1350765
Изобретение относится к малоотходной технологии.и, в частности, к области витых сердечников статора электрических машин.
Целью изо бретения является повышение точности изготовления.
На фиг. 1 и 2 показаны фрагменты сердечника, вид с торца; на фиг. 3 нина фи со ни
участок заготовки; на фиг. 4 сече-iо стрелками) на угол о/ 2 а IT. вокруг
ние А-А на фиг. 1; на фиг„ 5 - сечение Б-Б на фиг, 1; на фиг. 6 - сечение В-В на фиг. 3.
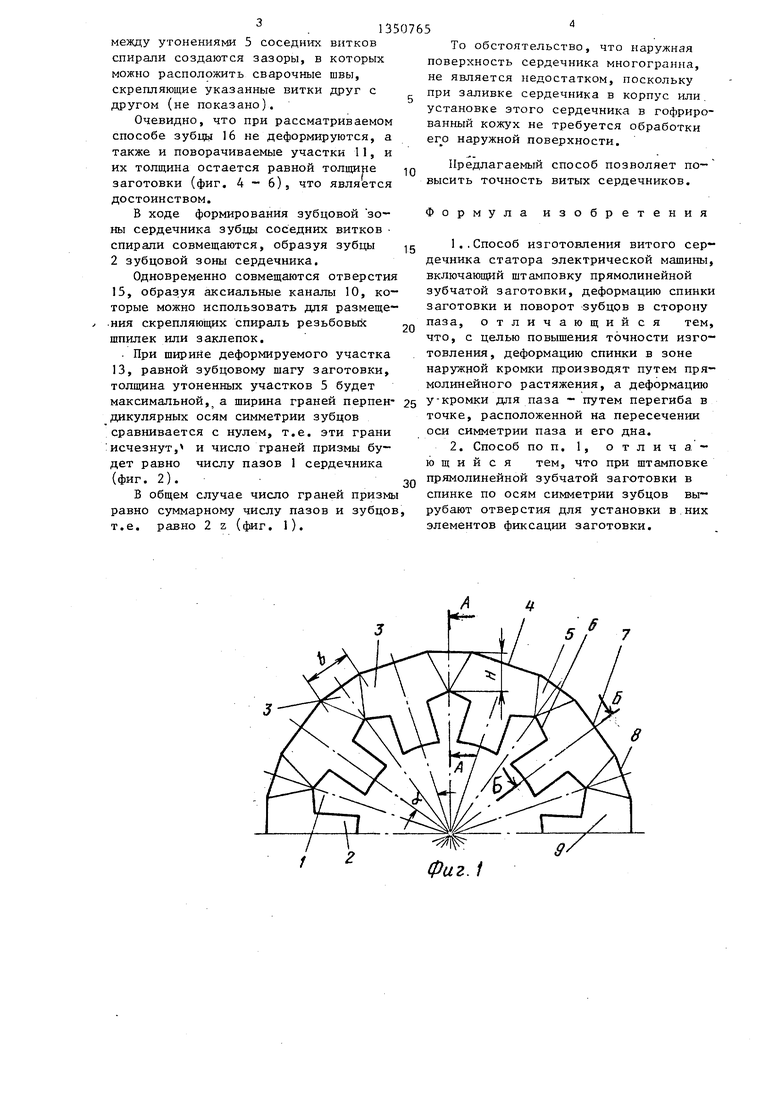
На фиг. 1-6 обозначены чередующиеся с пазами 1 зубцы 2, составляющие зубцовую зону сердечника, размещенную в ярме 3, выполненном в виде витой на ребро спирали (не показана) из стальной ленты 4, имеющей утонения 5 в форме равнобедренных треугольников, одна из вершин которых направлена в сторону пазов 1 и совпадает с направленной в сторону ярма 3 верши - ной двухзвенной ломаной ли1ши 6 дна паза 1, при этом утонения 5 и дно 6 паза1 симметричны относительно оси симметрии паза.
Наружная поверхность сердечника выполнена в виде прямой призмы, грани которой параллельны продольной оси сердечника, при этом грани 7 перпен- дикулярны реи симметрии зубцов, а грани 8 - оси симметрии пазов.
Б районе недеформированных зон 9
ярма 3 сердечник может иметь аксиаль- 35 - ДРУгой - отсутствие влияния толщины.
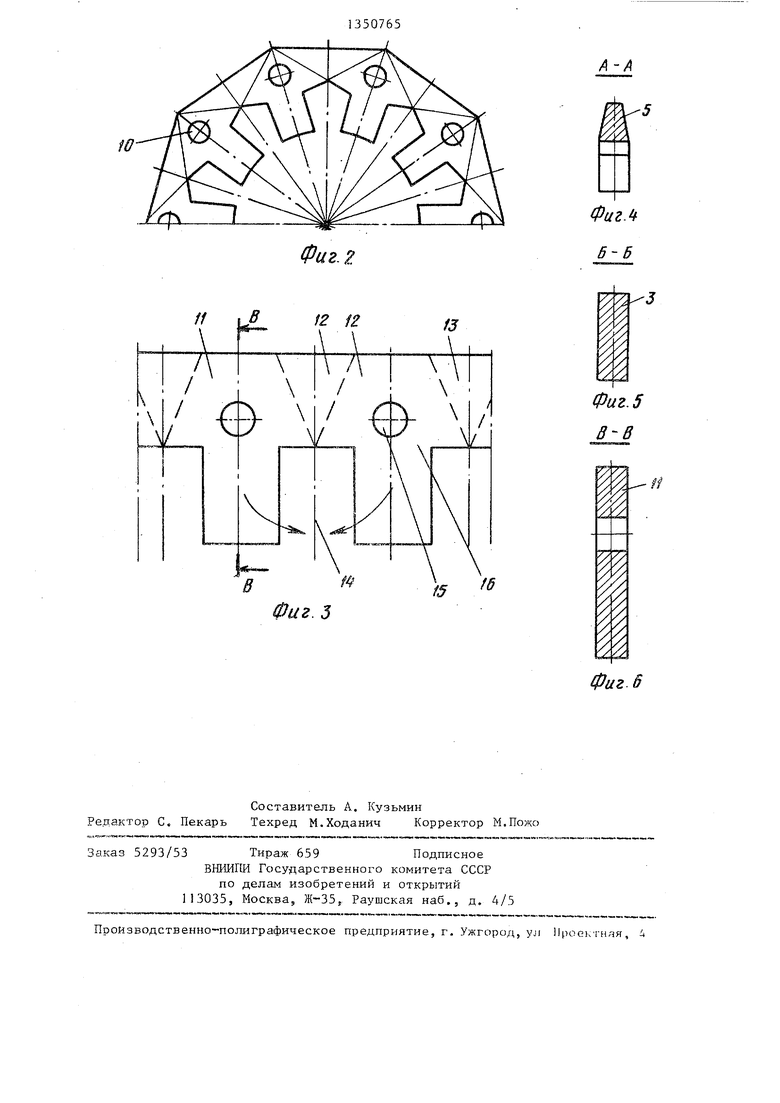
ные каналы 10, симметричные относительно оси зубца 2 сердечника.
Недеформированным участкам 9 сердечника в заготовке соответствуют поворачиваемые участки 11 спинки 12 заготовки, между которыми расположены деформируемые участки 13 спинки 12 заготовки, симметричные относительно оси симметрии паза 14 заготовки и имеющие форму равнобедренного треугольника (фиг. 3). Одна из вершин этого треугольника лежит в точке симметрии линии дна паза заготовки.
В районе поворачиваемых участков 11 спинки 12 заготовки могут быть выполнены отверстия 15, симметричные относительно оси симметрии зубца 16 заготовки.
На фиг. 1 также обозначены: Н - ширина стальной ленты 4 в районе паза 1; Ъ - ширина утонения 5; о/ УГОЛ между соседними зубцами 2 сердечника.
материала указанной спинки на размеры спирали сердечника и повыщение за счет этого точности спирали ярма 3 сердечника по сравнению с известным
40 способом.
При навивке спирали ярма 3 длина волокон материала деформируемого участка 13 увеличивается, а его ширина Н уменьшается, при этом ширина пово45 рачиваемого участка 11 остается постоянной и равной ширине спинки 12 заготовки.
Наличие у сердечника утонений 5 объясняется способом навивки спирали
50 ярма 3, в ходе которой волокна, находящиеся дальше от оси поворота, растягиваются больше волокон, расположенных ближе к указанной оси, и сечение витка в районе утонения 5 приоб55 ретает вид, показанный на фиг. 4, причем стальная лента 4 приобретает в радиальном сечении вид трапеции, меньшее основание которой лежит на наружной поверхности сердечника, а
Изготовить спираль ярма 3 сердечника можно на любом устройстве для навивки, позволяющем повернуть зафиксированные с помощью отверстий 15 соседние зубцы 16 и прилегающие к ним поворачиваемые участки 11 спинки 12 заготовки навстречу друг к другу (в направлении, указанном на фиг, 3
оси, перпендикулярной плоскости заготовки и проходящей через точку симметрии линии дна паза 14 заготовки, где Z - число зубцов сердечника.
Б ходе такого поворота волокно дна паза 14 заготовки перегибается в двухзвенную ломаную линию (фиг. 1 и 2), при этом длина ломаной линии 6 остается равной ,цлине линии дна
паза 14 заготовки.
Таким образом, форма дна паза 1 сердечника определяется способом из готовления последнего.
При рассматриваемом повороте по-
ворачиваемых участков 11 спинки 12 заготовки геометрические размеры этих участков не изменяются, волокна же материала деформируемого участка 13 спинки 12 заготовки в районе свободной кромки растягиваются по прямой и изгибаются на границе участков 13 и 11, чем, с одной стороны, объясняется форма наружной поверхности сердечника в виде прямой призмы, а
атериала указанной спинки на размеры спирали сердечника и повыщение за счет этого точности спирали ярма 3 сердечника по сравнению с известным
способом.
При навивке спирали ярма 3 длина волокон материала деформируемого участка 13 увеличивается, а его ширина Н уменьшается, при этом ширина поворачиваемого участка 11 остается постоянной и равной ширине спинки 12 заготовки.
Наличие у сердечника утонений 5 объясняется способом навивки спирали
ярма 3, в ходе которой волокна, находящиеся дальше от оси поворота, растягиваются больше волокон, расположенных ближе к указанной оси, и сечение витка в районе утонения 5 приобретает вид, показанный на фиг. 4, причем стальная лента 4 приобретает в радиальном сечении вид трапеции, меньшее основание которой лежит на наружной поверхности сердечника, а
. 1350765 между утонениями 5 соседних витков спирали создаются зазоры, в которых можно расположить сварочные швы, скрепляющие указанные витки друг с другом (не показано).
Очевидно, что при рассматриваемом способе зубцы 16 не деформируются, а также и поворачиваемые участки 11, и
их толщина остается равной толщине заготовки (фиг. 4-6), что является достоинством.
В ходе формирования зубцовой зо ны сердечника зубцы соседних витков спирали совмещаются, образуя зубцы 2 зубцовой зоны сердечника.
Одновременно совмещаются отверстия 15, образуя аксиальные каналы 10, которые можно использовать для размеще- ния скрепляющих спираль резьбовых шпилек или заклепок.
. При ширине деформируемого участка 13, равной зубцовому шагу заготовки, толщина утоненных участков 5 будет
максимальной,, а ширина граней перпен- 25 Укромки для паза - путем перегиба в дикулярных осям симметрии зубцов сравнивается с нулем, т.е. эти грани исчезнут, и число граней призмы будет равно числу пазов 1 сердечника (фиг. 2). 30
В общем случае число граней призмы равно суммарному числу пазов и зубцов, т.е. равно 2 z (фиг. 1).
точке, расположенной на пересечении оси симметрии паза и его дна.
2. Способ по п. 1, отличающийся тем, что при штамповке прямолинейной зубчатой заготовки в спинке по осям симметрии зубцов вырубают отверстия для установки в них элементов фиксации заготовки.
То обстоятельство, что наружная поверхность сердечника многогранна, не является недостатком, поскольку при заливке сердечника в корпус или. установке этого сердечника в гофрированный кожух не требуется обработки наружной поверхности.
Предлагаемый способ позволяет повысить точность витых сердечников.
Формула изобретения
1..Способ изготовления витого сер дечника статора электрической машины, включающий штамповку прямолинейной зубчатой заготовки, деформацию спинки заготовки и поворот зубцов в сторону паза, отличающийся тем, что, с целью повышения точности изготовления, деформацию спинки в зоне наружной кромки производят путем прямолинейного растяжения, а деформацию
Укромки для паза - путем перегиба в
точке, расположенной на пересечении оси симметрии паза и его дна.
2. Способ по п. 1, отличающийся тем, что при штамповке прямолинейной зубчатой заготовки в спинке по осям симметрии зубцов вырубают отверстия для установки в них элементов фиксации заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ имитации процесса изготовления магнитопровода статора электрической машины | 1987 |
|
SU1504742A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Магнитопровод статора электрической машины | 1987 |
|
SU1427487A1 |
| Способ изготовления витого сердечника электрической машины | 1988 |
|
SU1647778A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
| Ярмо магнитопровода электрической машины | 1981 |
|
SU1078534A1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
| Магнитопровод электрической машины | 1978 |
|
SU949755A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
Изобретение относится к области электромашиностроения. Цель изобре тения - повышение точности изготовления. Способ изготовления витого сер- .дечника статора содержит операцию деформирования спинки заготовки на . равноотстоящих участках и поворота зубцов, и прилегающих к последним участков спинки навстречу друг к другу, за счет чего волокна деформируемых участков растягиваются по прямой, а заготовка навивается в спираль. Такая технология исключает влияние раз- иотолщинности электротехнической ста- ли на размеры витков спирали. 1 з.п. ф-лы, 6 ил. СЛ (X СП
6
8
Фиг. 2
X1-/I
Фиг. 6-5
Фиг. J
Фиг. 5 8-В
LIJUilll ;IJ llm
%- I ,
//
Составитель А. Кузьмин Редактор С. Пекарь Техред М.Ходанич Корректор М.Пожо
Заказ 5293/53 Тираж 659Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва., 1-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул 1роектняя, 4
.
| Патент США № 2845555, кл | |||
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ ЗЕРКАЛА АСТРОНОМИЧЕСКОГО ТЕЛЕСКОНА ОТ ДЕЙСТВИЯОСЕВЫХ СИЛ | 0 |
|
SU310216A1 |
| Способ изготовления магнитопроводов электрических машин | 1975 |
|
SU612558A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
