(54) ЗАЖИМНОЕ УСТРОЙСТВО УСТАНОВКИ ДЛЯ СКЛЕИВАНИЯ ДЕТАЛЕЙ В ПРОЦЕССЕ ИХ ТРАНСПОРТИРОВАНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для склеивания деталей в процессе их транспортирования | 1976 |
|
SU650825A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ ИХ ТРАНСПОРТИРОВАНИЯ | 1972 |
|
SU355989A1 |
| Установка для склеивания деталей | 1972 |
|
SU479648A1 |
| Устройство для приклеивания фрикционных накладок к тормозным колодкам | 1980 |
|
SU912972A1 |
| ШАГАЮЩИЙ КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1969 |
|
SU239113A1 |
| Спутник для автоматических линий | 1978 |
|
SU804348A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Поточная линия для обработки деталей | 1978 |
|
SU1386024A3 |
| Тормозной блок дискового тормоза железнодорожного транспортного средства | 2019 |
|
RU2780499C2 |
| Контроллер управления железнодорожным транспортом и способ его работы | 2022 |
|
RU2788226C1 |
Изобретение относится к оборудованию для склеивания деталей в процессе их транспортирования, преимущественно для склеивания фрикционных накладок и колодок тормоза.
Известно зажимное устройство для склеивания де.алей, .включающее ложемент из бесконечной гибкой ленты, прижимы, расположенные друг против друга с внутренней сторюны ленты, и .привод перемещения прижимов, вьтолненный в виде передачи винт-гайка, винт которой жестко связан с одним из прижимов t1J.
Недостатком известного устройства является низкая его производительность при использовании в установке, для склеивания деталей в процессе их транспортирования, так как оно снабжено индивидуальны д силовым приводом, создающим давление прессования.
Цель изобретения - повышение производительности .
Указанная цель достигается тем, что в устройстве, включающем ложемент из бесконечной гибкой ленты/ прижимы, расположенные друг против друга с внутренней стороны ленты, и привод перемещения прижимов, выполненный в виде передачи винт-гайка, винт которой жестко связан с одним из прижимов, гайка подпружинена относительно другого прижима и выполнена с зубчатым венцом, приводимым в движение зубчатой рейкой,. смонтированной в установке по пути транспортирования деталей.
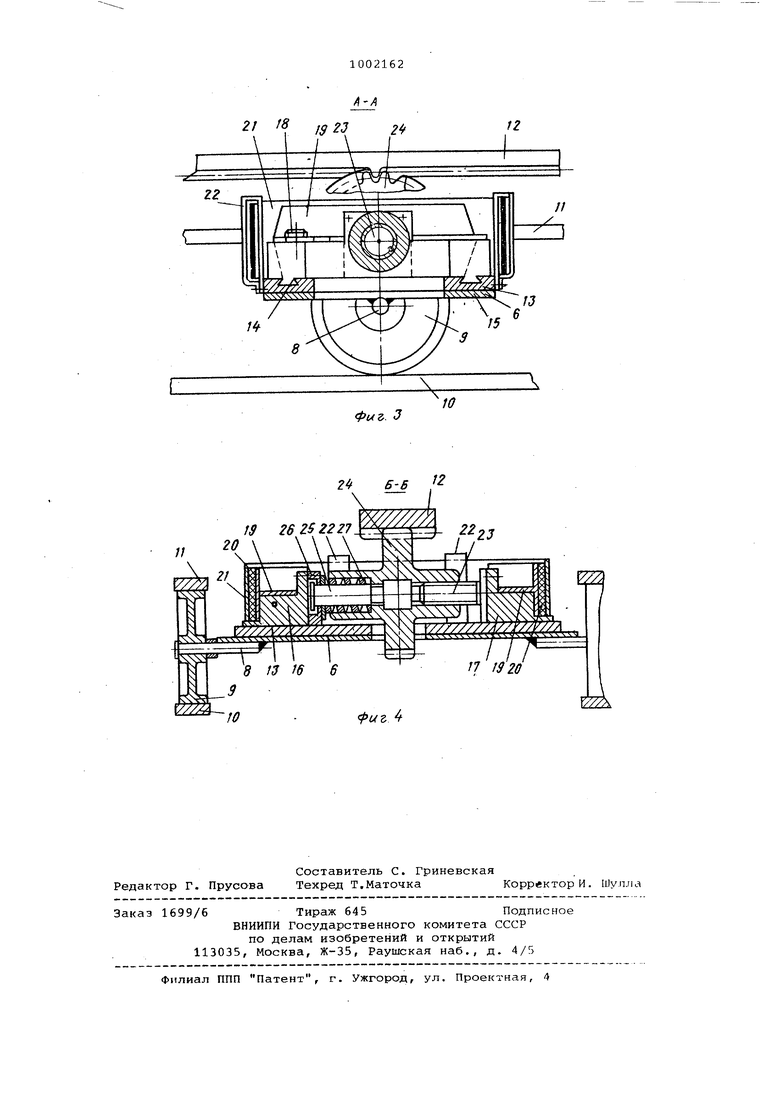
На фиг. 1 изображена предлагае10мая установка, общий вид/ на фиг.2 зажимное устройство, вид сверху/..на фиг. 3 - разрез А-А фиг. 2/ на фиг.4разрез Б-Б фиг. 2.
Установка, содержащая зажимное 5 устройство для склеивания деталей в процессе их транспортирования, выполнена в виде печи 1 для полимеризации со встроенным в нее цепным конвейером 2. Конвейер содержит ра20му 3, натяжной и приводной барабаны 4 и 5, бесконечно замкнутую роликовую цепь с пластинами 6, на каждой из которых установлено зажимное устройство 7.
25
Для перемещения цепи конвейера Z на участках зажима и разжима деталей и к пластинам 6 цепи конвейера 2 прикреплены оси 8, на которых установ30лены ролики 9, а на печи 1 закреплены направляющие 10 и 11 к зубчатые рейки 12. Зажимное устройство 7 содержит основание 13, представляющее собой прямоугольную пластину с направляющими 14 и 15, например в виле лас точкина хвоста, для перемещения в продольном направлении прижимов 16 и 17, выполненных в виде секторов с выступами, входящими в направляющие основания. На верхней стороне прижимов 16 и 17 жестко закреплены штифты 18, служащие для установки в ориентированном положении предва рительно подобранных тормозных колодок 19 с фрикционными наклсщками 20 относительно центральной оси зажимного устройства. Для предотвращения смещения фрик ционной наклсмцки 20 относительно тормозной колодки 19 вниз в вертикальном положении прижимы снизу име ют выступы. Прижим фрикционной накладки 20 к тормозной колодке 19 ос ществляется бесконечной гибкой лентой ложемента 21, свободно установленного в проушинах 22, жестко прикрепленных к основанию 13. Прижимы 16 и 17 связаны между собой с помощью ходового винта 23, гайки 24, на наружной поверхности которой выполнен зубчатый венец для взаимодействия с зубчатыми рейкс1ми 12 на .участках зажима и разжима деталей винта 25 и крышки 26. Ходовой винт 23 одним концом жестко связан с прижимом 17, а другим взаимодействует с , гайкой 24 за счет резьбы. Винт 25 справа крепится к гайке 24, а слева свободно перемещается в крышке 26, которая жестко установлена на прижиме 16. На винте 25 установлена тарированная пружина 27, один конец которой упи ается в гайку 24, а другой в крьшжу 26 прижима 16. Внизу под конвейером установлен ленточный транспортер 28, доставляющий склеенные детали на операцию контроля качества. Работает установка и зажимное ус ройство следующим образом. Включается конвейер 2, при этом зажимное устройство 7 вместе с конвейером перемещается в направлении печи 1. При подходе зажимного устройства 7 к позиции установки деталей цепь конвейера 2 входит роликами 9 в направляющие 10 и 11. Оператор укладывает предварительно собранные тормозные колодки 19с фрикционными накладками 20 на прижимы 16 и 17, при этом ориентируя их по штифту 18. При дальнейшем перемещении зажим ное устройство 7 зубчатым венцом гайки 24 входит в зацепление с зубчатой рейкой 12. При этом гайка 24 поворачивается, винт 23 перемещает прижим 17 по направляющим 14 и 15 и поджимает фрикционную накладку 20 к тормозной колодке,19 за счет гибкой ленты ложемента 21. Гибкая лента ложемента 21 перемещается в проушинах 22 и прижимает другую фрикционную накладку 20 к торлозной колодке 19, установленной на прижиме 16. При этом прижим 16 начинает перемещаться также по направляющим 14 и 15 и упирается в пружину 27. Пружина 27 одним концом упирается в гайку 24, а другим - в крышку 26 прижима 16. При этом прижим 16 вместе с тормозной колодкой 19 и фрикционной накладкой 20 поджимаетсй к гибкой ленте ложемента 21, После упора крышки 26 в гайку 24 ее зубчатый венец выходит из зацепления с зубчатой рейкой 12, а пружина 27 обеспечивает постоянное усилие 1рижатия склеиваемых деталей. После выхода зубчатого венца гайки 24 из зацепления с зубчатой рейкой 12, ролики 9 цепи конвейера 2 вместе с пластиной 6 и зажимным устройством 7 выходят из направляющих 10 и 11 и поступают в печь 1 поли- меризации, где происходит приклеивание фрикционной накладки 20 к тормозной колодке 19 при заданном усилии прижатия. По окончании процесса полимеризации пластины 6 цепного конвейера 2 вместе с зажимным устройством 7 выходят из печи 1. При этом ролики 9 цепи конвейера 2 входят в направляющие 10 и 11, после чего зубчатый венец гайки 24 зажимного устройства 7 входит в зацепление с зубчатой рейкой 12. Винт 23 ввертывается в гайку 24 и перемещает прижим 17 по направляющим 14 и 15 к центру устройства, ослабляя натяжение гибкой ленты ложемента 21. При этом под действием пружины 27 прижим 16 отходит от центра устройства и от гайки 24. Гибкая лента ложемента 21 ослабляется и освобождает склеиваемые детали, которые под собственным весом падают на трансяортер 28, передгиощий склеенные детали на дальнейшую операцию обработки. При дальнейшем перемещении цепи конвейера 2 с зажимным устройством 7 зубчатый венец гайки 24 выходит из зацепления с зубчатой рейкой 12, а ролики 9 цепи конвейера сходят с направляннцих 10 и 11. При поступлении зажимного устройства 7 на позицию загрузки процесс повторяется. Использование изобретения повышает производительность существующих установок для склеивания деталей в процессу их транспортирования.
Формула изобретения
Зажимное устройство установки для склеивания деталей в процессе их транспортирования, включающее ложемент из бесконечной гибкой ленты, прижимы, расположенные один против другого с внутренней стороны ленты, и привод перемещения прижимов, выполненный в виде передали винт - гайка, винт которой жестко связан с одним из прижимов, отличающееся тем, чТо, с целью повышения производительности, гайка подпружинена относительно другого прижима и выполнена, с зубчатьм венцом, .приводимым в движение зубчатой рейкой, смонтированной в установке по пути транспортирования деталей.
Источники информации, принятые во внимание при экспертизе 1, Патент США № 3638560,кл.100-93 опублик. 1972 (прототип). ч -Г фиг. 2
21 f8
юЦ
2 Б-Б
19 26252227
U
фиг.. J
щ
