1 ,
Изобретение относится к изготовлению строительных изделий, а именно к формованию пустотных бетонных изделий.
Цель изобретения - повышение качества изделий.
Способ формования пустотных бетон- ных изделий осуществляется следующим образом.С противоположных торцовых бортов навстречу друг другу заводят пустотообразователи, содержащие конусные рабочие поверхности. Пустотообразова- тели имеют возможность перемещаться в форме вдоль своей продольной оси с помощью привода. Направляющими при перемещении в форме служат цилиндрические части пустотообразователей с диаметрами, равными диаметрам усеченного конуса рабочей части. При этом цилиндры малого диаметра выполнены полыми и снабжены штуцерами для соединения цилиндра с вакуум- насосом и отверстиями для соединения полости цилиндра с полостью пустот изделия.
После размещения пустотообразователей в исходное положение в форму укладывают бетонную смесь и. закрывают форму верхней крьшисой. Затем перемещают пустотообразователи навстречу друг ДР5ТУ и уплотняют бетонную смесь за счет уменьшения объема бетонной смеси. После этого пу-
4 -Ч О СП
taoA
а
стотообразователи перемещают в направлении исходного положения до образования зазора между сводами образовавшихся пустот изделия и поверхностями пустотообразователей. При этом отношение протяженности зазора в длине изделия находится в пределах 0,7-0,9. Меньшая протяже- ность зазора не обеспечивает равномерности вакуумирования бетонной смеси. Большая протяженность зазора ухудшает качество вакуумирования из-за подсоса атмосферного воздуха в полости пустот через места сочленения торцовых бортов с пустотообра зователями. Причем расстояние от торцов изделия до зазора между отводами пустот и поверхностями пустотообразователей равны, что исключает явление подсоса воздуха с одного из торцовых бортов при указанных отношениях протяженности зазора к длине изделия. После образования зазора в полости изделия создают вакуум с помощью вакуум-насоса.Вода и воздух из бетонной смеси удаляютс через полости пустот и полость пуст тообразователя. Эта система пустот одновременно является и водосборником. Избыток воды затворения скапливается в лустотах, а воздух, вовлеченньй в бетонную смесь, удаляется в атмосферу. В результат е бетонная смесь в форме оказьшается недоуплотненной ..
После окончания вакуумирования бетонную смесь доуплотняют при пере
мещении пустотообразователей в проектное положение.
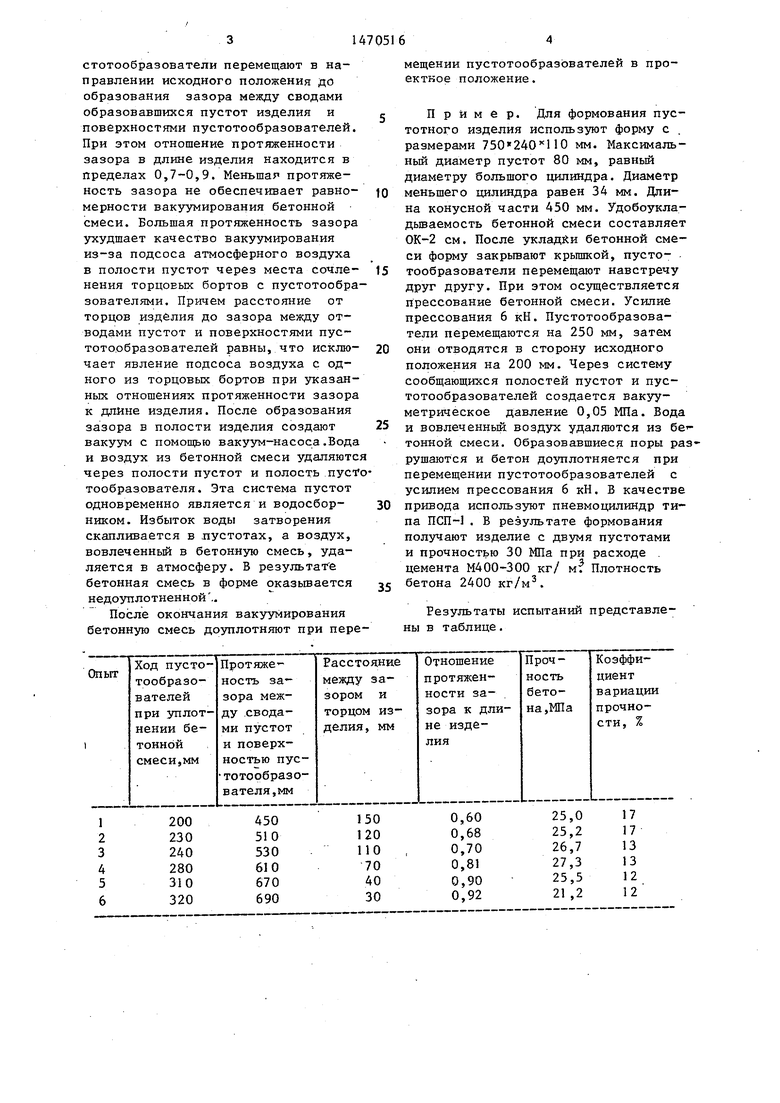
Пример. Для формования пустотного изделия используют форму с размерами 750 240 110 мм. Максималь- ньй диаметр пустот 80 мм, равный диаметру большого цилиндра. Диаметр меньшего цилиндра равен 34 мм. Длина конусной части 450 мм. Удобоукла- дьшаемость бетонной смеси составляет ОК-2 см. После укпая к бетонной смеси форму закрьгаают крьшпсой, пусто- тообразователи перемещают навстречу друг другу. При этом осуществляется прессование бетонной смеси. Усилие прессования 6 кН. Пустотообразова- тели перемещаются на 250 мм, затем они отводятся в сторону исходного положения на 200 мм. Через систему сообщающихся полостей пустот и пустотообразователей создается вакзт - метрическое давление 0,05 МПа. Вода и вовлеченньй воздух удаляются из бВ - тонной смеси. Образовавшиеся поры раз рушаются и бетон доуплотняется при перемещении пустотообразователей с усилием прессования 6 кН. В качестве привода использзгют пневмоцилиндр типа ПСП-1 . В результате формования получают изделие с двумя пустотами и прочностью 30 МПа при расходе . цемента М400-300 кг/ м Плотность бетона 2400 кг/м.
Результаты испытаний представлены в таблице.
5 1
Формула изобретения
Способ формования бетонных пустотных изделий в замкнутых формах, включающий установку в форму попарно с взаимно противоположным направлением конусности пустотообразова- телей, укладку бетонной смеси, прессование путем разнонаправленного одновременного перемещения пусто- тообразователей, отличающий
705166
с я тем, что, с целью повышения качества изделий, после прессования осуществляют перемещение пустотооб- разователей в обратном направлении до образования зазора между ними и формуемой смесью равного 0,7-0,9 длины изделия, затем проводят вакуу- мирование через зазоры и полости пус- 10 тотообразователей и допрессовку путем повторного разнонаправленного перемещения пустотробразователей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования пустот в силикатном кирпиче | 1984 |
|
SU1216004A1 |
| Способ формования бетонных изделий | 1985 |
|
SU1377187A1 |
| Установка для непрерывного формования железобетонных изделий | 1989 |
|
SU1673448A1 |
| Установка для формования пустотных бетонных и железобетонных изделий | 1989 |
|
SU1715611A1 |
| Устройство для изготовления пустотных железобетонных изделий в формах | 1990 |
|
SU1742056A1 |
| Способ полусухого прессования пустотелого кирпича и пресс для его осуществления | 1988 |
|
SU1715607A1 |
| Устройство для образования пустот в строительных изделиях | 1985 |
|
SU1380965A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1519876A1 |
| Бетонная напорная труба с металлическим цилиндром и способ ее изготовления | 1990 |
|
SU1742567A1 |
| Способ изготовления пустотелых изделий из пресс-порошков и пресс-форма для изготовления пустотелых изделий из пресс-порошков | 1986 |
|
SU1430280A1 |
Изобретение относится к области изготовления строительных изделий. Цель изобретения - повышение качества изделий. В форму устанавливают попарно с взаимно противоположным направлением конусности пустотообразователи, укладывают бетонную смесь и закрывают форму крышкой. Затем осуществляют прессование путем одновременно разнонаправленного перемещения пустотообразователей. После прессования пустотообразователи перемещают в обратном направлении до образования зазора между ними и формуемой смесью, равного 0,7-0,9 длины изделия, и проводят вакуумирование через зазор и полости пустотообразователей. По окончании вакуумирования осуществляют допрессовку путем повторного разнонаправленного перемещения пустотообразователей. 1 табл.

| Способ формования бетонных многопустотных изделий в замкнутых формах | 1984 |
|
SU1209446A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
