СО
СП 4 N5
СО
Изобретение относится к сварочной технике и может быть использовано при изготовлении деталей методом сварки трением.
Цель изобретения - интенсификация процесса и повышение качества сварного соединения за счет перераспределения температурного поля по свариваемому сечению.
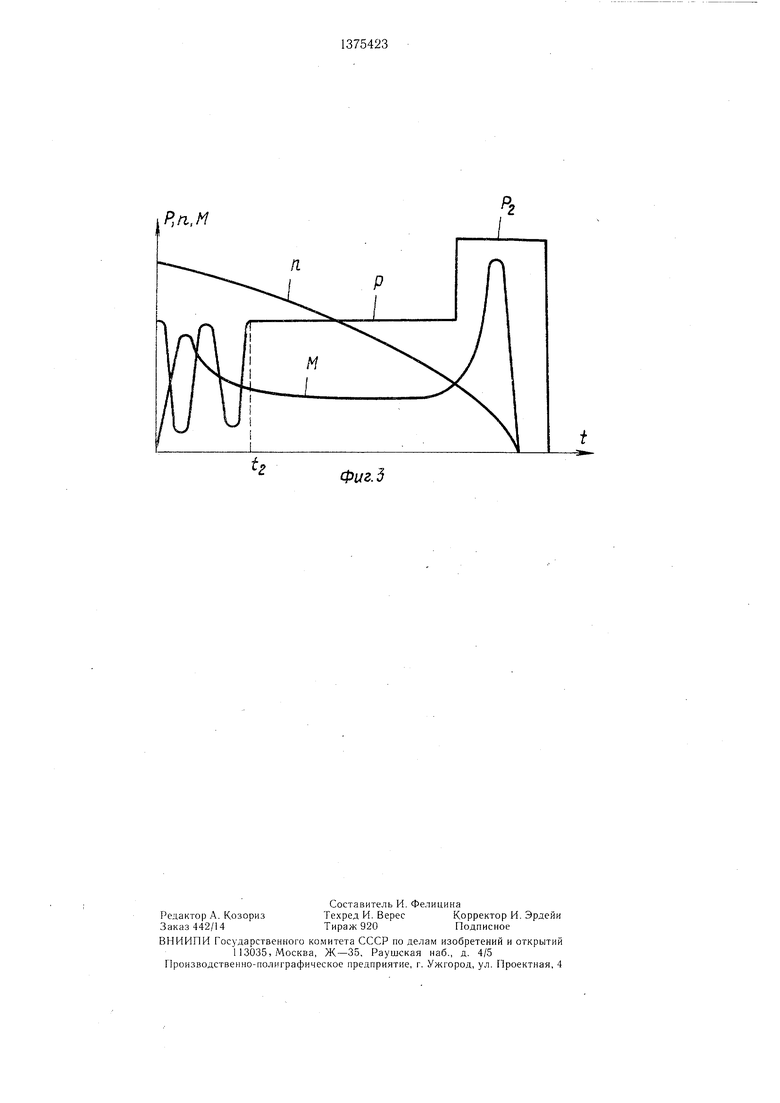
На фиг 1 приведены кривые изменения величины осадки Д1, осевого усилия Р и скоВ случае сварки однородных металлов, покрытых слоем окалины, периодическое изменение давления нагрева прекращают при установившемся значении момента трения, г а затем осуществляют проковку.
Пример I. Производят инерционную сварку трением жаропрочной стали ЭЙ-69 со сталью 40Х на мащине СТ-100, диаметр свариваемых заготовок 16 мм. Режим сварки: частота вращения 270 момент инеррости вращения п; на фиг. 2 - типичные Ю ции вращающихся частей мащины 0,6 кг
формы сварных соединений, полученных при усилие Рмакс 20 кН; усилие 13,5 кН; усилие Р2 35 кН; частота изменения усилия f 2,5 Гц, частота вращения, при которой переключают усилие до Рг, равна 27 . При
различных значениях осевого усилия: а) - при малых осевых усилиях (давление в стыке при сварке малоуглеродистых сталей
равно 10-50 МПа); б - при больщих осе- . этом суммарная осадка AL 7,2 мм, а время
вых усилиях (давление в стыке при сварке малоуглеродистых сталей более 80 МПа); на фиг 3 - кривые изменения осевого усилия Р, скорости вращения п и момента трения М.
сварки 4 с, в то время как в известном способе время сварки составляет 5,1 с.
Пример 2, Производят инерционную сварку трением ванадия со сталью СтЗ на маСпособ осуществляется следующим обра- 20 шине СТ-100, диаметр свариваемых заго- зом. товок 30 мм. Режим сварки: частота враСвариваемые детали приводят в отно- щения 270 усилие Рмакс 45 кН; усилие сительное вращение с одновременным при-Рми 12 кН; усилие Р2 60 кН; частота f 2,0 Гц,
ложением давления нагрева, которое изменя-частота вращения, при которой проводят пеют по периодическому закону от макси-реключение усилия до Р2, равна 27 . При
мально допустимого значения, зависящегоэто.м суммарная осадка ЛЕ 4,3 мм; время
сварки tcii 8,4 с, прочность при растяжении 420 МПа, в то время как в известном способе время сварки составляет 10,6 с. а прочность при растяжении 310 МПа.
от площади поперечного сечения и свойств сва риваемых материалов, до минимального, обеспечи ваюп1его выдавливание ОКИСНЕЛХ пленок из стыка с определенной частотой, выбираемой по эмпирической зависимости
30
Предлагаемый способ наиболее эффективен при сварке материалов с резко отличающимися теплофизическими свойствами, например тугоплавких материалов со сталями, и при сварке металлов, торцы которых покрыты окисными пленками, так как
где А - коэффициент, определенный экспе- , при этом обеспечиваются более интенсивный прогрев свариваемых стыков, улучшение деформируемости материалов и разрушение окисных пленок.
f .Д 1 I R о/
I - -г ± 1О7о.
риментальным путем и соответст- й юь
вующий А
Е„
Е - модуль нормальной упругости, А1Па;
d - диаметр свариваемых материалов, мм.
В результате периодического изменения давления нагрева с указанной частотой зона максимального тепловыделения перемещается по поверхности трения, снижается напряжение текучести, разрущаются окис- ные и другие пленки, создается мелкозернистая и однородная структура. При отклонении значения f от вычисленного из со,- отнощения более чем на 15% эффект от изменения усилия снижается, что приводит не
40
45
Формула изобретения .
1. Способ сварки трением, включающий относительное вращение деталей с приложением давления нагрева и последующую проковку, при котором давление нагрева изменяют по периодическому закону от максимально допустимого значения до минимального, обеспечивающего выдавление окисных пленок из стыка, отличаюш,ийся 7е, что, с целью интенсификации процесса и повыщения качества сварного соединения за
В случае сварки однородных металлов, покрытых слоем окалины, периодическое изменение давления нагрева прекращают при установившемся значении момента трения, а затем осуществляют проковку.
Пример I. Производят инерционную сварку трением жаропрочной стали ЭЙ-69 со сталью 40Х на мащине СТ-100, диаметр свариваемых заготовок 16 мм. Режим сварки: частота вращения 270 момент инерции вращающихся частей мащины 0,6 кг
этом суммарная осадка AL 7,2 мм, а время
сварки 4 с, в то время как в известном способе время сварки составляет 5,1 с.
Пример 2, Производят инерционную сварку трением ванадия со сталью СтЗ на ма30
Предлагаемый способ наиболее эффективен при сварке материалов с резко отличающимися теплофизическими свойствами, например тугоплавких материалов со сталями, и при сварке металлов, торцы которых покрыты окисными пленками, так как
40
45
Формула изобретения .
1. Способ сварки трением, включающий относительное вращение деталей с приложением давления нагрева и последующую проковку, при котором давление нагрева изменяют по периодическому закону от максимально допустимого значения до минимального, обеспечивающего выдавление окисных пленок из стыка, отличаюш,ийся 7е, что, с целью интенсификации процесса и повыщения качества сварного соединения за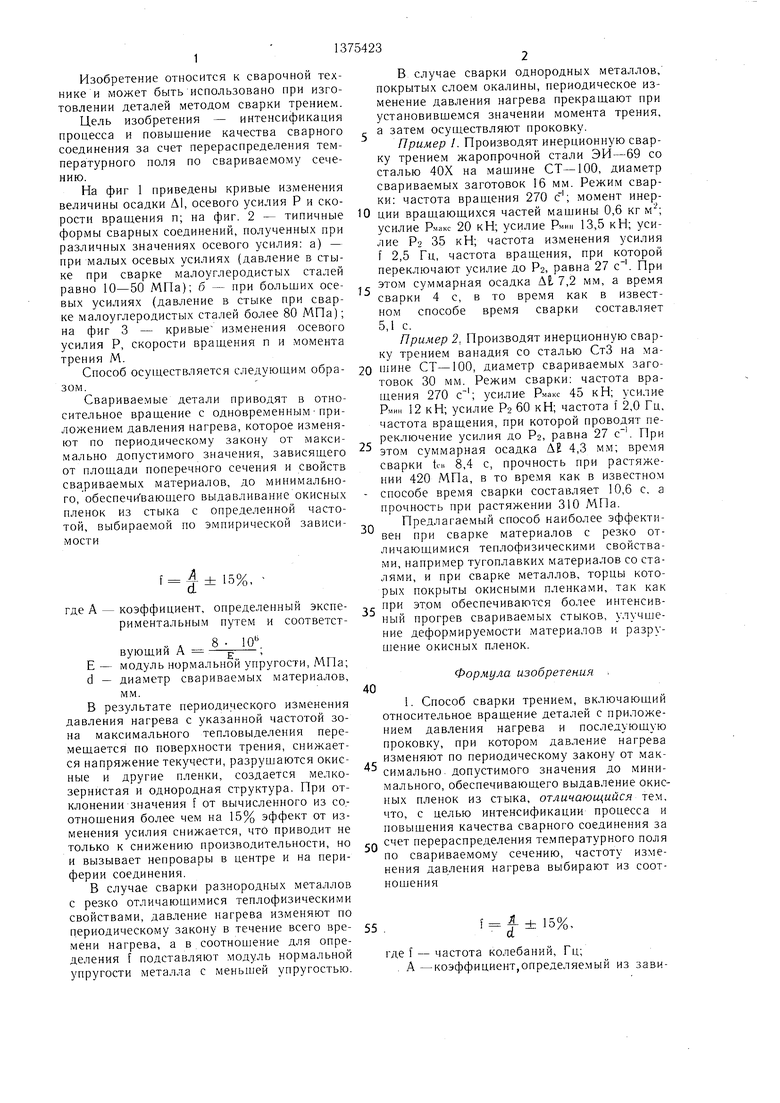
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1985 |
|
SU1355412A1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Способ сварки трением | 1984 |
|
SU1232439A1 |
| Способ инерционной сварки трением | 1983 |
|
SU1113229A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ДЕТАЛИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2023 |
|
RU2815634C1 |
| Способ сварки трением разнородных материалов | 1986 |
|
SU1357169A1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ДЛЯ МОНОБЛОКОВ ТУРБОМАШИН | 2010 |
|
RU2456143C2 |
| Способ сварки трением заготовок различного сечения и машина для его осуществления | 1986 |
|
SU1366336A1 |
| Способ сварки трением через промежуточную прослойку | 1985 |
|
SU1348119A1 |

Изобретение относится к сварочной технике, в частности к способу получения неразъемных соединений с применением сварки трением. Целью изобретения является интенсификация процесса и повышение качества сварного соединения за счет перераспределения температурного поля по свариваемому сечению, В процессе нагрева производят изменение осевого давления по периодическому закону от максимально допустимого значения до минимального, обеспечивающего выдавливание окисных пленок из стыка с определенной частотой, определяемой из зависимости f A/d, где А - коэффициент, равный 8 Е - модуль нормальной упругости; d - диаметр свариваемых материалов. В случае сварки разнородных металлов с резко отличающимися теплофизическими свойствами, давление нагрева изменяют в течение всего времени нагрева, а в случае сварки однородных металлов, покрытых слоем окалины, давление нагрева изменяют до достижения моментом трения установившегося значения. Затем осуществляют проковку. Особенно эффективен способ при сварке тугоплавких материалов со сталями, а также металлов, торцы которых покрыты окисной пленкой. 2 з.п ф-лы, 3 ил. Sfi
только к снижению производительности, но сп счет перераспределения те.мпературного поля
по свариваемому сечению, частоту изменения давления нагрева выбирают из соотношения
и вызывает непровары в центре и на периферии соединения.
В случае сварки разнородных металлов с резко отличающимися теплофизическими свойствами, давление нагрева изменяют по периодическому закону в течение всего вре- 55 мени нагрева, а в соотношение для определения f подставляют модуль нормальной где f - частота колебаний, Гц; упругости металла с меньшей упругостью.
f 15%,
. А -коэффициент,определяе.мый из завипо свариваемому сечению, частоту изменения давления нагрева выбирают из соотношения
где f - частота колебаний, Гц;
а колебаний, Гц
f 15%,
е f - частота колебаний, Гц;
. А -коэффициент,определяе.мый из зависимости А
8 10
Е -модуль нормальной упругости, МПа: d-диаметр свариваемых материалов, мм.
,AL
а
периодическому закону в течение всего времени нагрева, а в соотнои ение подставляют модуль нормальной упругости металла с меньшей упругостью.
Фиг. 2
Фиг.З
| Билль В | |||
| И | |||
| Сварка металлов трением | |||
| Л.: Машино ;троение, 1970, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ сварки трением | 1983 |
|
SU1209398A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
