Изобретение относится к магнитографическому методу неразрушающего контроля сварных швов. Особенностью шва как объекта контроля является сложный характер магнитного поля, действующего на прижатую к поверхности шва магнитную ленту: даже бездефектный шов с идеально гладкой поверхностью за счет валика создает неоднородное поле с наибольшим градиентом вблизи краев шва. В итоге сигналы большинства дефектов по амплитуде уступают сигналу валика, что исключает автоматическую селекцию сигналов о амплитуде и вынуждает использовать контролеров.
В магнитографической дефектоскопии известен способ подавления сигнала путем временной селекции сигналов индукционной головки, построчно сканирующей ленту с магнитограммой шва в поперечном направлении [1] . Сигналы от краев валика в каждой строке сканирования будут первыми и последними, что позволяет с помощью простой электрической схемы "отрезать" эти сигналы.
Недостаток способа очевиден: даже крупные дефекты поблизости от краев шва (подрезы, непровары, несплавления и пр, ) будут пропущены.
Известен способ частотной селекции сигналов дефектов [2] . Способ частотной селекции наиболее эффективен для выявления поверхностных трещин, дающих сигнал с резко отличным от сигнала валика частотным спектром: сигналы внутренних дефектов и валика отличаются, однако, незначительно. Кроме того, способ требует достаточно сложной системы фильтров и усилителей.
Известен способ контроля узких продольных швов электросварных труб с подавлением сигнала шва путем использования сразу нескольких одинаковых неподвижных датчиков, одновременно выдающих сигнал шва на какой-то его длине, получения усредненного сигнала шва и вычитания этого сигнала из сигнала одного из датчиков системы, являющегося рабочим [3] .
Существенным недостатком способа является низкая степень подавления сигнала реального сварного шва из-за неизбежных локальных отклонений его геометрии и магнитных свойств от среднего.
Известен способ магнитографического контроля, по технической сущности наиболее близкой к предлагаемому и принятый нами за прототип. Способ-прототип заключается в том, что лента вначале вместе с изделием намагничивается в перпендикулярном ее длине направлении до насыщения, а затем ленту вместе с изделием намагничивают в противоположном направлении в поле, равном релаксационной коэрцитивной силе ленты, что позволяет снизить собственные шумы ленты до нуля и повысить точность контроля [4] .
Недостаток способа-прототипа заключается в неэффективности его использования для подавления сигнала валика при контроле сварных швов. Действительно, поле сварного шва по основным свойствам аналогично полю дефекта, в связи с чем его сигнал не будет уменьшаться в способе-прототипе.
Цель изобретения - увеличение достоверности магнитографического контроля сварных швов путем подавления сигнала валика усиления сварного шва
Поставленная цель достигается тем, что в известном способе на шов укладывают магнитную ленту, изделие намагничивают в поле Но, равном насыщающему ленту полю Нs, ленту сканируют одним датчиком, считывающим тангенциальную к ее плоскости составляющую магнитного поля записи, сигнал с нескольких строчек сканирования преобразуют в цифровую форму и заносят в двумерный массив в памяти ЭВМ, по известным формулам вычисляют теоретическое поле шва для каждой строки сканирования и вычитают программным путем это поле из сигнала каждой строки сканирования.
Способ поясняется фиг. 1-5.
Сущность изобретения заключается в следующем.
Расчетная модель поверхностного диполя позволяет представить магнитное поле отображенного лентой шва как поле парных заряженных разноименно до равной поверхностной плотности участков - поверхностных диполей, число которых в зависимости от величины намагничивающего поля Но и требуемой точности расчетов меняется от 1-3 для бездефектного до 2-5 для дефектного шва, ось симметрии системы диполей совпадает с осью шва. Были получены формулы, связывающие топографии поля записи с плотностью зарядов и размерами поверхностных диполей, дающие хорошее количественное совпадение с экспериментом. Существенно, что в намагничивающем поле Но, близком к насыщающему ленту полю Нs (это известная из справочников величина), удается не только обеспечить оптимальные условия выявления дефектов в сварных швах, но и уменьшить число поверхностных диполей, описывающих поле записи, до одного для бездефектного и до двух для дефектного шва, причем второй диполь, соответствующий дефекту сплошности, частично или полностью не совпадает на ленте с первым диполем, соответствующим валику шва. Тогда при считывании тангенциальной составляющей поля записи в направлении, перпендикулярном к длине ленты (т. е. и длине валика), первый и последний импульсы в каждой строке сканирования будут с большой вероятностью относиться только к сигналу валика в достаточно разумном предположении, что дефекты появляются редко, причем при отсутствии в околошовной зоне эти краевые импульсы будут, примерно, одинаковыми. Нами получено выражение, позволяющее по расстоянию между краевыми импульсами и их величине однозначно рассчитать параметры диполя, ответственного за поле валика.
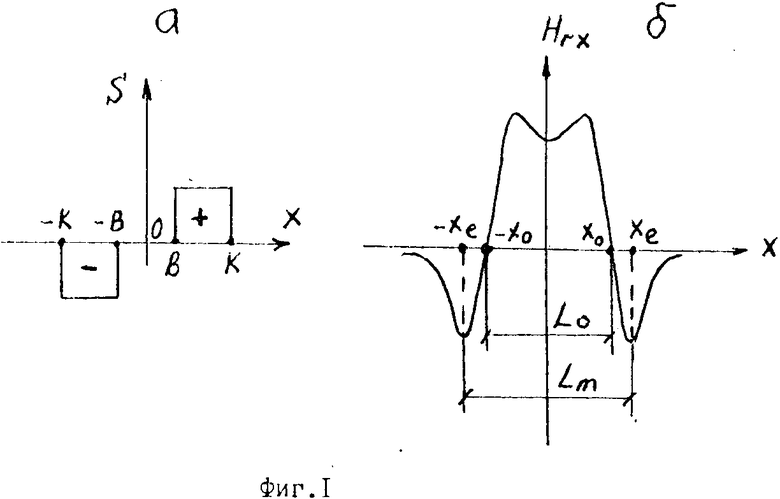
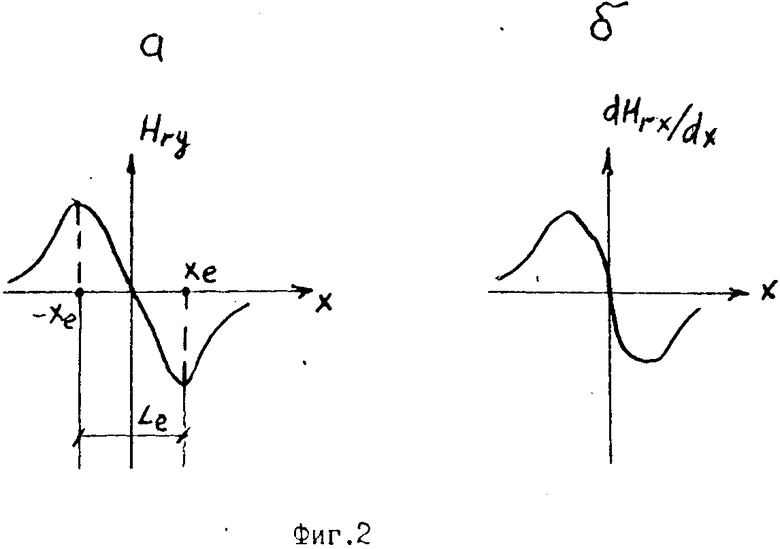
Действительно, для однозначного задания поля поверхностного диполя необходимы три параметра [4] : координаты двух его крайних точек К и В и плотность S магнитных зарядов (фиг. 1а) поверхностного диполя. Обозначим расстояние между крайними экстремумами тангенциальной составляющей поля одного поверхностного диполя Lm, а между точками пересечения нулевого уровня поля Lo (фиг. 1б). Используя формулу тангенциальной составляющей Нrx поля поверхностного диполя [4] , можно найти координаты Хm и Хо всех этих точек относительно оси шва, т. е. и расстояния Lm и Lo, а зная величину поверхностной плотности зарядов диполя S - и величину поля Нrx(Xm) в точках крайних экстремумов Хm. Значит, возможно и обратно: по известным величинам Lo, Lm и Hrx(Xm) найти величины Е, В и S.
Соответствующие формулы имеют вид (Yo - известная высота датчика над лентой):
K ±  , (1)
, (1)
B ±  , (2)
, (2)
S = Hrx(Xm)·4π/ln . (3)
. (3)
Тогда возможен следующий алгоритм обработки сигнала шва с целью подавления сигнала валика и выделения чистого сигнала дефекта. Пусть данные о величине поля Нrx(X) в точках строки сканирования ленты с каким-то шагом занесены в массив в памяти ЭВМ. Определив величину Нrx(Xm) крайних экстремумов, а также расстояния Lo и Lm (их легко найти по известным скорости движения датчика относительно ленты и скорости отсчета аналого-цифрового преобразователя ЭВМ), по формулам (1)-(3) находим параметры поверхностного диполя, по известной формуле из [4] , которая аналогична формуле (3) и определяет Hrx(X) в произвольной точке Х ленты, вычисляем теоретическое поле шва и вычитаем его из реального сигнала. Если шов бездефектный, то в идеале разностное поле должно равняться нулю; для дефектного шва в случае, когда сигнал дефекта не влияет на сигнал валика, должен остаться только чистый сигнал дефекта.
На практике этого не получается по причинам неидеальности формы шва, неточности модели поверхностного диполя, дискретности выборки сигнала ленты и т. д. и т. п. , но частичное подавление реализовать удается.
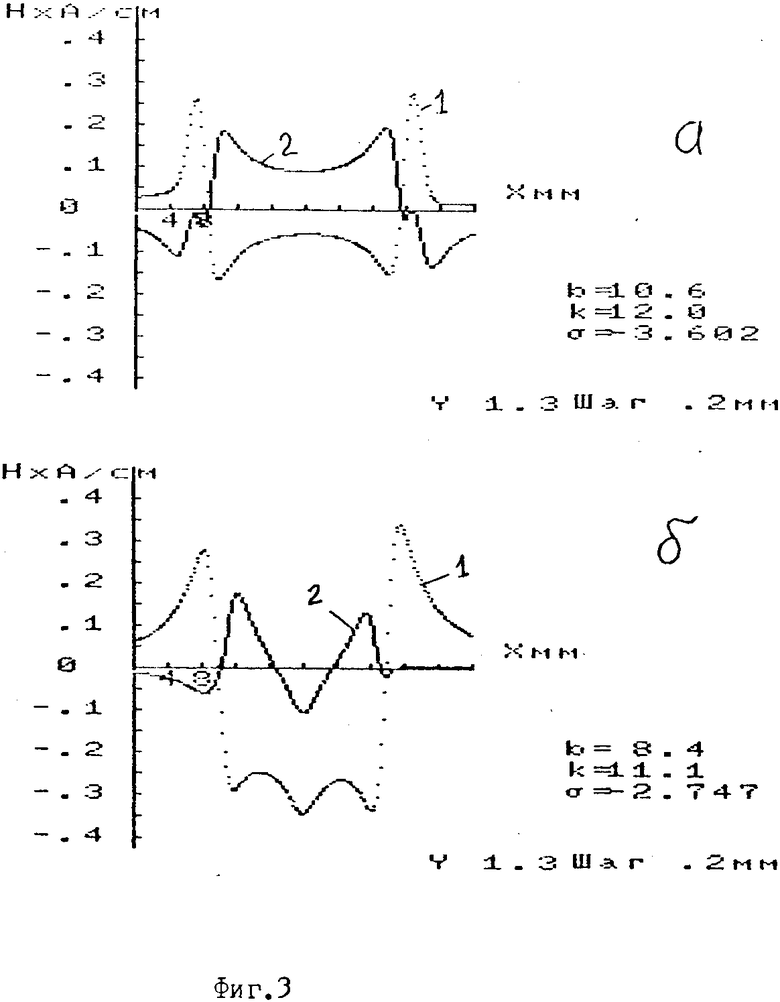
Алгоритм работает только при считывании Нrx - тангенциальной составляющей поля записи, т. к. число характеристик точек топографии Хо и Хm здесь равно четырем и достаточно для решения системы трех уравнений (1)-(3), необходимых для вычисления параметров поверхностного диполя. При считывании, например, нормальной составляющей Нry поля ленты характерными точками топографии будут лишь две точки Хе экстремумов Нry(Xe) этой составляющей (фиг. 2а), чего недостаточно. Это же относится к сигналу индукционной головки, применяемой во всех серийных магнитографических дефектоскопах: головка дифференцирует тангенциальную составляющую Нrx(X) поля ленты, и ее сигнал по форме (фиг. 2б) аналогичен форме нормальной составляющей. Кроме того, датчик поля ленты должен иметь линейную характеристики.
Для доказательства существенности отличительных признаков проанализиpуем наличие подобных признаков и определяемые ими свойства в известных решениях аналогичных задач.
Считывание тангенциальной составляющей поля ленты датчиком с линейной характеристикой преобразования неизвестно в практике магнитографического контроля. Действительно, в первых магнитографических дефектоскопах были применены индукционные головки типа магнитофонных, считывающие градиент тангенциальной со- ставляющей поля ленты и нелинейные как из-за ферромагнитного сердечника, так и вследствие особенностей конструкции (щелевая функция головки). Они вполне устроили практиков по чувствительности и эксплуатационным характеристикам и применяются во всех серийных дефектоскопах до сих пор. В практике магнитной дефектоскопии, например феррозондовой, считывание тангенциальной составляющей датчиками с линейной характеристикой затруднено, т. к. на фоне намагничивающего поля над изделием сигнал дефекта незаметен. Использование же такого датчика именно с целью получения достаточного числа характерных точек на топографии поля для получения теоретической модели этого поля, является совершенно неочевидным.
Основой способа является восстановление теоретического поля валика по характерным точкам топографии его тангенциальной составляющей. Появление алгоритма восстановления стало возможным после разработки нами расчетной модели поверхностного диполя, в практике магнитной дефектоскопии такой алгоритм также неизвестен.
Все это в совокупности позволяет сделать вывод о существенности отличительных признаков предлагаемого способа магнитографического контроля сварных швов.
На практике способ осуществляют следующим образом.
Начинают с определения намагничивающего изделие поля Но, соответствующего полю насыщения Нs ленты. Если магнитные свойства ленты известны и имеется измеритель магнитного поля, то сразу определяют ток в обмотке немагничивающего устройства, обеспечивающий Нs вне шва. Если магнитные свойства ленты неизвестны и измерителя магнитного поля нет, то для определения Нs снимают амплитудную характеристики ленты (АХЛ), то есть зависимость ее остаточной намагниченности от величины Но. Для этого отрезки ленты равной длины (например, 50 мм) прижимают к изделию вне шва и намагничивают намагничивающим устройством (НУ) так, чтобы поле НУ действовало в плоскости отрезков в поперечном направлении. Изменяют ток в обмотке НУ до максимума, допускаемого проводом обмоток, таким образом, чтобы во всем интервале изменения тока было 15-20 точек. Затем каждый отрезок считывают магнитографическим дефектоскопом таким образом, чтобы магнитный датчик дефектоскопа сканировал край каждого отрезка посередине длины отрезка, причем ориентация всех отрезков относительно датчика была одинаковой, а сигнал от края отрезка максимален. Тогда в силу одинаковых условий считывания всех отрезков амплитуда сигнала от краев каждого отрезка будет пропорциональной остаточной намагниченности ленты. По полученным данным строят АХЛ и определяют ток, при котором остаточная намагниченность перестанет заметно расти. Это и будет ток, соответствующий полю Нs для данной ленты. Если насыщения достичь не удается, необходимы более магнитомягкая лента или более мощное НУ. Определив необходимую величину намагничивающего поля, ленту намагничивают на изделии по известной стандартной методике контроля швов.
Намагниченную ленту сканируют в поперечном к длине ленты направлении построчно датчиком с линейной характеристикой, реагирующим на тангенциальную составляющую поля ленты ("t" - зондом), например, двухэлементным феррозондом-градиентометром с цилиндрическими сердечниками, ориентированными параллельно плоскости ленты поперечно ее длине, один из элементов должен размещаться вплотную к поверхности ленты, а второй на таком удалении от нее, чтобы не чувствовать поле ленты (это позволяет отстроиться от поля Земли и других внешних однородных полей). Сигнал датчика известными способами преобразуют в цифровую форму и запоминают в двумерном массиве в памяти ЭВМ, каждую строку массива обрабатывают по описанному выше алгоритму и полученную информацию выводят на графический или символьный экран, а также, при необходимости получения бумажной копии экрана, на принтер.
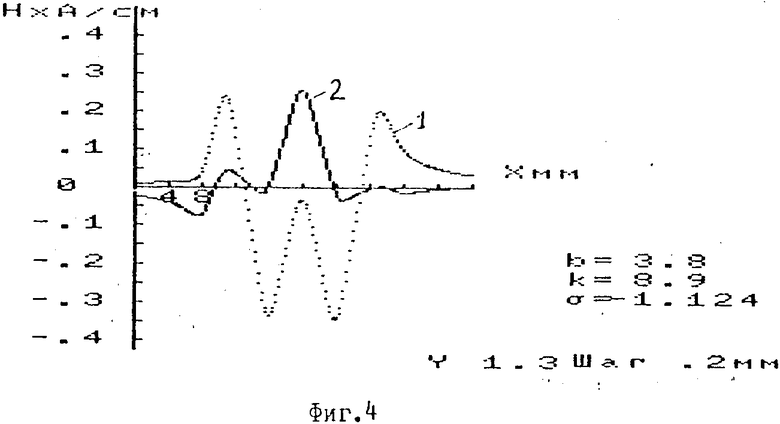
П р и м е р 1. Предложенный способ магнитографического контроля был применен для подавления сигнала бездефектного валика шириной 20 и высотой 2 мм в образце из малоуглеродистой стали на ленте МК-2 при высоте t-зонда 1 , 3 мм. На фиг. 3а приведен результат работы алгоритма при намагничивании изделия в поле Но = 50 А/см, небольшом по сравнению с поле Нs = 250-350 А/см ленты МК-2; на фиг. 3б - поле Но = = 300 А/см, а прочие данные неизменны. Сигнал строки сканирования ленты преобразовывался в цифровую форму и с шагом 0,2 мм заносился в память ЭВМ типа ДЕК-2 с дополнительными платами аналого-цифрового преобразователя, интерфейса графического дисплея и электронного квазидиска, на строку выделялось до 240 точек массива. Программа обработки сигнала была составлена на компилирующем языке высокого уровня QUASIC. Кривая 1 на обоих рисунках относится к исходному, а 2 к обработанному по описываемому алгоритму сигналу записи на ленте. Видно, что алгоритм при правильном выборе поля Но работает достаточно эффективно и позволяет уменьшить сигнал валика по амплитуде в 2-3 раза.
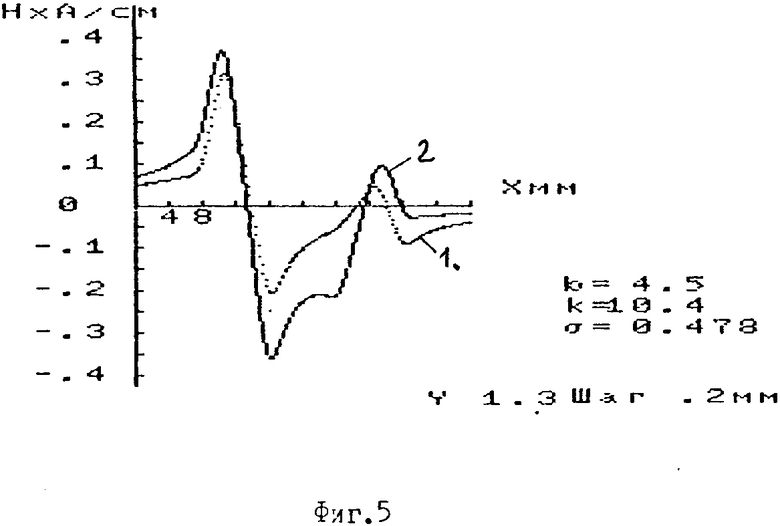
П р и м е р 2. Предложенный способ магнитографического контроля был применен для выявления внутреннего дефекта в виде цилиндрического отверстия диаметром 1 мм на глубине 2 мм от верхней плоскости образца толщиной 10 мм из малоуглеродистой стали под валиком шириной 20 и высотой 1 мм. Дефект располагался по оси валика и имел длину порядка 100 мм. Использовалась лента МК-2 и намагничивающее поле Но = 250 А/см, близкое к насыщающему ленту полю. Эффективность работы алгоритма видна из фиг. 4: как и на фиг. 3, кривая 1 относится к первоначальному, а 2 к конечному сигналу ленты.
П р и м е р 3. Алгоритм был применен для выявления внутреннего дефекта в виде цилиндрического отверстия диаметром 2 мм на глубине 5 мм, находящегося под краем валика шириной 20 и высотой 2 мм в том же образце. Дефект имел длину около 100 мм и имитировал несплавление с основным металлом: запись осуществлялась на ленте МК-2 в поле 300 А/см, все остальные данные аналогичны примеру 2. Из фиг. 5 видно, что признаком такого дефекта может служить мощный неподавленный сигнал одного из краев валика.
Таким образом применение предлагаемого способа магнитографического контроля позволяет повысить достоверность контроля. Оценить экономический эффект до внедрения способа не представляется возможным. (56) 1. Авторское свидетельство СССР N 1612251, кл. G 01 N 27/85, 1988.
2. Авторское свидетельство СССР N 1506346, кл. G 01 N 27/85, 1987.
3. Авторское свидетельство СССР N 1562836, кл. G 01 N 27/85, 1988.
4. Авторское свидетельство СССР N 1599754, кл. G 01 N 27/85, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИРОЭЛЕКТРОМАГНИТНЫЙ СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2000 |
|
RU2189583C2 |
| СПОСОБ ИЗМЕРЕНИЯ ГЛУБИНЫ ДЕФЕКТА В ФЕРРОМАГНИТНОМ ИЗДЕЛИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2034235C1 |
| Способ магнитографического контроля | 1989 |
|
SU1727043A1 |
| Способ магнитографического контроля | 1987 |
|
SU1439481A1 |
| МАГНИТНЫЙ ДЕФЕКТОСКОП | 1998 |
|
RU2171984C2 |
| СПОСОБ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ | 2011 |
|
RU2474815C1 |
| Магнитографический дефектоскоп | 1987 |
|
SU1469437A1 |
| Способ калибровки магнитных дефектоскопов и устройство для его осуществления | 1988 |
|
SU1589190A1 |
| Способ определения параметров поверхностного дефекта типа трещины на ферромагнитном объекте | 1989 |
|
SU1777067A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1984 |
|
SU1255911A1 |
Изобретение относится к магнитографическому методу неразрушающего контроля сварных швов. Цель изобретения - повышение достоверности контроля путем подавления сигнала валика сварного шва. Способ магнитографического контроля сварных швов заключается в том, что на сварной шов укладывают магнитную ленту, намагничивают ее совместно с изделием магнитным полем, направленным перпендикулярно сварному шву, величину которого выбирают равной полю насыщения ленты. Со снятой со шва ленты считывают тангенциальную составляющую поля записи при построчном сканировании ленты в поперечном длине шва направлении. Восстанавливают по значениям поля в характерных точках теоретическое поле для каждой строки сканирования, вычитают величину восстановленного поля из считанного для каждой строки сканирования и используют разностный сигнал в качестве информативного. 5 ил.
СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ , заключающийся в том, что на сваpной шов укладывают магнитную ленту, намагничивают ее совместно с изделием магнитным полем, напpавленным пеpпендикуляpно сваpному шву, величину котоpого выбиpают pавным полю насыщения ленты, и используют магнитогpамму для опpеделения качества шва, отличающийся тем, что, с целью повышения достовеpности контpоля путем подавления сигнала от валика шва, со снятой со шва ленты считывают тангенциальную составляющую поля записи пpи постpочном сканиpовании ленты в попеpечной длине шва напpавлении, восстанавливают по значениям поля в хаpактеpных точках теоpетическое поле для каждой стpоки сканиpования, вычитают величину восстановленного поля из считанного для каждой стpоки сканиpования и используют pазностный сигнал в качестве инфоpмативного.
