противоположной от приложения усилия - рессованмя сырца стороны.
едостигком указанного способа является недостаточное уплотнение смеси в пу- стотообразозателях, что ведет к высыпанию смеси или переуплотнению смеси, что приводит ; поломке гзривода.
Цель изобретения - повышение качества изделий.
Указанная цель достигается тем, что в способе образования пустот в силикатном кирпиче, включающем заполнение пресс- формы и уплотнение пустотообразователей формовочной смесью, погружение в пустотообразователей, прессование сырца с зыдавливанием смеси через пустотообра- зователи и обжатие выдавливаемой через пустотообразователи смеси с противоположной от приложения усилия прессования сьфца стороны, формовочную смесь в пус- тотообразователях уплотняют при удельном давлении 0,05-0,5 МПа.
Способ осуществляется следуюидим об- рззом.
Формовочной силикатной смесью заполняют полые пустотообразователи и уплотняют ее при удельном давлении 0,05-0,5 МПз- затем пустотоо(эразователи погружают а пресс-форму, заполненную формовочной смесью, и произЕодят прессование, в процессе которого новая порция смеси, постл пающая s пустотообразозатель. под- прэссоеывается со стороны находящейсп в ней х плоткенной смеси, в результате чего исключается просыпание смеси в пустоты сырцй. При последующих циклах прессования формовочную смесь, выдааливаемую штампом через пустотообразователи, подвергают обжатмю с противоположной от прилохсенмя усилия прессования стороны при помощи, например, пригрузоэ, расположенных аксиально пустотообразовате- лям. Прг/1 этом смесь, находящаяся в пустотообразователях, доуплотняется и при извлечении из пресс-формы пустотообразователей она не высыпается из них обратно в технологические пустоты изделия, благодаря чему качество кирпичи значительно повышается,
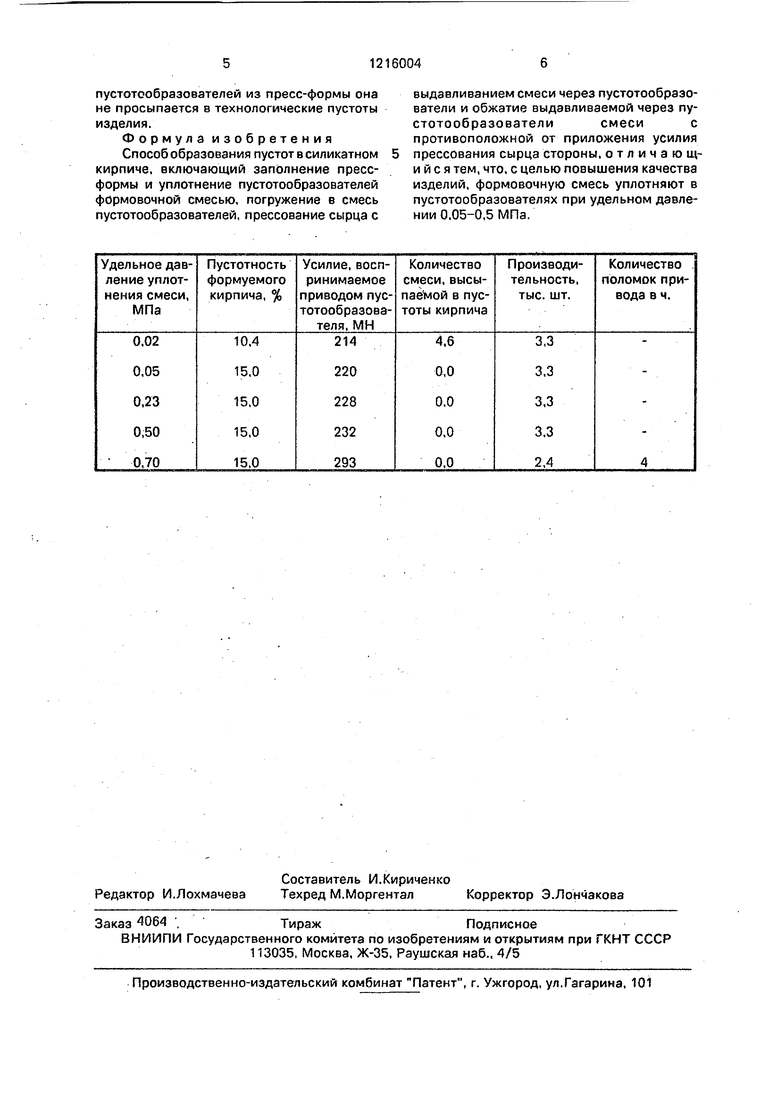
В зависимости отструктурно-механмче- ских свойств формовочной смеем (жесткости, вязкости, лрессуемости) удельное давление гфедварительного уплотнения формовочной смеси в полых пустотообразо- вателяк должно находиться в пределах 0,05- 0,5 МПа. При давлении ниже 0,05 МПа не обеспечивается достаточное уплотнение смеси в пустотообразователях, в результате происходит высь)пание смеси обратно в технические пустоты, а увеличение давлени
0
свыше 0,05 МПа приводит к переуплотнению смеси, затрудняет продавливание ее через пустотообразователи и ведет к повышению усилий, действующих на привод, вызывая его поломку.
Данные по определению оптимальных параметров предварительного уплотнения приведены в таблице,
П р и м е р 1, Формование опытной партии пустотелых изделий в количестве 19,5 тыс.шт, кирпича марки 150. пустотно- сти 15% и с обьемной массой 1620 кг/м осуществляют на прессе СМС-152, оснащенном четырьмя пустотообразователями с
5 наружным диаметром 66 мм и внутренним - 62 мм. Перед началом прессования пустото- образовзтели заполняют формовочной силикатной смесью и уплотняют ее при удельном давлении 0,05 МПа, Затем пусто0 тообразователи погружают е пресс-форму и производят прессование.в процессе которого новая порция смеси, поступающая в пус- тотообразователь, подпрессовывается со стороны находящейся в ней уплотненной смеси. При последующих циклах прессования формовочную смесь, выдавливаемую штампом через пустотообразователи, подвергают обжатию с противоположной от приложения усилия прессования стороны при помощи пригрузов, расположенных аксиально пустотообразователям. При этом смесь, находящаяся а пустотообразователях, доуплотняется и при извлечении из пресс-формы пустотообразователей она не
5 высыпается обратно в технологические пустоты изделия,
П р и м е р 2, Формование опытной партии пустотелых изделий в количестве 19,5 тыс,шт, кирпича марки 150, пустотно- сти 15% и с объемной массой 1620 кг/м осуществляют на прессе СМС-152, оснащенном четырьмя пустотообразователями с наружным диаметром 66 мм и внутренним - 62 мм. Перед началом прессования формовочной силикатной смесью заполняют полые пустотообразователи и уплотняют ее при удельном давлении 0,5 МПа, Затем пустотообразователи погружают в пресс-форму и производят прессование. При зтом каждая новая порция смеси, поступающая в лустотообразоеатель, подпрессовывается со стороны находящейся в ней уплотненной смеси. При последующих циклах прессования формовочную смесь, выдавливаемую
5 штампом через пустотообразователи вверх, подвергают обжатию с противоположной от приложения усилия прессования стороны при помощи пригрузов. При этом смесь, находящаяся в пустотообразователях, доуплотняется и при извлечении
5
0
0
Ь
0
пустотообразователей из пресс-формы она не просыпается в технологические пустоты изделия.
Формула изобретения Способ образования пустот в силикатном кирпиче, включающий заполнение пресс- формы и уплотнение пустотообразователей формовочной смесью, погружение в смесь пустотообразователей, прессование сырца с
Редактор И.Лохмачева
Составитель И.Кириченко
Техред М.МоргенталКорректор Э.Лончакова
Заказ 4064 ,ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб.. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
выдавливанием смеси через пустотообразо- ватели и обжатие выдавливаемой через пу- стотообразователисмесис
противоположной от приложения усилия прессования сырца стороны, отличающийся тем, что, с целью повышения качества изделий, формовочную смесь уплотняют в пустотообразователях при удельном давлении 0,05-0,5 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования пустот в прессуемых изделиях | 1981 |
|
SU1006228A1 |
| Способ образования пустот в прессуемых изделиях | 1988 |
|
SU1701531A1 |
| Способ формования бетонных пустотных изделий | 1987 |
|
SU1470516A1 |
| ИЗВЕСТКОВО-КРЕМНЕЗЁМИСТОЕ ВЯЖУЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПРЕССОВАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2653214C1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПУСТОТ В СТРОИТЕЛЬНЫХ ИЗДЕЛИЯХ ПРЕССА ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2038970C1 |
| Установка для прессования строительных изделий | 1990 |
|
SU1794022A3 |
| Устройство для образования пустот в строительных изделиях | 1988 |
|
SU1726257A1 |
| КОМПОЗИЦИОННОЕ ИЗВЕСТКОВО-КРЕМНЕЗЁМИСТОЕ ВЯЖУЩЕЕ ДЛЯ СИЛИКАТНЫХ ИЗДЕЛИЙ АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2020 |
|
RU2748017C1 |
| Пресс для полусухого прессования пустотелых изделий | 1977 |
|
SU677928A1 |
| Пустотообразующее устройство пресса полусухого прессования | 1983 |
|
SU1150073A1 |
Изобретение относится к строительству и может быть использовано для изготовления пустотелого силикатного кирпича. Цель изобретения - повышение качества изделий. Способ заключается в том, что для повышения качества изделий после заполнения пресс-формы пустотообразователи уплотняют формовочной смесью под давлением 0.05- 0.5 МПа, после чего их погружают в смесь и прессуют сырец с выдавливанием смеси через пустотообразователи. 1 табл. роны пригрузов. подпрессовывающих смесь в направлении, противоположном действию усилия прессования сырца. Однако силикатная смесь, продвигающаяся по полому пустотообразователю, до момента достижения пригрузочного устройства обладает сыпучестью, идентичной сыпучести смеси в исходном рыхлосыпучем состоянии. Это приводит к тому, что в начальный период эксплуатации механизмов имеет место просыпание силикатной смеси из пустотообразователей в технологические пустоты изделия. Наиболее близким к предлагаемому является способ образования пустот в силикатном кирпиче, включающий заполнение пресс-формы и уплотнение пустотообразователей формовочной смесью, погружение в смесь пустотообразователей, прессование сырца с выдавливанием смеси через пустотообразователи и обжатие выдавливаемой через пустотообразователи смеси с ,« N3
| Способ образования пустот в прессуемых изделиях | 1981 |
|
SU1006228A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Министерство промышленности строительных материалов БССР, Минский НИИ | |||
| Изобретение относится к строительству и может быть использовано для изготовления пустотелого силикатного кирпича и камней | |||
| Известен способ образования пустот в прессуемых изделиях, преимущественно, в силикатном кирпиче, включающий заполнение пресс-формы формовочной смесью, погружение в смесь полых пустотообразователей, прессование сырца с выдавливанием смеси через пустотообра- зоаатели, причем формовочную смесь подвергают обжатию с противоположной от приложения усилия прессования сырца стороны | |||
| При этом способе смесь продавливают в пустотообразователи порциями | |||
| Каждая последующая порция смеси поступает в пу- стотообразователь с последующим циклом прессования до тех пор, пока весь пустото- образователь не заполнится смесью | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
