимных устройств для крепления заглушек, имеющих малую толщину.
30
Формула изобретения
Способ сварки трением полой детали с заглушкой, при котором осуществляют подачу заготовки заглущек в зону сварки, отделение каждой заглушки от заготовки и
2 проковку, отличающийся тем, что, с целью упрощения конструкции машины для сварки трением за счет исключения специальных зажимных устройств для заготовки заглушек, заготовку выполняют в виде элемента с последовательно чередующимися
0 большим и малым сечениями, при этом большое сечение выполняют в соответствии с размерами заглушки, а отделение заглушки от заготовки производят после проковки посредством приложения к заготовке крутящего момента.
У//////Л У77// ////.
P5|
/,//////
ll
1Г
tt
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1985 |
|
SU1355412A1 |
| Способ сварки трением деталей изРАзНОРОдНыХ МЕТАллОВ | 1979 |
|
SU814626A1 |
| Машина для сварки трением | 1982 |
|
SU1073047A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки трением | 1981 |
|
SU998057A1 |
| Способ соединения трубчатых элементов с трубными решетками | 1984 |
|
SU1301612A1 |
| Способ заварки отверстия в детали | 1977 |
|
SU745620A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком, и инструмент для его осуществления | 2023 |
|
RU2820230C1 |
| Способ сварки трением деталей неравновеликих сечений | 1978 |
|
SU706217A1 |
Изобретение относится к способам сварки трением полых деталей с заглушками. Оно м. б. использовано для заварки полых цилиндрических деталей, например труб, а также отверстий в корпусных деталях. Цель - упрощение конструкции машины для сварки трением. Подаваемую в зону сварки заготовку заглушек выполняют в виде элемента с последовательно чередующимися большим и малым сечениями, причем большое сечение выполняют в соответствии с размерами заглушки. Заготовку заглушек устанавливают во вращаемом патроне, вводят свариваемые поверхности в соприкосновение, осушествляют нагрев и проковку. После этого, не раскрепляя сваренных деталей, производят кратковременное включение привода вращения. Происходит механическое разрушение заготовки по меньшему сечению. При реализации способа не требуется специальных зажимных устройств для крепления заглушек, имеющих малую толщину. 3 ил.
If/ - / /
Фие.1
.2.
| Способ сварки трением двух концентрично расположенных цилиндрических деталей | 1975 |
|
SU534328A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для сварки трением | 1982 |
|
SU1073047A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
