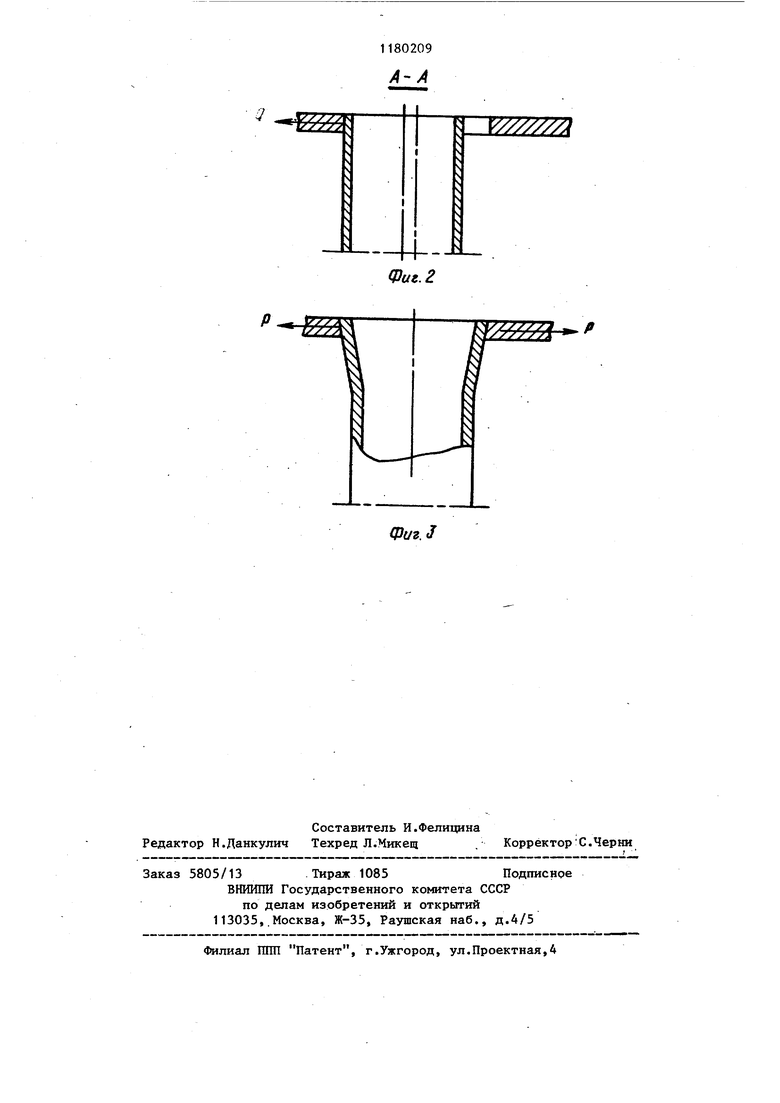
1 Изобретение относится к машиностроению, а именно к сварке трением и может быть использовано для изготовления теплообменных устройств, а также для приварки фланцев к пат рубкам. Цель изобретения - повьппение качества сварного соединения и расширение технологических возможностей На фиг. 1 приведена схема распол жения обхватываемой (трубы) и обхва тьгаающей (трубной решетки) деталей при орбитальном движении; на фиг. разрез А-А на фиг. 1; на фиг. 3 схема взаимного расположения обхватьшающей и обхватываемой деталей при проковке. .Способ сварки трением преимущественно труб с трубной решеткой заключается в следующем. Одну из деталей, обхватывающую деталь, например трубную решетку, с предварительно вьтолненными в ней отверстиями закрепляют жестко и соосно устройству для сварки. В отверстие решетки с гарантированным зазором вводят трубу, перемещают ее в плоскости, перпендикулярной продольной оси, до соприкосновения со стенкой отверстия, прижимают в месте контакта и сообщают орбитальное движение, в результате чего она перемещается относительно оси отвер тия по его окружности с заданной для конкретного материала трубы и решетки угловой скоростью (1500 3000 об/мин). Величина усилия прижи ма контакта постоянна и составляет 1-5 кг/мм. После разогрева трущихся поверхкостей до необходимой температуры сварки вращающуюся трубу останавливают, нагрузку снимают, а затем осу ществляют разжим разогретой части трубы до соприкосновения с разогретой стенкой отверстия по всей его окружности с усилием проковки 5 10 кг/мм. Усилие прижима при разогреве, скорость вращения трубы и усилие проковки задаются в зависимости от диаметров трубы и отверстия трубной решетки, а также от используемьгх на их изготовление материалов. Предлагаемым способом возможна вварка в трубную решетку обоих коняов трубы 17-образиой формы. 209 Пример осуществления способа сварки трением обоих концов {/-образной трубы с трубной решеткой. Каждый конец 17-образной трубы вводят в соответствующее отверстие решетки. Закрепляют трубу путем введения цанги в один из концов и ее последующего разжатия. Затем конец трубы подводят до соприкосновения со стенкой отверстия трубной решетки и прижимают в месте контакта с усилием, необходимым для разогрева стенок трубы .и отверстия решетки до температуры сварки. Для стальной трубы (Ст 3), наружный диаметр которой 16 мм, и стальной трубной решетки, диаметр отверстия которой 17 мм, удельное давление в месте контакта составляет около 5 кг/мм, а общее усилие прижима 100 кг. С этим усилием трубу прижимают к стенке отверстия и сообщают трубе орбитальное перемещение относительно оси отверстия. При этом наружная поверхность трубы последовательно по ходу движения всеми точками соприкасается со стенкой отверстия Скорость перемещения конца трубы относительно оси отверстия составляет 2000 об/мин. Точка приложения нагрузки в 100 кг последовательно перемещается по окружности отверстия в направлении перемещения трубы, в результате чего сопрягаемые поверхности в течение 5-6 с разогреваются до температуры сварки около 1300°С. Орбитальное перемещение конца трубы прекращают, нагрузку снимают. Разогретую часть трубы (ее торцовую часть) разжимают, прижимают к стенке отверстия с удельньпч давлением 10 кг/мм в течение 3-4 с, в результате чего образуется соединение трубы с трубной решеткой. Сварка обоих концов трубы может осуществляться последовательно или одновременно. Пр1едлагаемый способ позволяет повысить качество сварного соединения за счет обеспечения постоянст- ва усилия прижима трубы к трубной решетке при разогреве и обеспечить расширение технологических возможностей за счет возможности вварки р трубную решетку обоих концов трубы и-образной формы.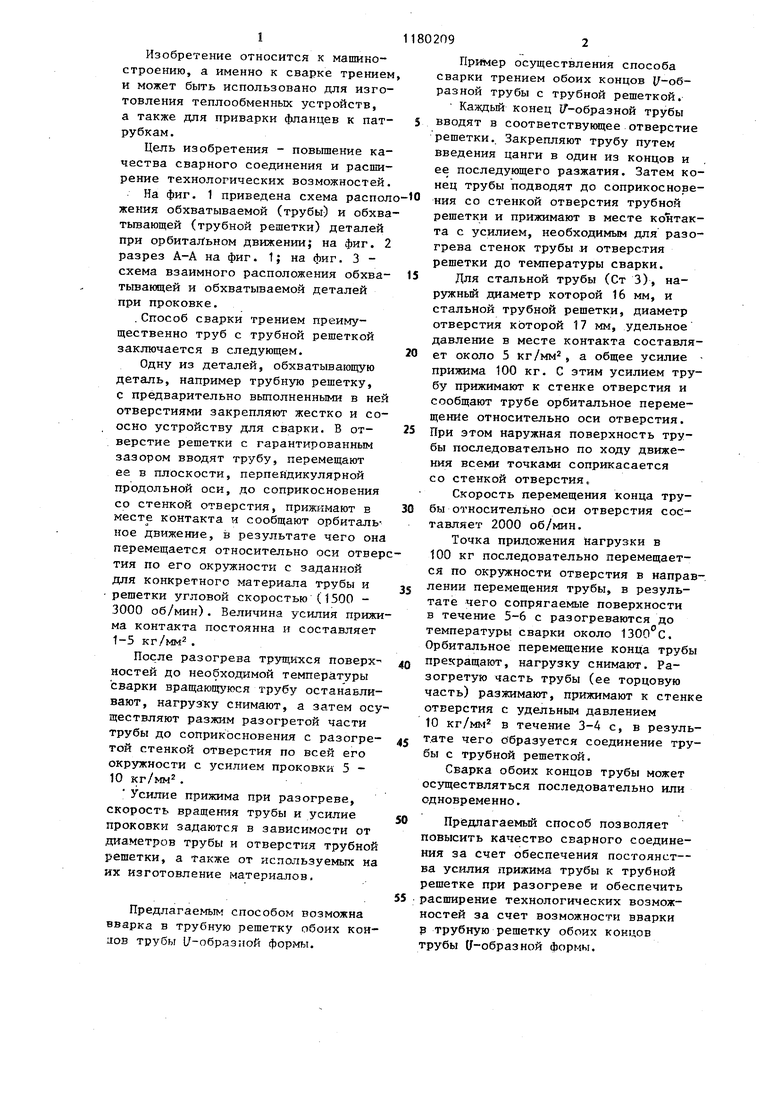
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1986 |
|
SU1402418A2 |
| Устройство для сварки трением | 1984 |
|
SU1326415A1 |
| Способ соединения трубчатых элементов с трубными решетками | 1984 |
|
SU1301612A1 |
| Способ сварки трением полой детали с заглушкой | 1984 |
|
SU1466896A1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293634C1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2007 |
|
RU2378091C2 |
| Способ сварки трением и машина для его осуществления | 1978 |
|
SU863254A1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| Способ соединения узла "труба - трубная решётка" сваркой трением | 2016 |
|
RU2636779C2 |
СПОСОБ СВАРИ ТРЕНИЕМ преимущественно труб с трубной решеткой, при котором свариваемые поверхности деталей, одна из которых обхватывающая, а другая обхватываемая,приводят в контакт, сообщают им относительное перемещение с одновременным приложением усилия в зоне контакта и затем разжимают обхватываемую деталь с усилием проковки, отличающийся тем, что, с целью повышения качества сварного соединения и расширения технологических возможностей, свариваемые детали приводят в контакт путем перемещения одной из них в плоскости, перпендикулярной ее продольной оси, до соприкосновения с другой деталью, а относительное перемещение создают путем вращения одной детали относительно продольной оси другой детали. (Л if Фиъ.1
| Машина для сварки трением | 1977 |
|
SU941096A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU193288A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
