Изобретение относится к станкостроению.
Целью является повышение производительности и точности шлифования шеек коленчатых валов, преимущественно закрепляемых в патронах, путем разработки основных узлов рабочей зоны станка (в частности, передней и задней бабок в комплекте с их основными устройствами патронами-центросместителями), обладающих возможностью осуществлять точную балансировку смещенной с оси вращения детали по близкой к динамической характеристике, выполняемую грузами, расположенными только на патронах-центросместителях, не снижающими удобства работы на станке и благодаря указанному их расположению позволяющими повысить режимы шлифования (в частности, частоту вращения детали в процессе обработки), что повышает производительность шлифования, а достигаемое при этом качество балансировки, приближающейся к динамической, повышает точность шлифования.
Станок предназначен в основном для применения на ремонтных предприятиях.
Известны станки-аналоги, предназначенные для шлифования шеек коленчатых валов в условиях ремонтных предприятий, однако в них не предусмотрена балансировка смещенного с оси вращения коленчатого вала и устройств для крепления вала по качеству приближающаяся к динамической. Это обусловлено тем, что основная часть уравновешиващих грузов или все они расположены на ползунах, закрепляемых на задних хвостовиках шпинделей передней и задней бабки. Такое их размещение дает возможность только статического балансирования (уравновешивания) системы, состоящей из смещенной с оси вращения детали, шпинделей и смонтированных на шпинделях зажимных устройств (также смещенных с оси вращения вместе с деталью) и устройств для уравновешивания детали и зажимных устройств (патронов).
Описанная традиционная компоновка обеспечивает только статическое уравновешивание системы, эффект от которого заключается в исключении циклических (в продолжении одного оборота) перегрузок привода вращения изделия (коленчатого вала, входящего во вращающуюся систему), но не устраняет циклические возмущения устройств станка, несущих вращающуюся систему, вызываемые изменением направления векторов моментов, один из которых приложен к передней, а другой к задней бабке. Моменты обусловлены центробежными силами масс, действующими в разных направлениях и удаленных друг от друга на значительное расстояние.
Наиболее вредное влияние указанных моментов на циклические перемещения шлифуемого элемента коленчатого вала происходит при таких угловых положениях вращающейся системы, когда секущая плоскость, проходящая через оси коренных шеек коленчатого вала и через плоскость симметрии масс уравновешивающих грузов, занимает горизонтальное положение. В этом положении перемещение оси шлифуемой шейки к кругу или от него (после поворота системы на 180о) наиболее нарушает точность шлифования.
Направления моментов, приводящих к дополнительной поперечной деформации вала и место векторов наибольшего поперечного перемещения оси вала, показаны на чертеже.
Ограничение возмущений, действующих на узлы станка, приводящих к их дополнительной деформации, в станках-аналогах достигается практически одним способом снижением частоты вращения системы, заключающей в себе шлифуемый коленчатый вал. Но поскольку от скорости вращения заготовки (скорость вращения произведение частоты вращения на длину окружности шлифуемого цилиндра) пропорционально зависит производительность шлифования, то снижение этой скорости в аналогах приводит к снижению их производительности.
К аналогам относятся:
станки моделей RTM 250, RTM 350 и RTM 425A всех исполнений;
станок модели 3000/425 фирмы SCHOU;
станки фирмы REX всех размеров.
Общим для всех аналогов является размещение уравновешивающих грузов на задних хвостовиках шпинделей, при котором балансировка вращающейся системы статическая, а частоты вращения коленчатого вала при шлифовании шеек ограничены значениями 40, 48, 68 и (для станка малых размеров) 110об/мин. При этом масса коленчатого вала при шлифовании шатунных шеек (в этом случае центр масс смещен с оси вращения) в проспектах не указывается в связи с проблемами полного уравновешивания, а указывается только предельная массе вала, устанавливаемого в центрах для шлифования коренных шеек и поэтому не нуждающегося в уравновешивании.
В качестве прототипа выбран станок модели RTM 270 фирмы BERCO.
Прототип, кроме основных грузов, расположенных на задних хвостовиках шпинделей, имеет дополнительные грузы на патронах-центросместителях, что повышает качество уравновешивания вращающейся системы, приближая его к динамическому. Однако они составляют малую часть общей массы, необходимой для полного уравновешивания системы, что не позволяет повысить режимы шлифования, и кроме того значительно выступают за габариты патронов-центросместителей, чем снижают удобство эксплуатации станка.
Как и в остальных аналогах, точная настройка положения грузов относительно оси вращения (для уравновешивания системы) производится перемещением грузов, расположенных на задних хвостовиках шпинделей.
Из рассмотрения конструкции аналогов и прототипа видно, что уравновешивающие грузы или основная их часть располагаются на задних концах шпинделей передних и задних бабок станков, из-за чего достигается только статическое уравновешивание системы, которое в условиях реально больших расстояний от смещенных с оси вращения масс до уравновешивающих масс приводит к дополнительным перемещениям осей шлифуемых шеек в направлении шлифовального круга, снижающим точность шлифования, происходящим от динамических нагрузок с переменными направлениями.
Целью изобретения является повышение производительности и точности шлифования коленчатых валов большой номенклатуры путем разработки узлов с устройствами для уравновешивания (балансировки) вращающейся системы с качеством, приближающимся к качеству динамической балансировки.
Вращающаяся система состоит из шпинделей передней и задней бабок; установленных на шпинделях зажимных устройств, закрепленных на центросместителях (все вместе патроны-центросместители); шлифуемого коленчатого вала, главная ось (ось коренных шеек) которого смещена с оси вращения (оси шлифуемой шейки) на величину радиуса кривошипа.
Оригинальными узлами рабочей зоны станка являются передняя и задняя бабки, включающие в себя патроны-центросместители с оригинальными устройствами, уравновешивающими вращающуюся систему.
Технический результат заключается в устранении составляющей поперечного перемещения коленчатого вала, обусловленной моментами, действующими на переднюю и заднюю бабки от центробежных сил, противоположных по направлению и приложенных к разным концам шпинделей, путем сведения этих моментов к нулю в результате разработки передней и задней бабки с патронами-центросместителями и уравновешивающими устройствами, расположенными только на указанных патронах.
Существенные признаки:
патроны-центросместители имеют комплекты грузов, достаточные для полного уравновешивания системы, содержащей смещенный с оси вращения коленчатый вал;
комплекты состоят из трех грузов каждый, один из которых основной разделен на две симметричные, независимо переустанавливаемые части, применяемый при шлифовании шеек коленчатых валов всех размеров и масс, позволяющий производить точную настройку нужного момента уравновешивающей силы, а два другие грузы цельные, устанавливаемые неподвижно на патронах-центросместителях дополнительно к основному. Причем в зависимости от размеров и массы шлифуемого коленчатого вала может быть установлен один или оба дополнительных груза;
части основного груза выполнены в виде частей полого цилиндра, а на торцовых поверхностях, предназначенных для базирования частей груза на корпусе патрона-центросместителя, имеются кольцевые выступы для направления по кольцевому пазу таких же размеров на корпусе патрона;
основной и внутренний дополнительный груз не выходят за габариты патрона-центросместителя как в радиальном, так и в осевом направлениях. Внешний дополнительный груз не выходит за габариты в осевом направлении;
точная настройка нужного момента уравновешивающей силы производится взаимным удалением или сближением частей дополнительного груза путем их переустановки в направлении вышеуказанного паза, а контроль симметричности установки осуществляется по шкалам, нанесенным на цилиндрические части корпусов патронов-центросместителей.
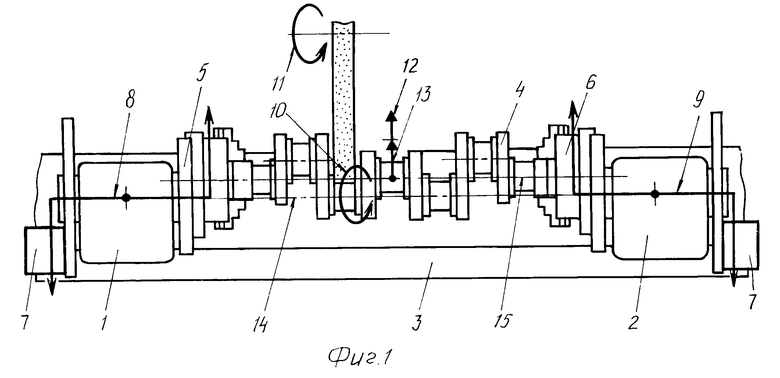
На фиг.1 показана схема воздействия сил и моментов на перемещение среднего сечения коленчатого вала в горизонтальной плоскости от действия центробежного ускорения на массу вала (вектор 12), и от деформации деталей и узлов станка, вызванной динамической неуравновешенностью вращающейся системы (вектор 13) и обусловленной наличием моментов (8 и 9) от некомпенсированных центробежных сил грузов с одной стороны и коленчатого вала и патронов с другой. Следовательно, перемещение состоит из двух составляющих: вектора 12 и вектора 13.
Направление вращения коленчатого вала показано стрелкой 10, направление вращения шлифовального круга стрелкой 11.
Позицией 14 обозначена ось шлифуемой шейки (она же ось центров станка и ось вращения системы), позицией 15 главная ось коленчатого вала (она же ось коренных шеек к.в.).
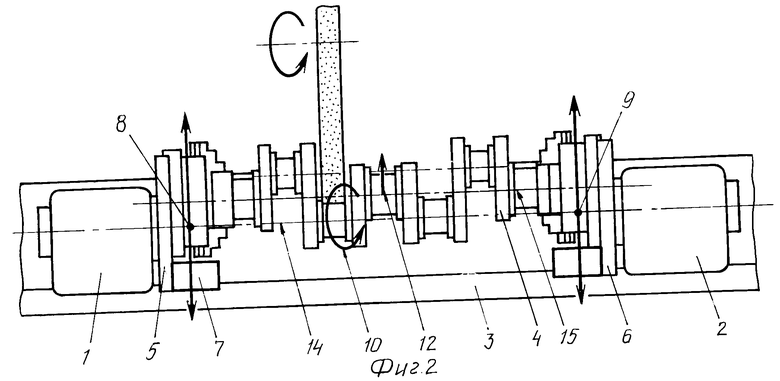
На фиг.2 приведена схема перемещения среднего сечения коленчатого вала в системе, позволяющей уравновешивание грузами (7), расположенными на патронах-центросместителях. В этом случае в отличие от аналогов значения моментов от центробежных сил равно нулю, а деформация вала происходит только от центробежной силы, изгибающей вал (вектор 12).
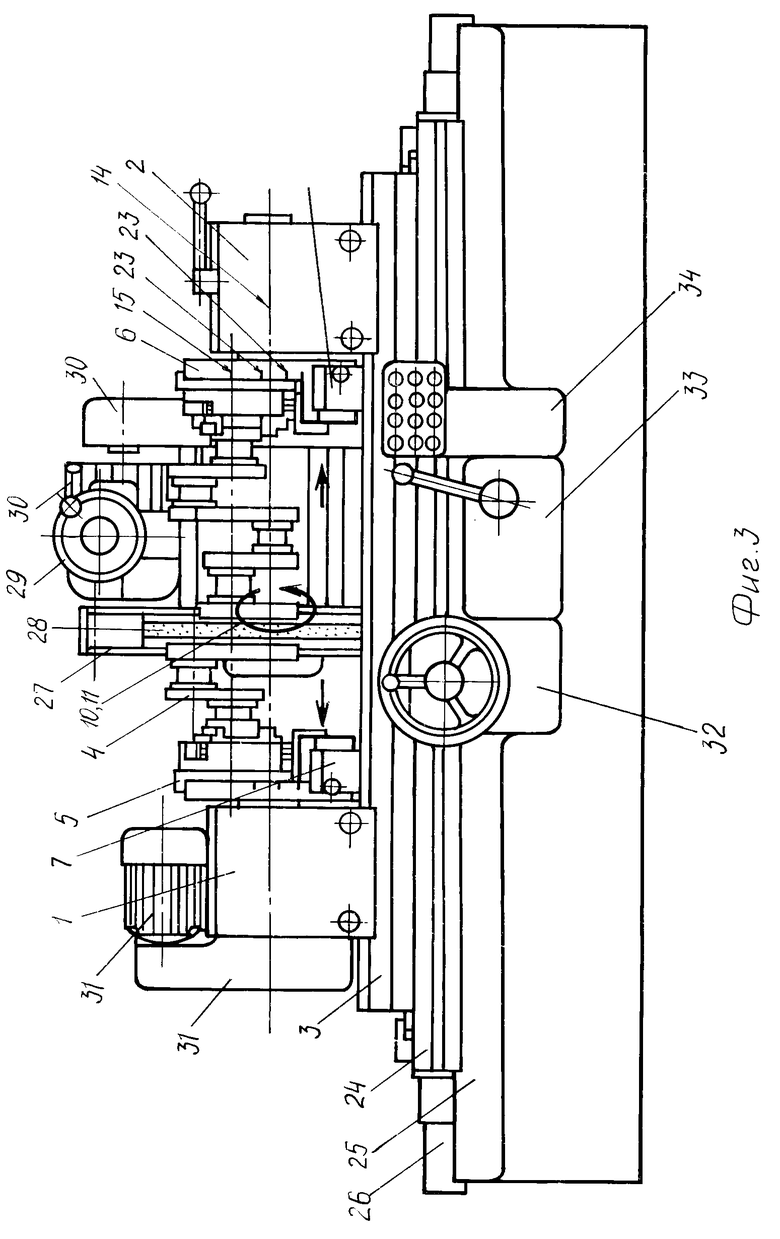
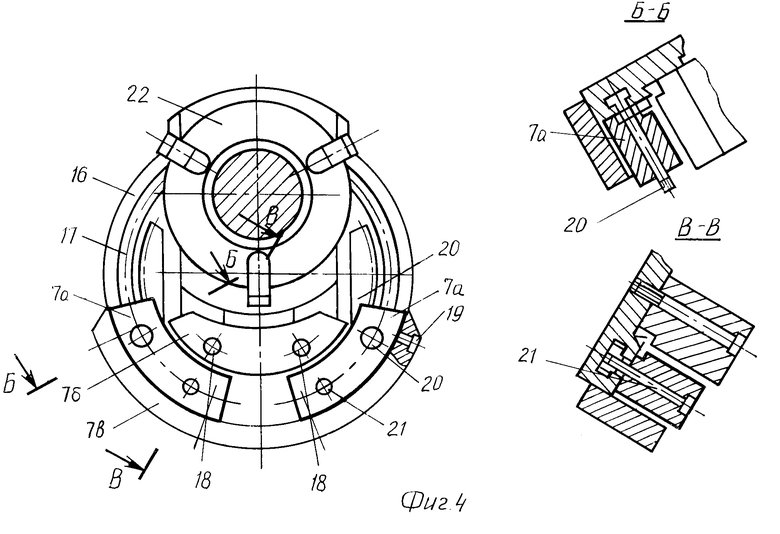
На фиг. 3 показан предлагаемый станок, общий вид; на фиг.4 вид спереди переднего и заднего патронов-центросместителей с выделением утолщенными линиями частей основного груза.
Передняя бабка 1 (фиг.3) и задняя бабка 2 закреплены на столе 3. Коленчатый вал 4 устанавливается и закрепляется в патронах-центросместителях левом 5 и правом 6. Оба патрона имеют аналогичную конструкцию. Комплекты уравновешивающих грузов 7 размещены на патронах-центросместителях. При этом части основного груза 7а (фиг.4) установлены на корпусе 16 патрона-центросместителя с возможностью перемещения по дуге окружности с базированием по кольцевому пазу 17, а съемные грузы 7б и 7в закреплены на корпусе неподвижно комплектами крепежных деталей 18 и 19.
Для перемещения частей груза 7а служат механизмы 20, части грузов 7а закрепляются деталями 21.
Обрабатываемый вал зажимается в патронах 22, например, трехкулачковых самоцентрирующих.
На периферии корпусов патронов-центросместителей имеются шкалы 23 (фиг. 3),по которым устанавливаются части грузов 7а.
Верхний стол 3 (фиг.3) закреплен на нижнем столе 24, установленном на продольных направляющих станины 25, имеющих ограждения 26.
На поперечных направляющих станины базируется шлифовальная бабка 2, на шпинделе которой закреплен шлифовальный круг 28. Поперечная подача бабки производится механизмом 29.
Привод вращения круга обозначен позицией 30, привод вращения изделия позицией 31.
Имеется механизм продольного перемещения стола 32, гидропривод с пультом управления 33 и электропривод с пультом управления 34.
Работа станка.
Коленчатый вал 4, масса которого распределена вдоль его главной оси 15 и симметрично ей, для шлифования шатунных шеек зажимается в патронах 22, смещенных от оси вращения 14 на величину радиуса кривошипа шлифуемого вала. Для равномерности нагрузки привода шпинделей бабок в течение полного оборота всей вращающейся системы, включающей обрабатываемый коленчатый вал, а также для снижения возмущений от системы со смещенной с оси вращения массой, система уравновешивается комплектами установленных на центросместителях грузов, в предлагаемом станке это грузы 7а, 7б и 7в.
Размещение грузов предлагаемым образом (на патронах-центросместителях) дает то преимущество, что уравновешивание системы происходит в основном в сечении, перпендикулярном оси вращения, в котором находятся массы, подлежащие взаимному уравновешиванию. В результате циклические перемещения шлифуемого элемента (шейки) коленчатого вала относительно шлифовального круга уменьшаются на величину вектора 13 (фиг.1), который существует при работе станков-аналогов в связи с наличием отличных от нуля векторов моментов 8 и 9.
Следовательно, в связи с тем, что деформация вала от динамической неуравновешенности системы в 2,5.4 раза превышает деформацию от центробежной силы, действующей на вал, в предлагаемом станке возможно значительно (в 2,5. 3 раза) повысить режимы шлифования (частоту вращения при шлифовании шатунных шеек), что подтверждено экспериментами.
В зависимости от размеров (в основном радиуса кривошипа) и массы шлифуемого коленчатого вала применяется только основной груз (7а) или основной и вспомогательный груз (7а и 7б) иди же основной и оба вспомогательных груза.
Вспомогательные грузы закрепляются на корпусе патрона неподвижно. Части основного груза для достижения заданной точности уравновешивания переустанавливаются на корпусах патронов-центросместителей по данным таблицы настройки станка с использованием шкал 23 на периферии корпусов патронов или методом подбора положений до достижения нужной степени уравновешивания.
Установленные с помощью механизмов 20 в нужное положение части груза 7а закрепляются неподвижно деталями 21.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2014202C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 1992 |
|
RU2008164C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ | 1992 |
|
RU2021080C1 |
| УНИВЕРСАЛЬНЫЙ ФЛАНЦЕВЫЙ ЦЕНТРОСМЕСТИТЕЛЬ | 2011 |
|
RU2481940C2 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| Способ обработки шатунных шеек коленчатых валов | 1976 |
|
SU703244A1 |
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU511188A1 |
| ШЛИФОВАЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК И СПОСОБ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ МНОЖЕСТВА ШЕЕК КОЛЕНЧАТОГО ВАЛА | 2008 |
|
RU2470758C2 |
Использование: область станкостроения, в частности для шлифования шеек коленчатых валов, преимущественно закрепленных в патронах центросмесителях. Сущность изобретения: в станке для шлифования шеек коленчатых валов каждый из двух комплектов уравновешивающих грузов, которые размещены только на патронах центросмесителях, состоит из основного подвижного в процессе наладки станка, разделенного на две одинаковые части груза, и двух съемных жестко закрепленных на корпусе патрона центросмесителя грузов, количество которых применяется в зависимисти от массы и размеров шлифуемого коленчатого вала. 4 ил.
СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ, содержащий переднюю и заднюю бабки, на которых расположены патроны-центросместители, предназначенные для размещения коленчатого вала, и уравновешивающее устройство со смещенными относительно оси вращения грузами, отличающийся тем, что на корпусах патронов-центросместителей выполнены кольцевые паза, а уравновешивающее устройство выполнено в виде двух закрепленных на патронах-центросместителях соответственно передней и задней бабок комплектов грузов, каждый из которых выполнен в виде основного и двух вспомогательных грузов, основной из которых выполнен в виде двух равных симметрично расположенных частей, установленных с возможностью перемещения по указанному кольцевому пазу, а вспомогательные грузы расположены на корпусе патрона-центросместителя с возможностью фиксации и съема.
| Проспект фирмы BERCO станок мод | |||
| Приспособление для уменьшения дымовой тяги паровоза | 1920 |
|
SU270A1 |

