Известна установка для обработки детален в процессе и.х транспортирования, преимущественно для склеи|ва«ия фрикционньгх накладок и тормозных колодок, содержащая смонтированные на общем основании печь для полимеризации, частично встроенный )в нее коивейер, представляющий собой бесконечную замкнутую цепь с -пластинами, на каждой из которых расположен узел крепления деталей, закрепленные на станине конвейера по ходу его движения копиры и ограничители подъема цепи на участках размещения копиров.
Установка эта малопроизводительна, так как операции крепления деталей яа кон1вейере выполняются вручную, неудовлетворителыно качество склеи1вания деталей из-за вы. псмНеиия прижимов жесткими, что не Oi6e Cпечивает надежное прижатие склеиваемых деталей.
Повышение производительности и улучшение качест|ва склеиваемых деталей достигается тем, ЧТ10 узел крепления сна1бжен ложемеятом, выполиенным в виде гибкой ленты, шарнирно соединенной с закрепленными на пластинах депи д1ву|Мя втулкалш, внутри каждой из которы.х расположен подпружиненныи Г-о;бразный рычаг для лоджима деталей к ложементу, взаимодействующий с колирамн.
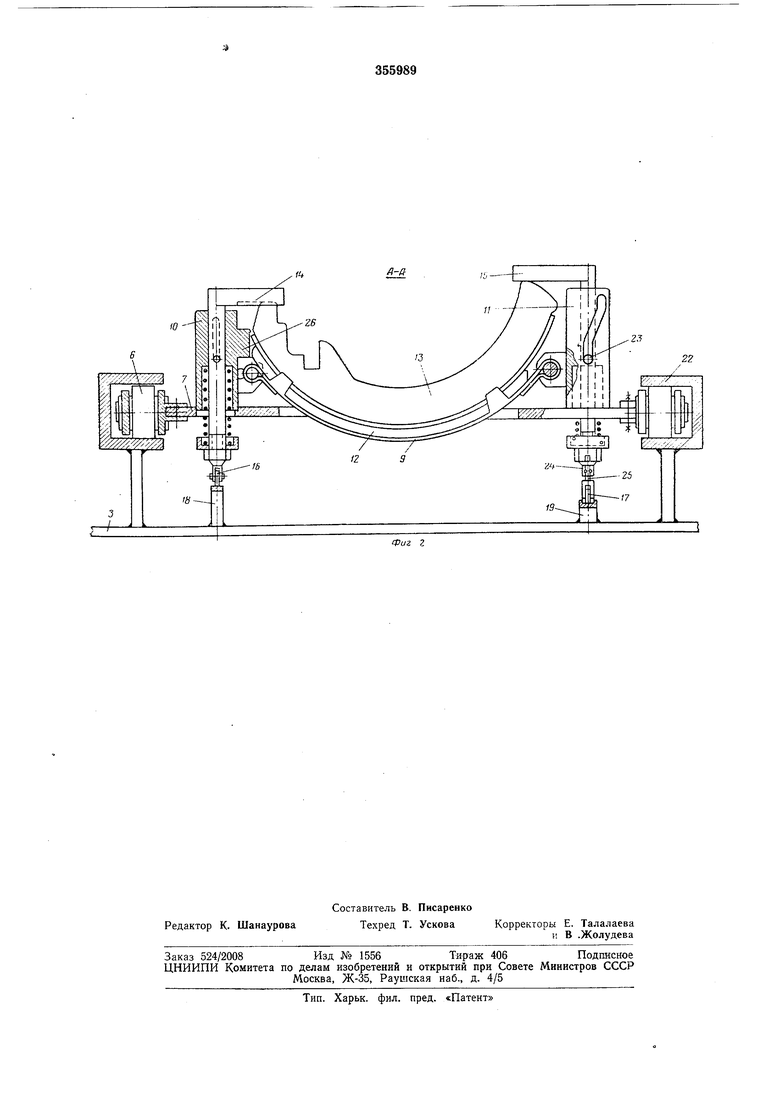
На фиг. 1 изо|бражена схема установки; на фиг. 2 - разрез по- А-А ,на фиг. 1.
Установка вы1пол«ен.а в виде печИ / для по-лимеризации со встроенным в нее
конвейером 2. Цепной конвейер -содержит СтаЕину 3, натяжной и приводной бара-баны 4 и 5 ,и бесконечно- замкнутые цепи 6 с пластинами 7, на каждой из которых закреплен узел -крепления деталей 8.
Узел крапления дета„тей содержит ложе|.мент 9, выполненный в виде гибкой ленты с ограничителя.ми, шарнирно закрепленной на |втулка;х 10 и 11, жестко установленных на пластине 7. Ложемент 9 служит для укладываиия в него склеиваемых деталей, а именно .фрикционной накладки 12 и тормозной колодки 13.
Во втулках 10 и 11 размещены -под-пружиненеые Г-о|бразные рычаги 14 и 15, на
концах которых шарниряо закреплены ролики 16 и 17, имеющие воз(можность опираться на торцы копиров 18-2tl, жестко закрепленных н,а станине 3. Для предотвращения подъема цепи 6 на участка1х размещения копиров, устаяовка снабжена ограничителями 22, жестко закрепленными на ста вине 3.
вокруг вертикальн.о-й о:си «а 90 .пазы во втулке выполнены фигурными, а оиора 24 рычага 15 имеет возможность поворота вокруг стойки 25 роли1ка . Втулка 10 .имеет ограничитель 26, служащий для установки фрикционной ,а кладки и тормозной колодки.
Уста:но«ка работает следующ-ил образом. Включаепся ко.н1вей.ер 2, при это.м узел креллен«я деталей 8 ролшками 16 я П .наезжает на колиры 18, 19, а ролики цеии 6 входят в ограничители 22. При перем-ещен ни роликов 6, 17 по (паверхности копиров происходит подъем Г-обрааных рычагов 14, 15 л.о упора фиксирующих .шти/фтов в пазы втулок 10 а 1.1. В момент подъема рычага 15 происходит его поворот на 90° вокруг вертикальной оси ва счет лерйМбщения лзтифта 23 по фигурному пазу втулки 11. Одновременно с этим oinoipa 24 рычага У паворачивается в о круг стоик и 25 ролика 17. В момент нахождения рычагов 14 и 15 в крайнем верхнем положении SB ложемент 9 укладывают фрякциоиную накладку 12 :и TOpiMosHyio колодку 13 до ограничителя 26. При дальнейшем п ер емещении узел крепления деталей сходит с копира, и подиружиненвьге рькчаши 14 и 15 с помощью пружин сжатия, закрепленные на них, оиускаюпся в краЙ1нее нижнее положение и прижи|Мают фрикционную накладку 12 и тор.мозную колодку 13 к ложе(менту 9.
Далее узелкрепления деталей 8 с зажатыми IB нем деташя1МИ поступает в печь полимеризации 1. По окончании процесса склеивания узел крепления деталей 8 в.месте со скл.еенными деталями наезжает на копи-ры 20, 21, происходит разжим узла крепления деталей, при этом склеенные детали под тяжестью собственно го веса падают на приемное устройство.
Предмет изобретения
Установка для обработки дета.тей в процессе их транспортирования, преимущественно для склеивания фриМционных накладок и тормозных колодок, содержащая омонтированные на 0;бщвм основании печь для поли(мерйзации, частично встроенный в нее конвейер, представляющий собой бесконечную замкнут ю цепь с пластинами, на каждой из которых расположен узел крепления деталей,
закрепленные на станине конвейера по ходу его движения копиры и ограничители подъема цепи на участках размещения копиров, отличающаяся там, что с целью повышения производительности при одноврвменно.м
улучшении качества оклеивания деталей, узел креплени-я снабжен ложементом, выполненным в виде ги|бкой ленты, щарнирно соединенной с закрепленными на пластинах цепи двумя втулками, внутри каждой из которых расположен подпружиненный Г-образный рычаг для поджима деталей к ложементу, взаимодействующий с копирами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для склеивания деталей в процессе их транспортирования | 1976 |
|
SU650825A1 |
| Зажимное устройство установки для склеивания деталей в процессе их транспортирования | 1976 |
|
SU1002162A1 |
| Установка дляя обработки изделий | 1975 |
|
SU546489A2 |
| Установка для склеивания деталей | 1972 |
|
SU479648A1 |
| Полуавтомат для клепки тормозных колодок | 1981 |
|
SU1165526A1 |
| СТАНОК ДЛЯ ДАВИЛЬНОЙ ОБРАБОТКИ | 1970 |
|
SU259033A1 |
| Спутник для автоматических линий | 1978 |
|
SU804348A1 |
| Устройство для приклеивания фрикционных накладок к тормозным колодкам | 1980 |
|
SU912972A1 |
| СПОСОБ ПОЛНОЙ МЕТАЛЛИЗАЦИИ ДЕТАЛИ В ДЕРЖАТЕЛЕ, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И МЕХАНИЗМ ПЕРЕДАЧИ ДЕТАЛИ С ОДНОГО КОНВЕЙЕРА НА ДРУГОЙ | 1991 |
|
RU2091179C1 |
| ШАГАЮЩИЙ КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1969 |
|
SU239113A1 |