10
Изобретение относится к технологии машиностроения и может быть использовано при изготовлении и ремонте коленчатых валов.
Цель изобретения - повышение точности наладки за счет применения цилиндрической скалки вместо эталонного коленчатого вала.
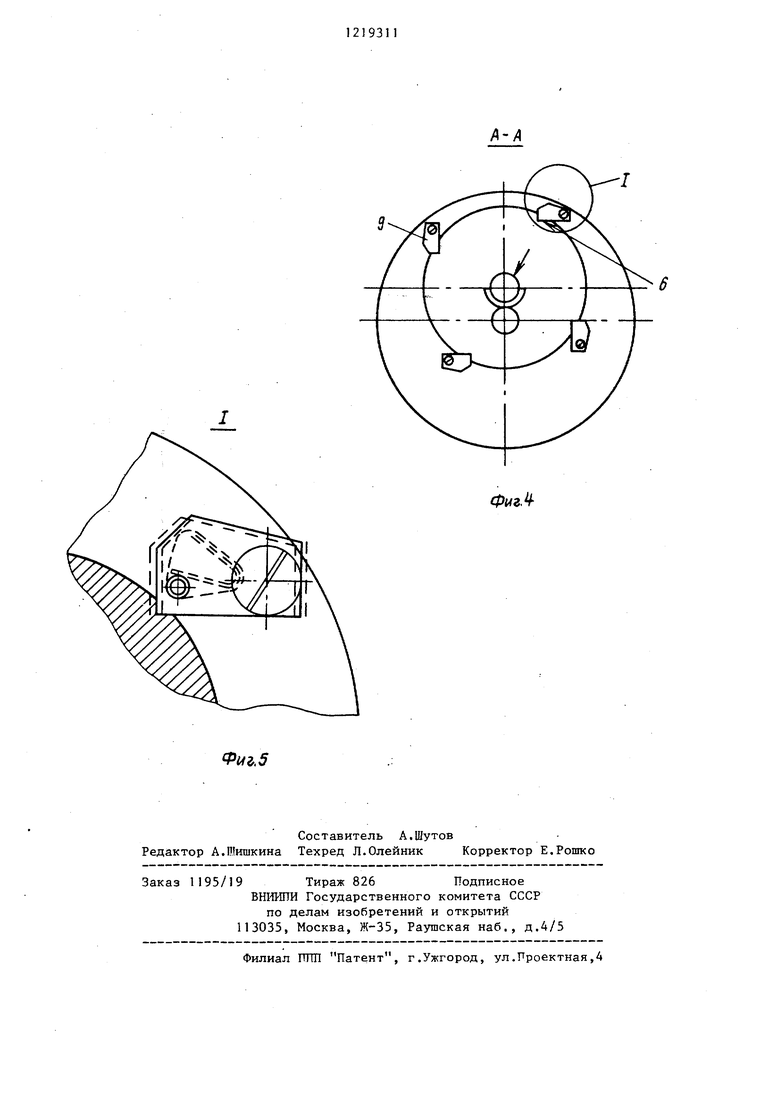
На фиг, 1 изображено наладочное приспособление; на ,фиг. 2 - то же при проверке параллельности оси шлифуемой поверхности направляющим станины станка; на фиг. 3 - то же, при проверке отклонения величины радиуса кривошипа и углового смещения оси скалки; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - узел на фиг.4.
Приспособление состоит из двух коренных шеек 1, щек 2 и 3, скалки 4. Щека 2, прилегающая к центросместите- 20 лго 5 (на передней бабке станка), имеет площадки 6, одинаковые по форме- с технологической площадкой, выполненной на противовесе коленчатого
торов 8, контролирующих вертикальное и горизонтальное отклонения, судят о правильности положения скалки 4, а следовательно, и щлифуемой поверхности.
Показания индикаторов должны оставаться в пределах допустимых отклонений. Эту операцию повторяют несколько раз, поворачивая приспособление с центросместителями на 90.
Проверку отклонения величины радиуса кривошипа (фиг. 3) производят, поворачивая центросместители 5 и 7 с приспособлением вокруг оси скал- i 15 ки 4, при этом скалка должна быть установлена в положение шлифуемой поверхности, а индикаторы 8 размещены у обоих концов скалки.
Биение скалки в плоскости ее оси и оси коренных шеек 1 свидетельствует о неправильном радиусе кривошипа и необходимости регулировки цент- росместителей. Одновременно провевала. Количество площадок равно коли- 25 ряют правильность установки упоров 9
честву шатунных шеек коленчатого вала, (фиг. 4) центросместителями 5.
а порядок расположения их на щеке
соответствует угловому расположению
шатунных шеек. Центросместитель 7 ус30
тановлен на задней бабке станка.
Приспособление устанавливается коренными шейками в центросместите- лях 5 и 7 и закрепляется. Для проверки параллельности оси шлифуемой поверхности направляющим станины (фиг.2) перемещают стол станка вдоль направляющих, и по показаниям индика35
Биение скалки в плоскости, перпендикулярной указанной, говорит о необходимости регулировки упоров 9. Для этого изменяют положение скалки 4, поворачивая приспособление в центро- сместителях до устранения биения, а затем подводят упоры 9 к площадкам 6 и закрепляют их в зтом положении. После наладки приспособление снимают и вместо него закрепляют обрабатьшаемый коленчатый вал.
торов 8, контролирующих вертикальное и горизонтальное отклонения, судят о правильности положения скалки 4, а следовательно, и щлифуемой поверхности.
Показания индикаторов должны оставаться в пределах допустимых отклонений. Эту операцию повторяют несколько раз, поворачивая приспособление с центросместителями на 90.
Проверку отклонения величины радиуса кривошипа (фиг. 3) производят, поворачивая центросместители 5 и 7 с приспособлением вокруг оси скал- i ки 4, при этом скалка должна быть установлена в положение шлифуемой поверхности, а индикаторы 8 размещены у обоих концов скалки.
30
35
Биение скалки в плоскости, перпендикулярной указанной, говорит о необходимости регулировки упоров 9. Для этого изменяют положение скалки 4, поворачивая приспособление в центро- сместителях до устранения биения, а затем подводят упоры 9 к площадкам 6 и закрепляют их в зтом положении. После наладки приспособление снимают и вместо него закрепляют обрабатьшаемый коленчатый вал.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2050249C1 |
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU511188A1 |
| УНИВЕРСАЛЬНЫЙ ФЛАНЦЕВЫЙ ЦЕНТРОСМЕСТИТЕЛЬ | 2011 |
|
RU2481940C2 |
| Способ обработки шатунных шеек коленчатых валов | 1976 |
|
SU703244A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛОВОГО РАСПОЛОЖЕНИЯ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2163002C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛОВОГО РАСПОЛОЖЕНИЯ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1997 |
|
RU2130168C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для проверки коленчатых валов | 1983 |
|
SU1128112A1 |
| Способ обработки шатунных шеек коленчатых валов | 1990 |
|
SU1743702A2 |
| Устройство для зацентровки по оси кривошипов коленчатого вала на токарном станке | 1985 |
|
SU1324765A1 |

ФигЛ
Фи,5
Составитель А.Шутов Редактор А.Шишкина Техред Л.Олейник Корректор Е.Рошко
Заказ 1195/19 Тираж 826 Подписное
ВНЮШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ШТП Патент, г.Ужгород, ул.Проектная,4
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU511188A1 |
