Предлагаемый станок для формования обувных заготовок на колодке позволяет улучшить качество формования и увеличить производительность труда.
Он состоит из следующих смонтированных на станине узлов: столика для установки получулка; шарнирно закрепленного двуплечего рычага, один конец которого подпружинен, а другой снабжен фигурной скобой, взаимодействующей с выступающими краями подощвы, с целью их зажима; пневматического цилиндр-а, шток которого связан с двумя тягами, совершающими возвратно-поступательное движение; жестко прикрепленной к тягам планки, несущей подпружиненный ролик, который взаимодействует с одним концом двуплечего рычага, и шарнирно прикрепленной к концам тяг скобы, совершающей возвратно-поступательное и качательное движения и несущей жестко закрепленный на оси угольник, снабженный шарнирно закрепленной на нем фигурной пластиной. Для сообщения скобе качательного движения применен жестко прикрепленный к штоку пневмоцилиндра второй пневмоцилиндр, шток которого. связан при помощи тяги со скобой.
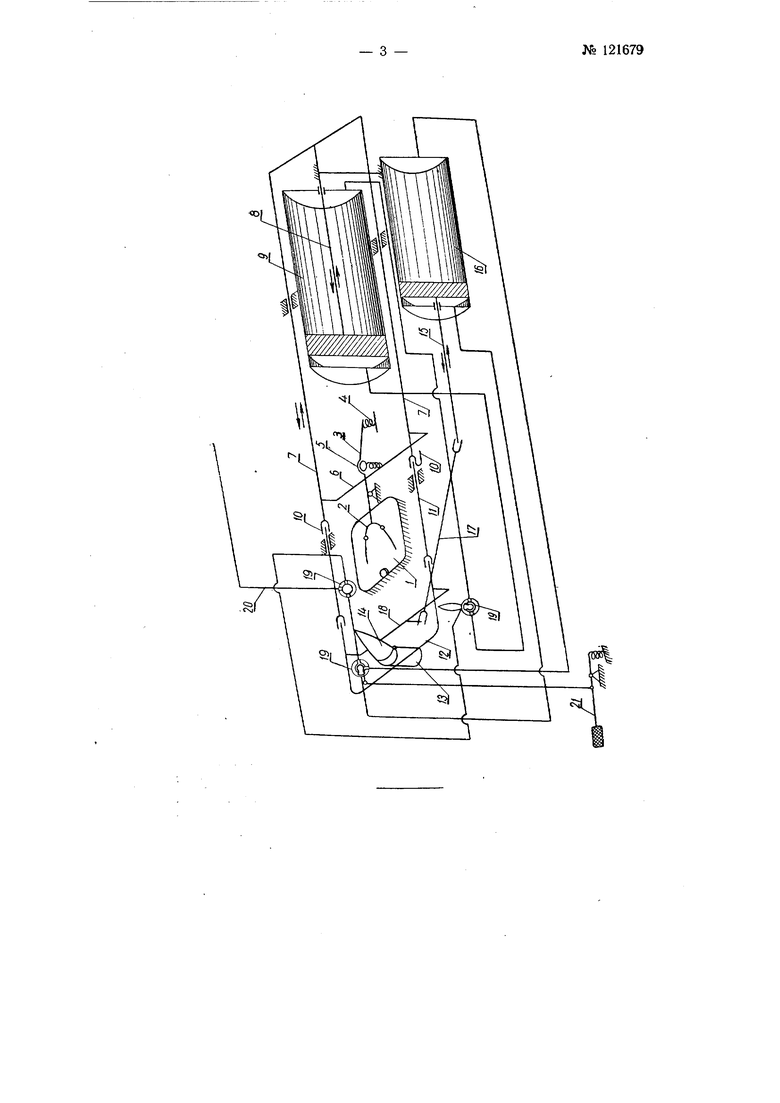
На чертеже изображена схема станка.
На станине установлен столик 1 для установки получулка, который прижимается к стволику фигурной скобой 2, взаимодействующей с выступающими краями подошвы или подложки. Скоба 2 укреплена на двуплечем рычаге 3, снабженном пружиной 4, которая стремится поднять скобу 2. Опускание скобы производится подпрзжиненным роликом 5, укрепленным на планке 6. Последняя жестко прикреплена к тягам 7, связанным со штоком 8 пневматического цилиндра 9. К концам тяг 7 прикреплены посредством ограничительных втулок 10 тяги 11, другой конец которых шарнирно соединен со скобой 12. Последняя несет угольник 13,
№ 121679
снабженный фигурной пластиной 14, которая закренлена на угольнике при помощи шарнира. Скоба 12 с угольником 13 получает возвратнопоступательное движение от штока 8 пневмоцилиндра 9 при помоши тяг 7 и // и качательное движение от штока 15 второго пневмоцилиндра 16 посредством тяги 17, шарнирно связанной с планкой 18 скобы 12. Пневматический .цилиндр 16 жестко прикреплен к штоку 8 пневмоцилиндра 9. Краны 19 служат для распределения сжатого воздуха, поступаюш;его по магистрали 20 по пневматическим цилиндрам 9 и 16.
Заготовку устанавливают на столике / так, чтобы носочная часть находилась под скобой 2, а пяточная часть - п-ротив угольника 13 с пластиной 14. Носочную часть зажимают скобой 2 путем опускания скобы при помощи пневмоцилиндра 9, штока 8, тяг 7, планки 6 и ролика 5, взаимодействующего с плечом рычага 3. В установленную заготовку со стороны пяточной части вдевают колодку, причем пяточная часть заготовки ложится на горизонтально расположенную в этот момент пластину 14, прикрывающую сверху площадку колодки. Пяточная часть колодки центрируется с угольником 13. Затем угольник 13, перемещаясь в горизонтальном направлении нри помощи пневмоцилиндра 9, тяг 7 и II и скобы 12, плавно вдвигает колодку в заготовку; при этом происходит формование носочной части. Затем нажимом на педаль 21 открывают доступ сжатого воздуха через кран 19 в пневмоцилиндр 16. 111ток 15 посредством тяги 17 начинает опускать скобу 12, связанную с тягами // шарнирами. При опускании скобы угольник 13 с пластиной 14 скользят вниз но пяточной части колодки; при этом пластина 14 переходит из горизонтального положения в вертикальное и растягивает пяточную часть заготовки, которая одевается на пяточную часть колодки.
После формования заготовки ее освобождают обратным движением рабочих органов станка и укладывают для формования следующую полупару.
Предмет изобретения
1.Станок для формования обувных заготовок на колодке, отличающийся тем, что, с целью улучшения качества формования и увеличения производительности труда, он состоит из смонтированных на станине столика для установки получулка, шарнирно закрепленного двуплечего рычага, один конец которого подпружинен, а другой снабжен фигурной скобой, взаимодействующей с выступающими краями подошвы, с целью их зажима, монтированного на станине пневматического цилиндра, шток которого связан с двумя тягами, совершающими возвратно-поступательное движение; жестко прикрепленной к тягам планки, несущей подпружиненный ролик, взаимодействующий с одним концом двуплечего рычага, и щарнирно прикрепленной к концам тяг скобы, совершаюшей возвратно-поступательное и качательное движения и несущей жесткр закрепленный на оси угольник, снабженный шарнирно закрепленной на нем фигурной пластиной.
2.Форма выполнения станка по п. 1, отличающаяся тем, что для сообщения качательного движения скобе применен жестко нрикрепленный к щтоку пневмоцилиндра второй пневмоцилиндр, щток которого при помощи тяги связан со скобой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| Устройство для автоматической подачи заготовок и выдачи готовых задников к машине для формования задников | 1955 |
|
SU107378A1 |
| Машина для формования носочной части юфтевой обуви | 1981 |
|
SU967463A1 |
| Полуавтомат для формования и сборки обуви клеевого метода крепления подошвы | 1958 |
|
SU118151A1 |
| Способ производства доппельно-клеевой обуви беззатяжного метода формования заготовки | 1958 |
|
SU122046A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| Машина для формования стельки и прикрепления ее к следу колодки | 1982 |
|
SU1321359A3 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |