Изобретгение ОТНОСИТСЯ к электротехнике и может быть использоэаио в трансформаторостроении.
Цель изобретения - повьппение механической прочности и снижение трудоемкости изготовления.
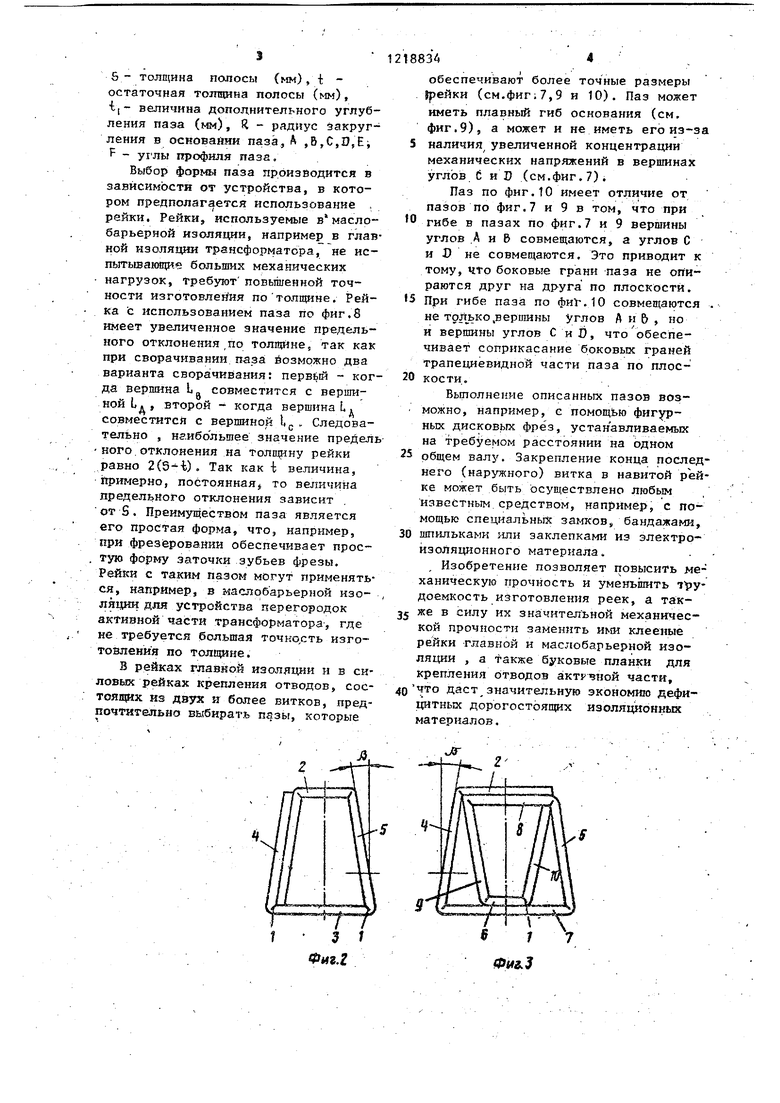
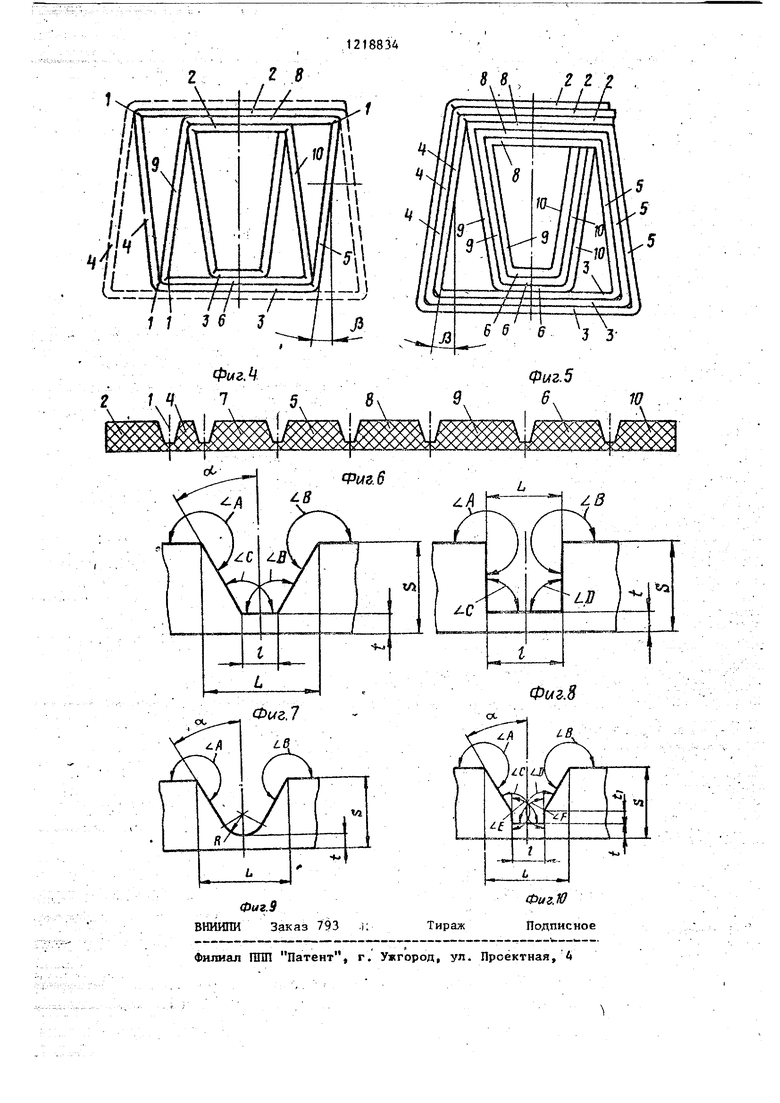
На фиг.1 и 2 схематично изображено сечение предлагаемой рейки, выполненной в Виде спирали, содержащей более одного витка трапециевидной формы; на фиг.3 и 4 - поперечное сечение предлагаемой рейки, выполненной в виде нескольких расположённых один в другом трапециевидных витков с чередующимся располо жением одноименных оснований трапеций; .5 - поперечное сечение предлагаемой рейки, выполненной из трех наложенных одна на другую полос в вид,е р асположенных одна в другой трех тр1апециевидных витков с чередующимся расположением одноименных оснований; на фиг.6 - поперечное сечение полосы с пазами в (Местах Сгибания; на 7-10 показаны возможные формы пазов.
Рейка для обмоток индукционных устройств вьтолнена из полосы ляционного материала J например из электрокартона, путем сгибания ее в пазах 1 в местах сгиба и содержит более одног о витка, образованного по ломаной линии. Рейка представляет собой многогранник, имеющий в поперечном сечении форму равнобедренной трапеции, параллельные стороны (основания) 2 и 3 которой являются опорными плоскостями, а боковь стороны 4 и 5, расположенные под углом к опорньгм плоскостям, служат ребрами жесткости.
Внутрен:чяя часть рейки, содержащая более одного витка, представляет собой сквозную продольную полост ограниченнуй с четырех сторон указа ными опорными плоскостями и ребрами жесткости.
Дггя обеспечения более высокой ме - ханической прочности рейка может быть вьшблнена в вид,в нескольких (двух и более) витков, образованных по ломаной линии и в поперечном сечении имеющих форму трапецийе Трапециевидные витки расположены один в другом так, что меньшее основание 6 каждой охватываемой трапеции прилегает к большему основанию 7 окваты- вайцей ее трапеции, а бсшыпее основ
0
S
0
5
45
0
5
40
50
SS
ние 8 охватываемой трапеции прилегает к меньшему основанию 2 охватывающей трапеции,-т.е. расЛоложение одно- именньЕк оснований трапеций чередуется. Полость разделена на несколько продольных каналов, боковьп ш сторонами 9 и 10 трапециевидных витков. Возможно вьтолнение такой полой рейки и из нескольких наложенных одна на другую полос, например из трех парал- лепьных полос (см.фиг.5).
В индукционном устройстве рейки испытывают различные, по характеру и значению механические нагрз зки. В зависимости от вида и величины механической нагрузки определяется количество трапециевидньк витков, сос- тавляюгцих рейку, и толщина полосы.
Для образования перегородок в маслобарьерной изоляции может быть использована рейка, изображенная на фиг.1. Для установки между цилиндрами главной изоляции в зависимости, от сжимающих усилМ могут бьп ь использованы рейки, показанные на фиг.2. В качестве планок для крепления отводов наиболее приемлемы рейки, нзображенйые на фиг.3,4 и 5. Для исключения прогиба гибких отводов последние могут быть расположе- Hbs внутри рейки, т.е. в ее полости. Способ изготовления предлагаемой полой рейки состоит в том, что в полосе изоляционного материала, например злектрокартона, перед изгибанием ее в местах гиба выполняют-пазы 1, па- раллельные продольньм кромкам (см.фиг,6), а затем полосу сгибают по ломаной линии, в частности придают ей трапециевидную форму. Расстояния между пазами выбирают в за- висимости от ширины и высоты сторон рейки и от количества образующих ее трапециевидных витков. Глубина пазов выбирается из расчета, чтобы перемычки (дна) паза не пре- вьшзала 1 мм, :так как изгибание картона без увлажнения и подогрева при толпаше более 1 мм приводит к нарушению структуры материала, в частности к разрыву волокон и образованию трещин.
Возможные формы пазов, выполняемых перед изгибанием, показаны на фиг.7-10, гда L - ширина паза на фрезеруемой ггозерхиости (мм), -ширина основания паза (мм), о4 - угол наклона боковой грани паза (мм),
3 1
5 толщина полосы (мм), t - остаточная толщина полосы (мм), величина доподнительного углубления паза (мм), Я - радиус закругления в осковайии паза, А ,Б,С,0,Е; F - углы профиля паза.
Выбор формы паза производится в зависимости от устройства, в котором предполагается использование , рейки. Рейки, используемые в масло- барьерной изоляции, например в главной изоляции трансформатора, не ис- пытьшанщие больших механических нагрузок, требуют повышенной точности изготовления по толщине. Рейка с использованием паза по фиг.8 имеет увеличенное значение предельного отклонения,по толщине, так как при сворачивании паза йозмржно два варианта сворачивания: первбй - когда вершина 1. совместится с вершиной 1. , второй - когда вершинаL, совместится с вершиной l. Следовательно , нгибсйьшее значение преДельного.отклонения на толшрну рейки равно 2(S--t). Так как i величина, примерно, постоянная то величина предельного отклонения зависит
от S. Преимуществом паза является его простая форма, что, например, при фрезеровании обеспечивает простую форму заточки зубьев фрезы. Рейки с таким пазом могут применяться, например, в маслобарьерной изо- , ляции для устройства перегородок активной части трансформатора, где не требуется большая точко,сть изготовления по толщине.
В рейках главкой изоляции и в сиовых рейках крепления отводов, сосоящих из дззгх я более витков, предочтительно выбирать пазы, которые
883Ч
обеспечивают более точные размеры }рейки (см.фиг;7,9 и 10). Паз может иметь плавный гиб основания (см. фиг,9), а может и не иметь его из-за
5 наличия увеличенной концентрации механических напряжений в вершинах углов С и D (см.фиг.7).
Паз по фиг.10 имеет отличие от пазов по фиг.7 и 9 в том, что при
О гибе в пазах по фиг.7 и 9 вершины углов .А и В совмещаются, а углов С и D не совмещаются. Это приводит к тому, что боковые грани паза не опираются друг на друга по плоскости.
5 При гибе паза по фиТ.Ю совмещаются . не TOJTbKO,вершины углов АИ&, но и вершины углов С и И, что обеспечивает соприкасание боковых граней трапециевидной части паза по плос20 кости.
Выполнение описанных пазов воз- можно, например, с помощью фигурных дисковьк фрез, устанавливаемых на требуемом расстоянии на одном
25 общем валу. Закрепление конца последнего (наружного) витка в навитой рейке может быть осуществлено любьм извсстньп средством, например, с помощью специальных замков, бандажами,
30 шпильками или заклепками из электроизоляционного материала.
Изобретение позволяет повысить ме- ханическую прочность и уменьшить трудоемкость изготовления реек, а так35 же в силу их значител ьной механической прочности заменить ими клееные рейки главной и маслобарьерной изо- ЛЯ1.ЩИ , а также буковые планки для крепления отводов актрчиой части,
даст значительную экономию дефи- цитньпс дорогостоящих изоляционных материалов.
г 8
Фиг.9
ВНИИПИ Заказ 793
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Тираж
Фиг.Х Подписное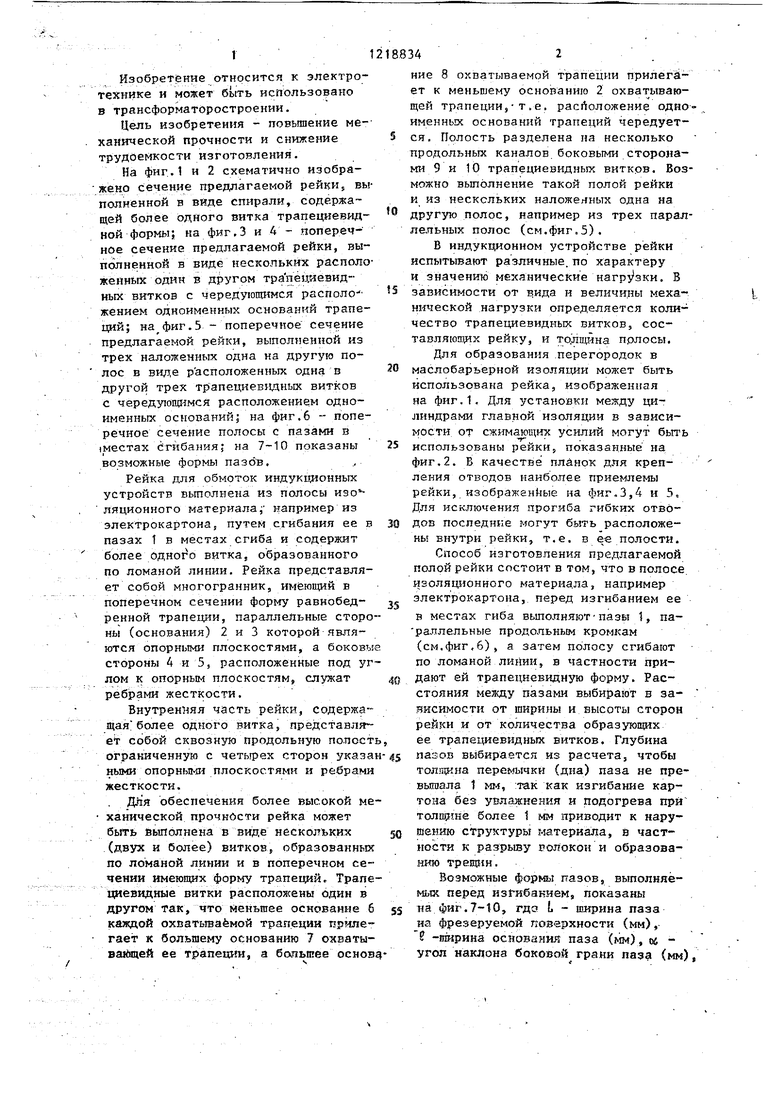
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |
| СКЛАДНАЯ РЕШЕТКА ТИПА "КОЛЬЧУГА" | 1994 |
|
RU2090728C1 |
| Металлодеревянная балка | 2022 |
|
RU2788183C1 |
| НАБОР ДЛЯ ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ТКАНИ И ОРГАНЫ ТЕЛА ЧЕЛОВЕКА | 2017 |
|
RU2672799C1 |
| Способ изготовления витого сердечника статора электрической машины | 1985 |
|
SU1350765A1 |
| Способ изготовления металлодеревянной балки | 2022 |
|
RU2794006C1 |
| КОМБАЙН ЗЕРНОУБОРОЧНЫЙ | 2013 |
|
RU2536497C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
| Способ формообразования зубчатого венца | 2015 |
|
RU2617187C1 |
| Способ гибки гофрированных деталей и профилегибочный стан для его осуществления | 1984 |
|
SU1237274A1 |

| Глазанов В,Н | |||
| и др | |||
| Высоковольт | |||
| ные трансформаторы | |||
| М.; АН СССР, 1934, с.48-49, фиг.42 | |||
| Рейка для обмоток индукционных аппаратов и способ ее изготовления | 1975 |
|
SU633083A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ,(5)(57) Г | |||
| РЕЙКА ДЛЯ ОБМОТОК ИНДУК- UHO.HHblX УСТРОЙСТВ, вьшолиенная из согнутой полосы, электронзоляцнрнноТо материала, от л и ч а-ю щ а я с я тем, что, с целью повьшения ее механической прочности и снижения трудоемкости ее изготовления, в полосе электроизоляционного материала ;В местах сгиба вьшолнены па§ы, пбло- са согнута inci ломаной линии и образует в поперечном сечении трапецию | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рейка по ti | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| . | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Рейка по пп | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| : - :- - - - - 00 со 4 | |||
