Известны плитки для крепления, например игл трикотажных машин, выполненные из заливаемой под давлением пластмассы, с применением пластификаторов, наполнителей и присадок против прилипания к литейной форме.
Описываемая плитка имеет то отличие, что, с целью повышения ее прочности, пластмаасу применяют в составе, например, 100 вес. ч. отходов капрона и 25 вес. ч- голландской сажи.
С этой же целью в плитке в качестве наполнителя применяют металлический порошок, например, алюминиевый или бронзовый.
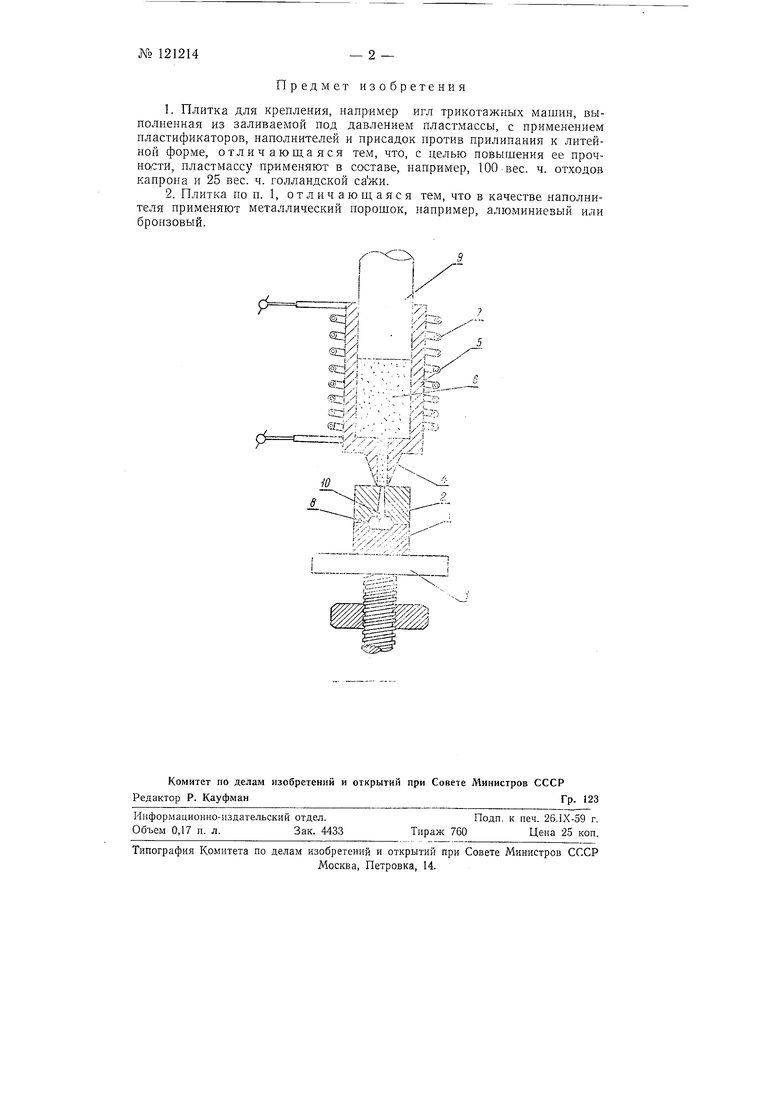
На черте же изображена схема пресс-формы для заливки трикотажных игл в плитки.
Отходы капрона измельчают, перемешивают с голландской сажей или металлическим порошком, расплавляют при 200° и пропускают через шнековую машину, выдавливая пластмассу в виде прутков, например, 0 3 мм, которые разрезают на кусочки длиной 4 мм.
В нижнюю часть 1 пресс-формы укладывают трикотажные иглы (на чертеже не изображены), устанавливают поверх нее верхнюю часть2 пресс-формы. Посредством винта 5 пресс-форму прижимают к соплу 4 бункера 5, в который закладывают кусочки 6 пластмассы.
Бункер окружен включенной в сеть тока спиралью 7, нагревающей его до температуры, например 400°. Выдавливание расплавленной пластмассы из бункера в полость 8 пресс-формы, выполненной по форме плитки, осуществляют подвижным поршнем 9.
После затвердевания отлитой плитки в пресс-форме производят отделение пресс-формы от сопла, разъем ее, удаление из нее отлитой плитки с залитыми иглами и литником 10. Литник отламывают или отрезают и зачищают место соединения его с плиткой, чем заканчивается процесс изготовления плитки.
Предмет изобретения
1.Плитка для крепления, например игл трикотажных машин, выполненная из заливаемой под давлением пластмассы, с применением пластификаторов, наполнителей и присадок против прилипания к литейной форме, отличающаяся тем, что, с целью повышения ее прочности, пластмассу применяют в составе, например, 100 вес. ч. отходов капрона и 25 вес. ч. голландской сажи.
2.Плитка по п. 1, отличающаяся тем, что в качестве наполнителя применяют металлический порошок, например, алюминиевый или бронзовый.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ПРЕСС-ФОРМ | 2012 |
|
RU2534169C2 |
| Способ изготовления изделий изТЕРМОРЕАКТОплАСТОВ | 1970 |
|
SU843716A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫТЯЖНОГО ШТАМПА | 1991 |
|
RU2015832C1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |
| Способ переработки текстильного корда | 2017 |
|
RU2643953C1 |
| АРМИРУЮЩИЙ НАПОЛНИТЕЛЬ, ФРИКЦИОННЫЙ ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ТОРМОЗНАЯ АВТОМОБИЛЬНАЯ КОЛОДКА | 1996 |
|
RU2117834C1 |
| Способ изготовления формовочной смеси | 1979 |
|
SU854548A1 |
| МЕТАЛЛИЧЕСКАЯ ШИХТА ДЛЯ ВЫПЛАВКИ ЧУГУНА В ВАГРАНКЕ | 2000 |
|
RU2172781C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ ИЗ ЛЕГКИХ СПЛАВОВ И СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ АЛЮМИНИЕВОГО СПЛАВА | 1992 |
|
RU2081725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ ИЗ МАТЕРИАЛА С ТЕРМОСТОЙКОЙ ПОЛИМЕРНОЙ МАТРИЦЕЙ | 2015 |
|
RU2604285C2 |