I1
Изобретение относится к литью металлов, конкретнее к получению биметаллических заготовок.
Цель изобретения - снижение производственных затрат и экономия ме талла
В процессе заливки пластин жидкой сталью их поверхность с окалиной нагревается до 1400-1 в результа те чего возможно взаимодействие углерода жидкой стали с окалиной и восстановление последней, В то же время разность химических потенциалов углерода в жидкой стали и гшастине обеспечивает направленный диффузионный поток углерода из жидкой стали, интенсифицирующий восст.а- новление окалины и снижающий структурную неоднородность переходной зоны после затвердевания жидкого слоя.
Повьш ение химического потенциала углерода в жидкой стали достигается путем увеличения содержания углерода в ней на 0,2-1,5% выше, чем в стали заливаемых пластин. Кроме того , при увеличении содержания углерода в жидкой стали снижается ее температура солидуса, причем более круто, чем температура ликвидуса, что способствует более длительному существованию жидкой фазы на границе слоев з.аливаемой пластины и жидкой стали 3 процессе кристаллизации, интенсифицирует восстановительные процессы и удаление газообразных продуктов реакции. Увеличение содержания углерода в жидкой стали менее чем на 0.2% не обеспечивает перепада химического потенциала углерода между сталью пластины и жидкой сталью достаточного для образования диффузионного потока углерода,, необходимого для полного восстановления сквал ин, и незначительно снижает температуру солидуса З величение содержания углерода в жидкой стали более чем на 1,5% нецелесоо6р 1зно5 так как после кристаплизации в основном слое в этом случае может быть получен малопластичный чугун.
Дополнительное легирование жидкой стали кремнием или, никелем также приводит к повьшению химического потенциала углерода. При содержании кремния или никеля менее чем повышение химического потенциала углерода в жидкой стали незначитель762
Но, а введение зтих элементов более 2% нецелесообразно, так как повышается: стоимость заготовки в случае легирования никелем и существенно. изменяется структура и свойства
металла основного слоя при легировании кремнием.
Температура заливаемой жидкой стали ограничивается марочным составом
И)
стали и технологическими параметра
ми получения двухслойного слитка и выбирается на 40-80°С выше температуры ликвидус. При температуре заливаемой стали менее чем на 40°С выше
температуры л иквидус поверхность заливаемой пластины разогревается недостаточно, что приводит к непродолжительному взаимодействию окалины с жидкой сталью до кристаллизации
последней и, как следствие, к получению недостаточной прочности соединения слоев в биметаллической заготовке. При температуре заливаемой стали более чем на 80°С выше температуры ликвидус происходит частичный размыв поверхностного слоя пластин, приводящий к нарушению требуемого соотношения толщин слоев в биметаллической заготовке, а также размыв
стенок изложниц, приваривание к ним слитка и образование больших усадочных раковин, что недопустимо,
В процессе восстановления окалины за счет взаимодействия ее с углеро- ,дом жидкой стали происходит снижение содержания углерода в последней. Необходимое соотношение массы жидкой стали,к массе восстанавливаемой окалины, обеспечивающее снижение содержания углерода в жидкой стали не более допустимого марочного (+4-10% по ГОСТ 1050-74 и ГОСТ 1435-74), определяется из условий протекания реакции
FeO - С Fe + СО
с учетом того, что соотношение объемов окислов FeO, , и в окалине 100:5:1,
Масса восстанавливаемой окалины на заливаемой пластине стали D S. t,,-. р(, 5,7. S„t„, где 0 окалины, т; ЗУ, площадь поверхности пластины с окалиной, м ;
t - толщина слоя окалины. MJ ,7 т/м - плотность окалины.
Масса углерода, HeoexoflHMofo для восстановления окалины по приведен ной реакции из стехиометрического расчета составляет 1/6 от массы окалины. Поскольку масса углерода для восстановления окалины не должна превышать 10% от массы углерода в жидксэй стали по марочному составу, минимальное отношение массы жидкой стали к массе восстанавливаемой окалины определяется как:
0 (167/%С):1, . где %С - содержание углерода в жидкой стали.
При отношении массы жидкой стали к массе окалины меньшем,, чем - (1б7/%С):1, в процессе восстановлени окалины можно снизить содержание углерода в жидкой стали более допустимого. При отношении массы Ж1щкой стали к Maqce окалины большем, чем (167/%С):1, снижения содержания углерода в жидкой стали более допустимого не происходит.
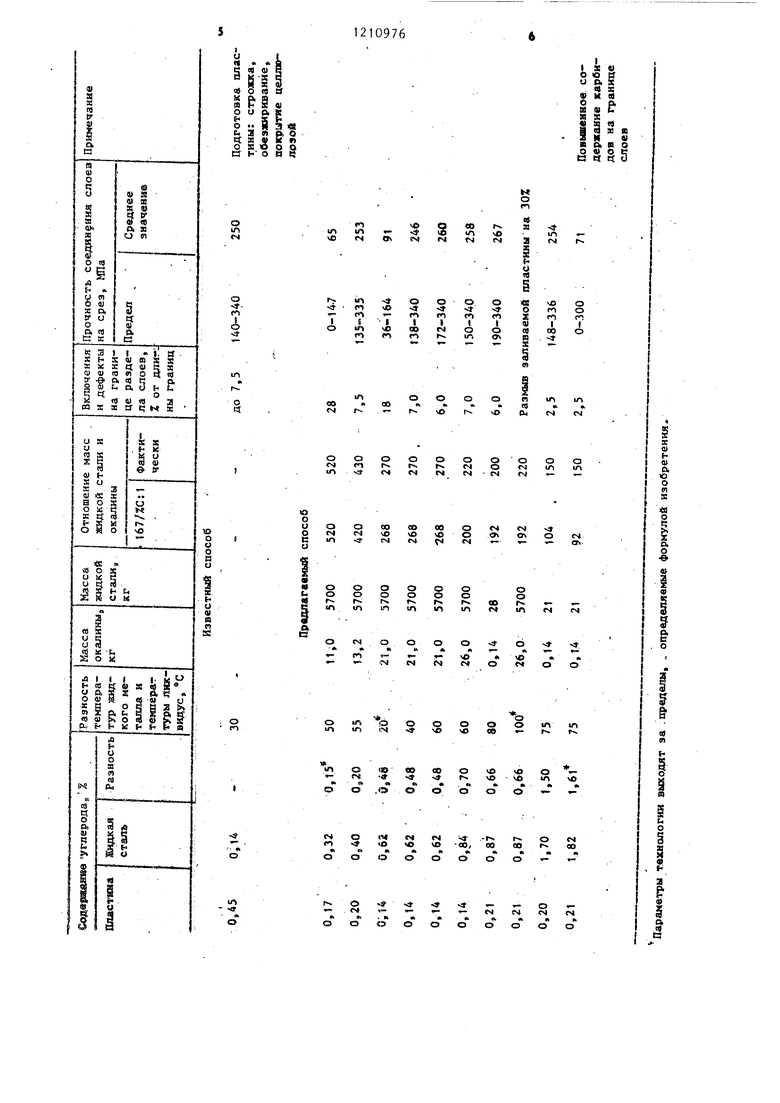
Пример. Прокаткой из листков и порезкой раскатов изготавливали пластины размером 20x110x220 мм и 200x700x1800 мм из стали марки Ст.З Пластины не очищали от окалины, уста навливали в изложнип 1 и заливали жидкой сталью с содержанием углерода на 0,15-1,55 выше, чем в стали заливаемых пластин. Температура жид- :кой стали и отношение ее массы к массе заливаемой окалины приведены в таблице.
Полученные биметаллические слитки сечением 110x110 мм и массой 25 кг и сечением 780x640 мм и массой 7,5 т прокатывали на биметаллические листы толщиной 7 мм. В трехслой
ных листах оценивали прочность соединения слоев на срез и количество дефектов и включений окислов в зоне соединения.
Результаты оценки качества биметалла, полученного по данному способу и известной технологии, приведены в таблице.
Как показало опробование в условиях опытного и промьшшенного производства, получение биметаллических заготовок по данному способу обеспечивает уровень прочности соединения слоев в биметаллическом прокате 135-370 МПа, что не ниже, чем при использовании известных способов.
Количество дефектов и включений в зоне соединения не превышает 7,5% как для данного, так и для известного способов.
Вместе с тем, использование пред- лагаемого способа позволяет значи:- тельно снизить производственные затраты на подготовку пластин и экономить металл вследствие исключения операции механической обработки поверхностей пластин с окалиной, приступить к производству биметалла литейным способом на предприятиях, где отсутствует оборудование для зачистки поверхности пластин и со- ответствую1дие производственные площади, освободить металлорежущие станки, занятые на подготовке поверхности пластин, значительно уменьшить капитальные вложения при строительстве новых участков по подготовке пластин для биметаллических заготовок, которые используются для получения двух- и трехслойных биметаллических листов.
ct t- о а
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллического слитка | 1987 |
|
SU1482761A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ СЛИТКОВ С ИЗНОСОСТОЙКИМ НАПЛАВЛЕННЫМ СЛОЕМ | 2012 |
|
RU2501628C1 |
| Способ центробежного литья крупногабаритных биметаллических трубных заготовок | 1979 |
|
SU859019A1 |
| КОНСТРУКЦИОННАЯ КРИОГЕННАЯ АУСТЕНИТНАЯ ВЫСОКОПРОЧНАЯ СВАРИВАЕМАЯ СТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2015 |
|
RU2585899C1 |
| КОНСТРУКЦИОННАЯ КРИОГЕННАЯ АУСТЕНИТНАЯ ВЫСОКОПРОЧНАЯ СВАРИВАЕМАЯ СТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2013 |
|
RU2545856C2 |
| СПОСОБ ВЫПЛАВКИ СПЛАВА ХН33КВ | 2022 |
|
RU2782193C1 |
| Способ получения легированного металла | 1984 |
|
SU1232440A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА С ПЛАКИРУЮЩИМ СЛОЕМ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2022 |
|
RU2780082C1 |
| Способ получения коррозионностойкого биметаллического слитка | 2022 |
|
RU2774689C1 |
| Способ модифицирования жаропрочных сплавов и высоколегированных сталей | 2017 |
|
RU2701978C2 |
1Л
А
г
о «
со
«SI
о о
«МС1
«л г
о о
tM сч
оо
оо
.
ю1Г1
- е - - см еч «ч
о
м
о ю
л о
(Ч
«ч
л
ш
в
г- о
-fvt
о
о
vo
о
м tо т
п
vO 04
ш
«
f
ш
«
сч
о
г сч
о г р
о сч «ч
о о о
о ч 1Л сч сч о in
со
VO
«м
00 чО
г
«ч tM
в Оч о «ч
о
о
г
1Л
г ю
о о
о о
ОО 1Л «ч N
-
о
« «ч
-
о
-.
«
о
о iM
о -
S
о «
о о in
Г
«о -«
со
S
о
f.
vO
VO о in ч)
,о
о - -
11«
0
«
о
ч
ЧО
ОС/
г
00
о
о
-« о
г
-
сГ
о
о М сч «ч Р4
| Свайный фундамент | 1986 |
|
SU1474221A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент Великобритании № 888404, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент ПНР № 62206, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
