Отличительная особенность предложенного способа заключается в том, что проволоку в процессе изготовления щеток наматывают на кольцевой сердечник и разрезают намотанные витки, удаляя из них этот сердечник. Этим обеспечивается вoзт IOЖнocть механизации процесса изготовления подобных щеток.
В устройстве, предложенном для осуществления этого способа, применен вращающийся кольцевой челнок, несущий катущку с проволокой.
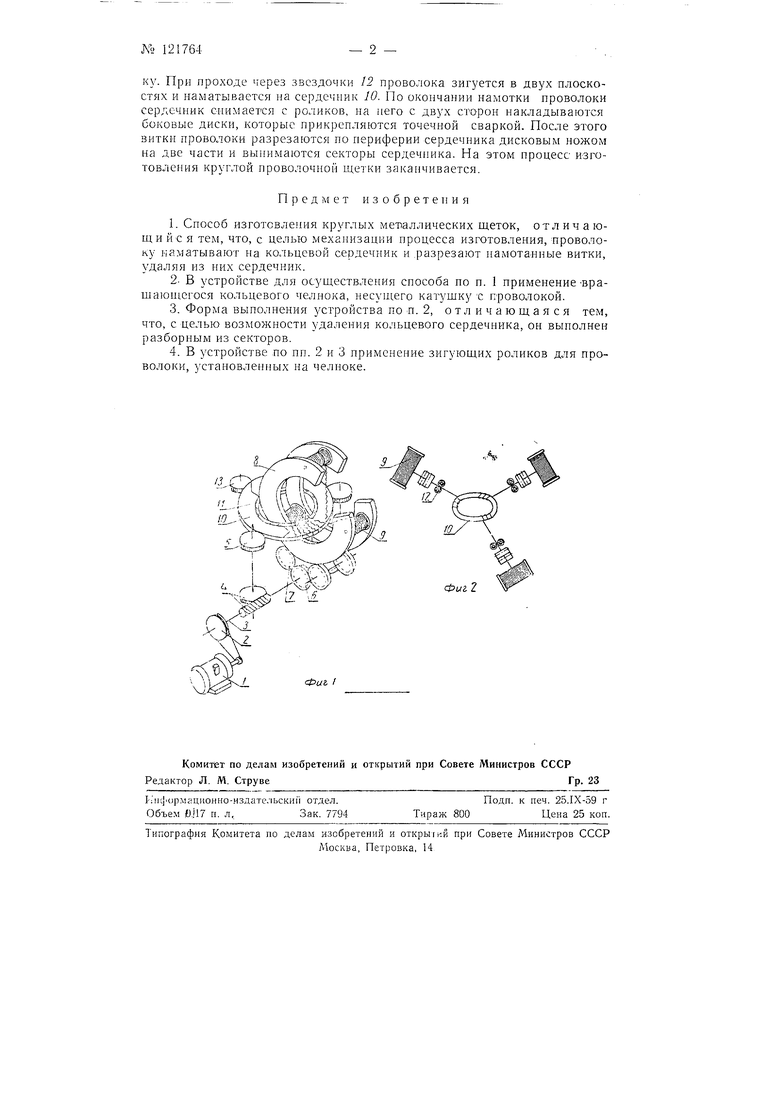
Особенность другой формы выполнения этого устройства заключается в том, что его кольцевой сердечник выполнен разборным из секторов, чем обеспечивается возможность его удаления. Для придр/ния ироволоче, из которой изготовляются щетки, пружинящих свойств, во вращающемся кольцевом челноке устройства установлены зигующие звездочки.
На фиг. 1 изображена принципиальная схема предложенного устройства; на фиг. 2 - сх°ма .распо. сжения его лигуюиих зБездо ек.
Устройство приводится в действие электродвигателем / через к И юременную передачу 2. На приводном валу 3 устройства установлены две червячные передачи 4 (на чертеже видна только одна из них), нредн значенные для приведения во вращение ведущих роликов 5, и закреплены щестерии 6. Последние через паразитные шестерни 7 приводят во вращение челнок S, в котором устанавливаются катущки 9 с на.мота нной на них проволокой. Ролики 5 предиазначеиы для приведения во вращение разъемного сердечника 10, выполненного в виде трех разъимных секторов, .и сепаратора 11, остающегося в щетке после ее изготовления. Между катущками 9 и разъемным сердечником 10 установлены зигу-ющие проволоку звездочки 12.
Процесс изготовления щеток протекает в следующей последовательности. Катушки 9 вставляются в челнок 8, а между роликами 5 и 13, последний из которых является поддерживающим, устанавливается сердечник 10. Затем проволока с катушек пропускается через звездочки 12 и закрепляется на сердечнике. После этого включается электродвигатель и челнок, соверщая круговое движение, сматывает с катущек проволоку. При проходе через звездочки 12 проволока зигуется в двух плоскостях и наматывается па сердечник 10. По окончапип намоткн нроволоки сердечник снимается с роликов, на пего с двух сторон накладываются боковые диски, которые прикрепляются точечной сваркой. После этого витки нроволоки разрезаются но периферии сердечника дисковым ножом на две части и вынимаются секторы сердечника. На этом нроцесс изготовления круглой проволочной щетки заканчивается.
Предмет изобретения
1.Снособ изготовления круглых мет)аллических щеток, отличающи и с я тем, что, с целью механизапии процесса изготовления, проволоку наматывают на кольцевой сердечник и .разрезают намотанные витки, удаляя из них сердечник.
2.В устройстве для осуществления способа по н. 1 применение -вращающегося кольцевого челнока, несущего катушку с проволокой.
3.Форма вынолнения устройства но п. 2, отличающаяся тем, что, с целью возможности удаления кольцевого сердечника, он вынолнен разборным из секторов.
4.В устройстве но пп. 2 и 3 применение зигующих роликов для проволоки, установленных на челноке.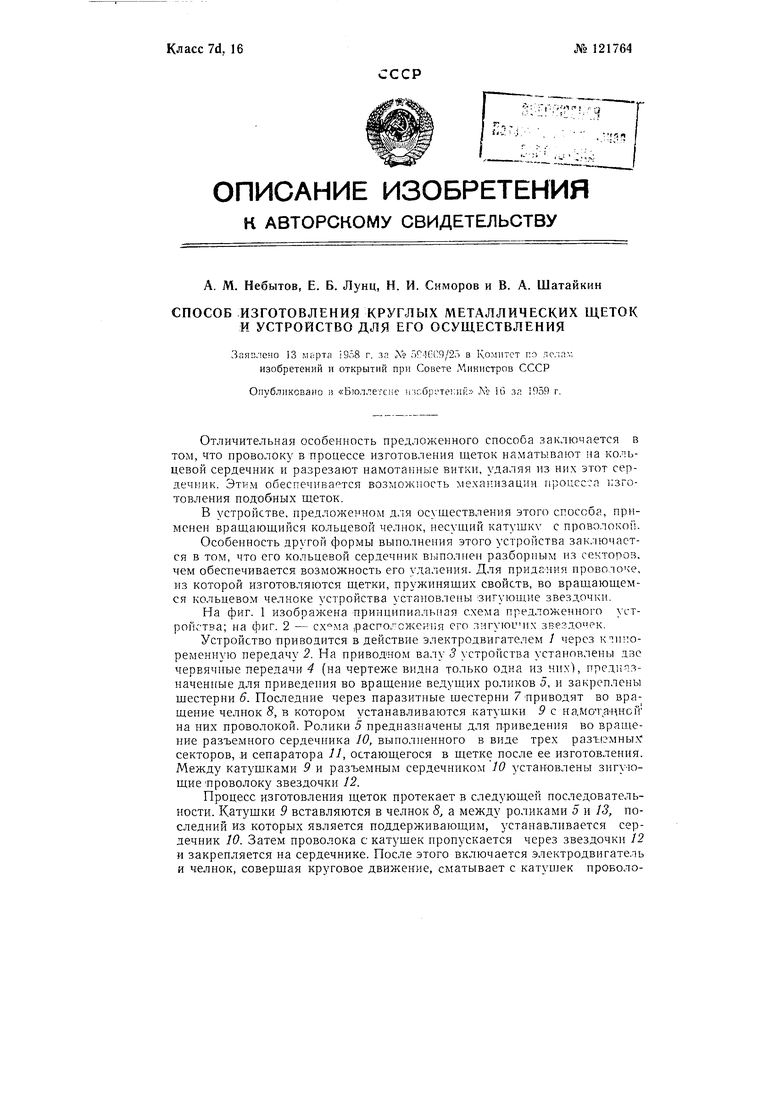
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления торцовых щеток | 1989 |
|
SU1651842A1 |
| Машина для изготовления мишурных гирлянд | 1958 |
|
SU123653A1 |
| Способ образования мотков проволокии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1975 |
|
SU844092A1 |
| Челнок для изготовления пружинных сидений | 1950 |
|
SU95285A2 |
| Способ изготовления металлических щеток | 1978 |
|
SU780834A1 |
| Способ изготовления тороидальных катушек | 1961 |
|
SU147684A1 |
| Устройство для крепления растений к шпалерной проволоке | 1980 |
|
SU893182A2 |
| АВТОМАТ ДЛЯ РАЗМАТЫВАНИЯ ТОРООБРАЗНЫХ БУХТ ГЛАДКОЙ ПРУЖИННОЙ ПРОВОЛОКИ И ПОСЛЕДУЮЩЕГО ПРОСТРАНСТВЕННОГО ЕЕ ГОФРИРОВАНИЯ | 1997 |
|
RU2116856C1 |
| Устройство для намотки катушек | 1981 |
|
SU997112A1 |
| Устройство для образования запаса пряжи при перемотке | 1930 |
|
SU40893A1 |
