Известны способы клеевого крепления неметаллических деталей к металлическим, преимущественно накладок к тормозным колодкам автомобиля, с подогревом металлических деталей теплопередачей от предварительно нагретой опоры. Однако они не обеспечивают высокого качества склеивания детеыей из-за невозможности обеспечить строгую регулировку одновременного и равномерного их нагрева.
Описываемый способ устраняет этот недостаток. Сущность изобретения заключается в том, что, с целью осуществления одновременного и равномерного нагрева склеиваемых деталей до определенной температуры, обеспечивающей высокое качество склеивания, неметаллические детали нагревают токалш высокой частоты. Этот способ требует значительно меньше времени для подготовки установки к работе, что в условиях немассового производства склеивания, например в ремонтных автомастерских или автобазах, является эффективным.
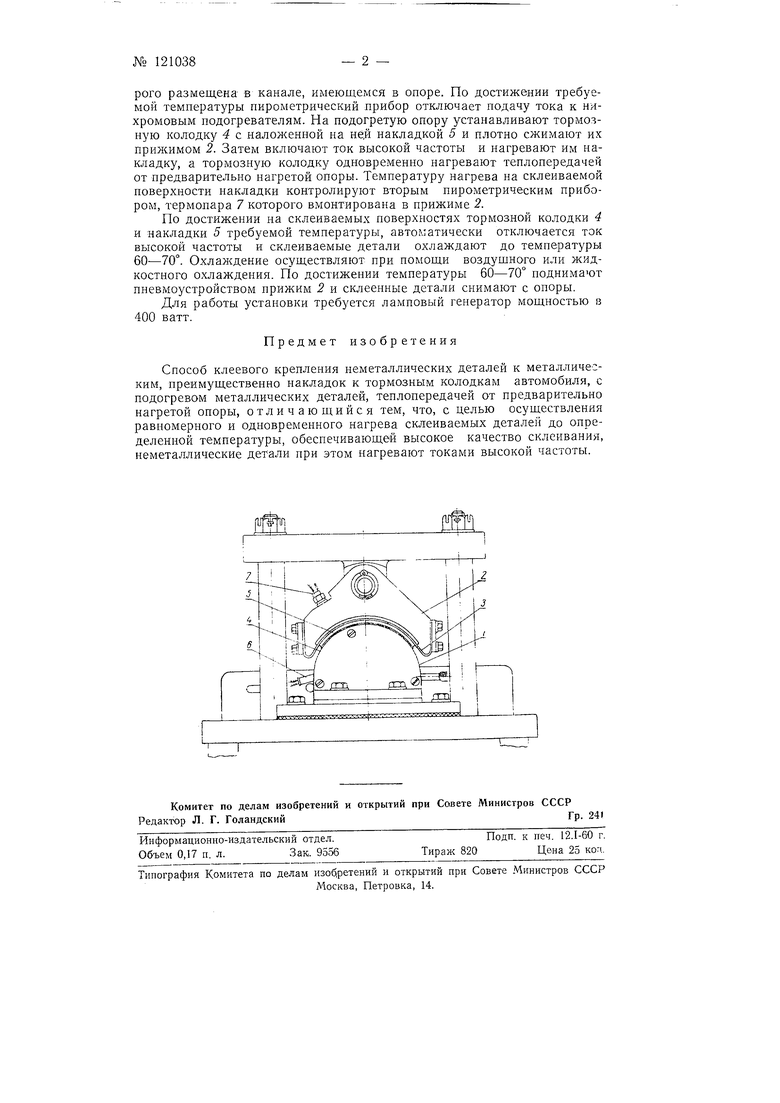
На чертеже изображена установка для склеивания металлической тормозной колодки с неметаллической тормозной накладкой.
Установка состоит из бронзовой опоры 1, прижима 2 с укрепленной на нем стальной лентой 3 и пневмоустройства (на фиг. не показана).
На опору / устанавливают металлическую тормозную колодку 4, на которую накладывают неметаллическую накладку 5, являющуюся диэлектриком. При помощи пневмоустройства опускают прижим 2 штз и плотно прижимают накладку 5 к колодке 4.
Для прочного склеивания деталей и 5 их равномерно и одновременно нагревают до температуры 160-170°. В установке нагревание неметаллической накладки 5 осуществляют токами высокой частоты, а металлическую колодку 4 нагревают теплопередачей от предварительно нагретой опоры / при помощи нихромовых нагревателей, вмонтированных в нищах опоры.
Нроцесс склеивания по описываемому способу осуществляют в сл- дующей последовательности.
Сначала нагревают опору 1 до температуры 160-170°. Нагревание опоры конт ролируют по пирометрическому прибору, термопара 6 которого размещена в канале, имеющемся в опоре. По достижении требуемой температуры пирометрический прибор отключает подачу тока к нихромовым подогревателям. На подогретую опору устанавливают тормозную колодку 4 с наложенной на не,й накладкой 5 и плотно сжимают их прижимом 2. Затем включают ток высокой частоты и нагревают им накладку, а тормозную колодку одновременно нагревают теплопередачей от предварительно нагретой опоры. Температуру нагрева на склеиваемой поверхности накладки контролируют вторым пирометрическим прибором, термопара 7 которого вмонтирована в прижиме 2.
По достижении на склеиваемых поверхностях тормозной колодки 4 и накладки 5 требуемой температуры, автоматически отключается ток высоко й частоты и склеиваемые детали охлаждают до температуры 60-70°. Охлаждение осуществляют при помощи воздун1ного или жидкостного охлаждения. По достижении температуры 60-70° ноднимают пневмоустройством прижим 2 и склеенные детали снимают с опоры.
Для работы установки требуется ламповый генератор мощностью в 400 ватт.
Предмет изобретения
Способ клеевого крепления неметаллических деталей к металлическим, преимущественно накладок к тормозным колодкам автомобиля, с подогревом металлических деталей, теплопередачей от предварительно нагретой опоры, отличающийся тем, что, с целью осуществления равномерного и одновременного нагрева склеиваемых деталей до определенной температуры, обеспечивающей высокое качество склеивания, неметаллические детали при этом нагревают токами высокой частоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многовитковый индуктор | 1949 |
|
SU82877A1 |
| Многовитковый закалочный индуктор | 1955 |
|
SU111788A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРАВЛЕНИЙ СОСТАВЛЯЮЩИХ ЭЛЕКТРИЧЕСКИХ ТОКОВ В ПАРАХ ТРЕНИЯ "ПОЛИМЕР-МЕТАЛЛ" БАРАБАННО-КОЛОДОЧНОГО ТОРМОЗА ПРИ ИХ НАГРЕВАНИИ В СТЕНДОВЫХ УСЛОВИЯХ (ВАРИАНТЫ) | 2010 |
|
RU2459986C2 |
| Зажимное устройство установки для склеивания деталей в процессе их транспортирования | 1976 |
|
SU1002162A1 |
| ТОРМОЗНАЯ КОЛОДКА | 2005 |
|
RU2296253C1 |
| Устройство для приклеивания фрикционных накладок к тормозным колодкам | 1980 |
|
SU912972A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРАВЛЕНИЙ СОСТАВЛЯЮЩИХ ЭЛЕКТРИЧЕСКИХ ТОКОВ В ПАРАХ ТРЕНИЯ "ПОЛИМЕР-МЕТАЛЛ" БАРАБАННО-КОЛОДОЧНОГО ТОРМОЗА ПРИ ИХ НАГРЕВАНИИ В СТЕНДОВЫХ УСЛОВИЯХ | 2010 |
|
RU2462628C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ ИХ ТРАНСПОРТИРОВАНИЯ | 1972 |
|
SU355989A1 |
| СПОСОБ НАГРЕВАНИЯ И ОХЛАЖДЕНИЯ ТОРМОЗНЫХ БАРАБАНОВ БАРАБАННО-КОЛОДОЧНОГО ТОРМОЗА ТРАНСПОРТНОГО СРЕДСТВА ДЛЯ ОЦЕНКИ ИХ ТЕПЛОВОГО БАЛАНСА | 2012 |
|
RU2525347C2 |
| СПОСОБ РЕМОНТА ФРИКЦИОННЫХ ДИСКОВ УЗЛА СЦЕПЛЕНИЯ | 2011 |
|
RU2508973C2 |
