Изобретение относится к щетинно- щеточному производству.
Цель изобретения - повышение производительности .
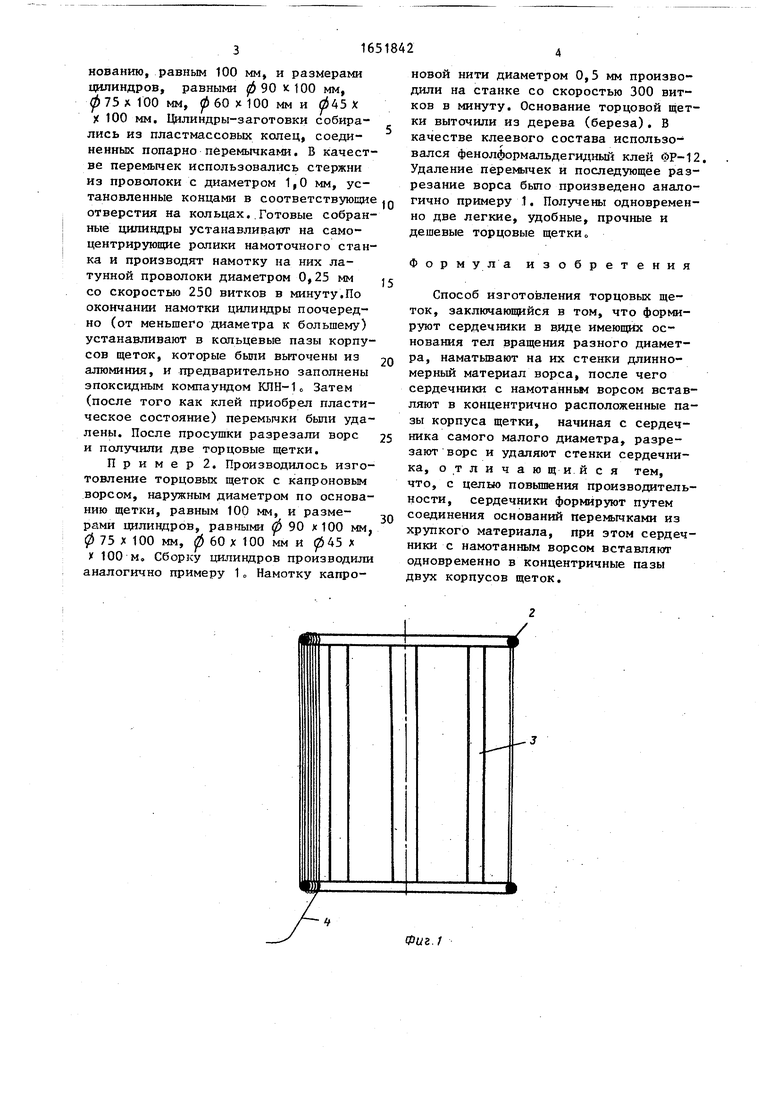
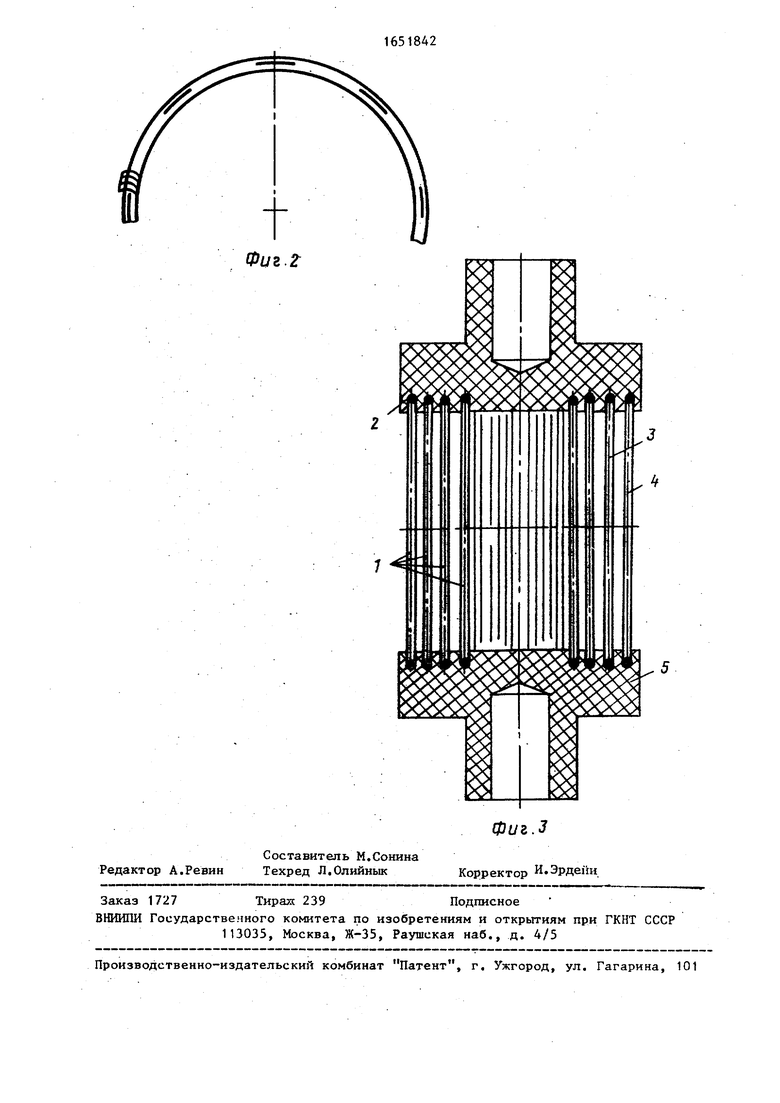
На фиг о 1 изображен сердечник с частично намотанным на него длинномерным материалом ворса; на фиг. 2 - основание сердечника; на фиг. 3 - момент установки всех сердечников одновременно в два корпуса.
Сущность способа заключается в формировании сердечников 1 в виде цилиндров разных диаметров, полученных путем прессования из пластических масс, в которых кольца-основания 2 находятся на концах и соединены попарно тонкими (с возможностью их быстрого разрушения) технологическими перемычками 3.
Способ осуществляют следующим образом.
Готовые цилиндры устанавливают на самоцентрирующие ролики намоточного станка, а затем производят намотку длинномерного материала ворса 4, Одновременно изготовляют корпусы 5 щеток, у которых с торцовых (рабочих) сторон выполнены кольцевые, концен- трично расположенные пазы, соответствующие диаметрам цилиндров. Пазы заполняют клеевым составом (например, эпоксидным компаундом) и в них поочередно с малого диаметра к большему вставляют обмотанные материалом ворса цилиндры. После просушки разрезают ворс и перемычки 3, которые после этого легко обламываются у основания„ Одновременно готовы две торцовые щетки.
Пример 1. Производилось изготовление торцовой щетки с металлическим ворсом, наружным диаметром по осОЭСД
00 Ј
к
нованию, равным 100 мм, и размерами цилиндров, равными 090 к 100 мм, ф 75 х 100 мм, j# 60 х 100 мм и 45 X
X 100 мм. Цилиндры-заготовки собирались из пластмассовых колец, соединенных попарно перемычками. В качестве перемычек использовались стержни из проволоки с диаметром 1,0 мм, установленные концами в соответствующие отверстия на кольцах. Готовые собранные цилиндры устанавливают на самоцентрирующие ролики намоточного станка и производят намотку на них латунной проволоки диаметром 0,25 мм со скоростью 250 витков в минуту.По окончании намотки цилиндры поочередно (от меньшего диаметра к большему) устанавливают в кольцевые пазы корпусов щеток, которые были выточены из алюминия, и предварительно заполнены эпоксидным компаундом КЛН-1„ Затем (после того как клей приобрел пластическое состояние) перемычки были удалены. После просушки разрезали ворс и получили две торцовые щетки.
Пример 2. Производилось изготовление торцовых щеток с капроновым ворсом, наружным диаметром по основанию щетки, равным 100 мм, и размерами цилиндров, равными ф 90 хЮО мм, 0 75 X 100 мм, ф 60 х 100 мм и 045
X 100 м. Сборку цилиндров производили аналогично примеру 1„ Намотку капро
5
0 5
0
новой нити диаметром 0,5 мм производили на станке со скоростью 300 витков в минуту. Основание торцовой щетки выточили из дерева (береза). В качестве клеевого состава использоf
вался фенолформальдегидный клей ФР-12. Удаление перемычек и последующее разрезание ворса было произведено аналогично примеру 1. Получены одновременно две легкие, удобные, прочные и дешевые торцовые щетки
Формула изобретения
Способ изготовления торцовых щеток, заключающийся в том, что формируют сердечники в виде имеющих основания тел вращения разного диаметра, наматывают на их стенки длинномерный материал ворса, после чего сердечники с намотанным ворсом вставляют в концентрично расположенные пазы корпуса щетки, начиная с сердечника самого малого диаметра, разрезают ворс и удаляют стенки сердечника, отличающийся тем, что, с целью повышения производительности, сердечники формируют путем соединения оснований перемычками из хрупкого материала, при этом сердечники с намотанным ворсом вставляют одновременно в концентричные пазы двух корпусов щеток.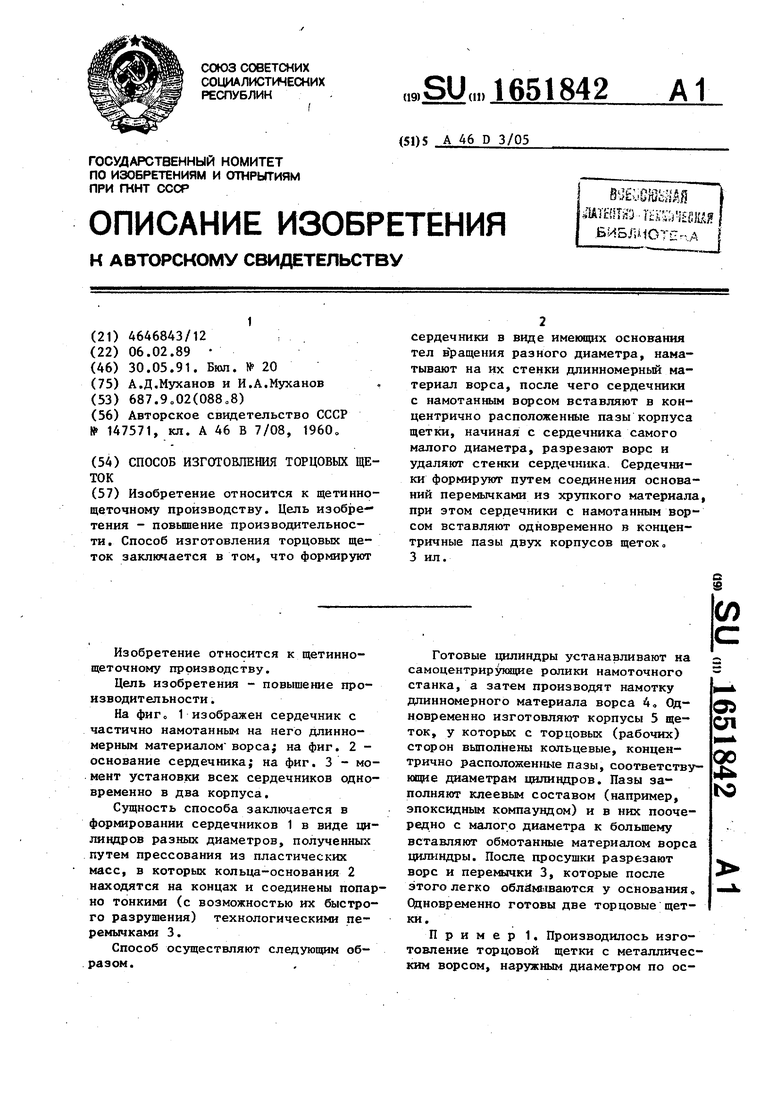
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления круглых щеток | 1988 |
|
SU1516081A1 |
| Устройство для изготовления торцовых щеток | 1983 |
|
SU1253606A1 |
| Способ изготовления щетки | 1989 |
|
SU1701259A1 |
| Устройство для изготовления цилиндрической щетки | 1986 |
|
SU1391597A1 |
| Устройство для изготовления щеток | 1989 |
|
SU1664266A1 |
| Щетка | 1989 |
|
SU1676585A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТКИ | 2000 |
|
RU2181020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛОЙ ЩЕТКИ | 1992 |
|
RU2050812C1 |
| Устройство для изготовления иглоинструмента | 1989 |
|
SU1664267A1 |
| Намоточная головка к станку для кольцевой намотки | 1980 |
|
SU920867A1 |
Изобретение относится к щетинно- щеточному производству. Цель изобретения - повышение производительности. Способ изготовления торцовых щеток заключается в том, что формируют сердечники в виде имеющих основания тел вращения разного диаметра, наматывают на их стенки длинномерный материал ворса, после чего сердечники с намотанным ворсом вставляют в кон- центрично расположенные пазы корпуса щетки, начиная с сердечника самого малого диаметра, разрезают ворс и удаляют стенки сердечника Сердечники формируют путем соединения оснований перемычками из хрупкого материала, при этом сердечники с намотанным ворсом вставляют одновременно в концентричные пазы двух корпусов щеток, 3 ил.
V
| Торцовая круглая щетка | 1960 |
|
SU147571A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
