1 Изобретение относится к промышленности ельных материалов к может эытъ использовано при производств густотельгх силикатных изделий.
Цель изобретения повышение легче- Ства изделий и увеличение долговеч- Иос гл.
На черчеже показана схема осуществления способа.
Способ образования пустот в пресруемых изделиях осуществляю1 следующим образом.
Формовочной массой 1 заполняют Пресс-форму 2 пресса На поз/щша лрес сования при помощи пневмоцилиндра 3 сплошные ггустотообразователи 4 прину дительно п эгружают в массу 1 усилием пневмоцилиндра 3, равным 0901-GS1 усилия прессования, Экспериментально установлено , что пли усилии погружения меньше 0,01 усилия прессования не обеспечивается погружение л стотооб- разователей 4 на заданную rny6vHy ч необходимое противодавление при прессовании, обеспечивающее требует-ую прочность изделия о Усилие погружения более 091 усилия прессования приводит к увеличению нагрузки на пустотообра- зователи и повьшенному износу послед- ник и приводао Необходимая величина усилия пневмоцилиндра 3 обеспечивается площадью поршня и величиной давления воздуха Таге как действующее на пустотообразова ела со стороны формс- массы усилие превышает усилие пневмоцилиндра 3S то пусготообрэзо- ватели отжимаются из пресс-Формьь Для обеспечения заданной глубины пустот в изделиях пустотообразователи вводят в формовочную массу на глуби- ну, превышающую глубину пустот на величину отжатия пустотообразователей в процессе прессования„ После введения пустотообразователей начинается рабочий ход прессующего поршня 5, который поднимает штамп 6-, Прессуемая масса в пресс-форме уплотняется, пустотообразователи 4 отжимаются до
0
0
- 0 5
0
глубиныэ равной глубине пустот в иэ деитиИо По окончании прессования лнев- моцилиндр 3 поднимает пустотообразо- ратели 4, стол 7 пресса поворачивается нз следующую позицию и изделие выталкиваемся из пресс-формы. Цикл пов- торяетсяс
Пример 1„ Для производства пустотелого кирпича размерами 250х х120x88 мм (ГОСТ 379-79) пустотностью 19% пустотообргзователи 4 погружают в массу 1 пресс-формы 2 с усилием, равным 0,01 усилия прессования, на глубину 5 превышающую глубину пустот в 1,2 разве После введения пустотообразователей осуществляют прессование подъемом штампа 6 при одновременном воздействии на ггустотообразователи 4 усилия погрзгжения0 По окончании прессования пневмоцилиндр 3 поднимает пустотообразователи 4, стол пресса поворачивается на стедуюшую позицию и изделие вытачивается из пресс-фор- мы0 Цикл повторяется о
Физико-механические свойства полученного кирпича: прочность изделия при сжатии 35 кгс/см2; теплопроводность 0,81 ккал/м«ч С; долговечность пустотообразователей 750 ч.
Пример 2„ Для производства кирпича пустотностью 25% пустотообразователи погружают в Формовочную массу с усилием,, равным 091 усилия прессования, на глубину, превышающую глубину образуемых пустот в 1,8 раза, После введения пустотообразователей 4 осуществляют прессование подъемом штампа 6 при одновременном воздействии на пустотообразователи усилия пот гружения, равного 0,1 усилия прессования. По окончании прессования пнев- моцилиндр3 поднимает пустотообразова- гели 4S стол 7 пресса поворачивается на следующую позицию и изделие выталкивается из кресс-формы, Никл повторяется о
Физико-механические свойства полученного кирпича прочность изделия
. 5 - 17015316
при сжатии 150 кгс/см2; теплопровод-извлечение лустотообразователей, о т ность 0,75 ккал/м ч Cj долговечность/личающийся тем, что, с
пустотообразователей 600 ч„целью повышения качества изделий и
Формула изобретения 5Увеличения долговечности, погружение
пустотообразователей производят под
Способ образования пустот в прес-действием усилия, равного 0,01-0,1
суемых изделиях,преимущественно в си-усилия прессования, на глубину, превыликатном кирпиче, включающий заполне-тающую глубину образуемых пустот на
ние пресс-йормы формовочной массой, величину отжатия пустотообразователей
погружение в нее пустотообразователейв процессе прессования, который осуна глубину, превышающую глубину обра-ществляют при одновременном воздейстзуемых пустот, прессование изделий пу-вин на пустотообразователи усилия потем подъема нижнего штампа пресса игруженилэ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования пустот в строительных изделиях | 1988 |
|
SU1726257A1 |
| Устройство для образования пустот в строительных изделиях | 1985 |
|
SU1380965A1 |
| Способ полусухого прессования пустотелого кирпича и пресс для его осуществления | 1988 |
|
SU1715607A1 |
| Способ образования пустот в силикатном кирпиче | 1984 |
|
SU1216004A1 |
| Способ образования пустот в прессуемых изделиях | 1981 |
|
SU1006228A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПУСТОТ В СТРОИТЕЛЬНЫХ ИЗДЕЛИЯХ ПРЕССА ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2038970C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для образования пустот в строительных изделиях | 1972 |
|
SU557919A1 |
| Устройство для прессования пустотелых строительных изделий | 1987 |
|
SU1498619A1 |
| ПУСТОТНЫЙ КИРПИЧ | 1995 |
|
RU2108430C1 |
л Изобретение относится к промышленности строительных материалов и может быть использовано при производстве пустотелых силикатных изделий Цель изобретения - повышение качества изделий и увеличение долговечности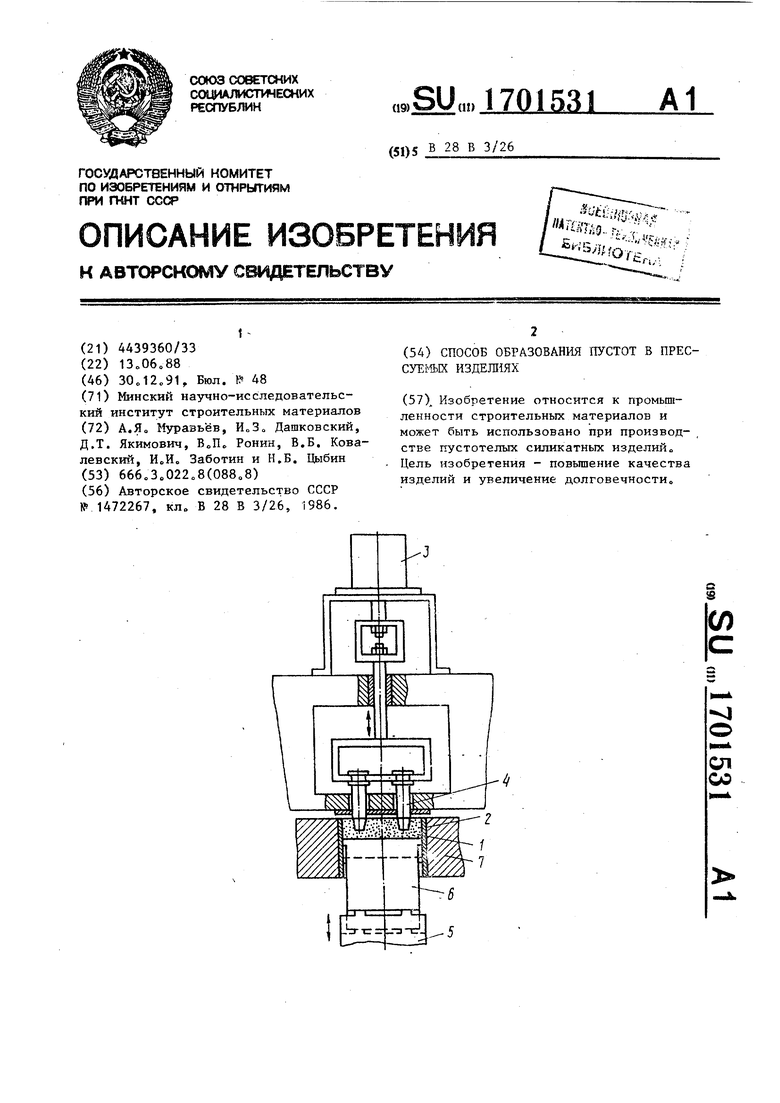
| Способ формования пустот в строительных изделиях | 1987 |
|
SU1472267A1 |
