(54) СПОСОБ ОБРАБОТКИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТЫХ
ВАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Центросместитель для обработки шеек коленчатых валов | 1972 |
|
SU455813A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛОВОГО РАСПОЛОЖЕНИЯ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1997 |
|
RU2130168C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛОВОГО РАСПОЛОЖЕНИЯ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2163002C2 |
| Способ обработки шатунных шеек коленчатых валов | 1990 |
|
SU1743702A2 |
| Способ обработки шатунных шеек коленчатых валов | 1986 |
|
SU1398992A1 |
| Способ контроля углового расположения кривошипа | 1981 |
|
SU1663388A1 |
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU511188A1 |
| Устройство для зацентровки по оси кривошипов коленчатого вала на токарном станке | 1985 |
|
SU1324765A1 |
| УНИВЕРСАЛЬНЫЙ ФЛАНЦЕВЫЙ ЦЕНТРОСМЕСТИТЕЛЬ | 2011 |
|
RU2481940C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2014202C1 |
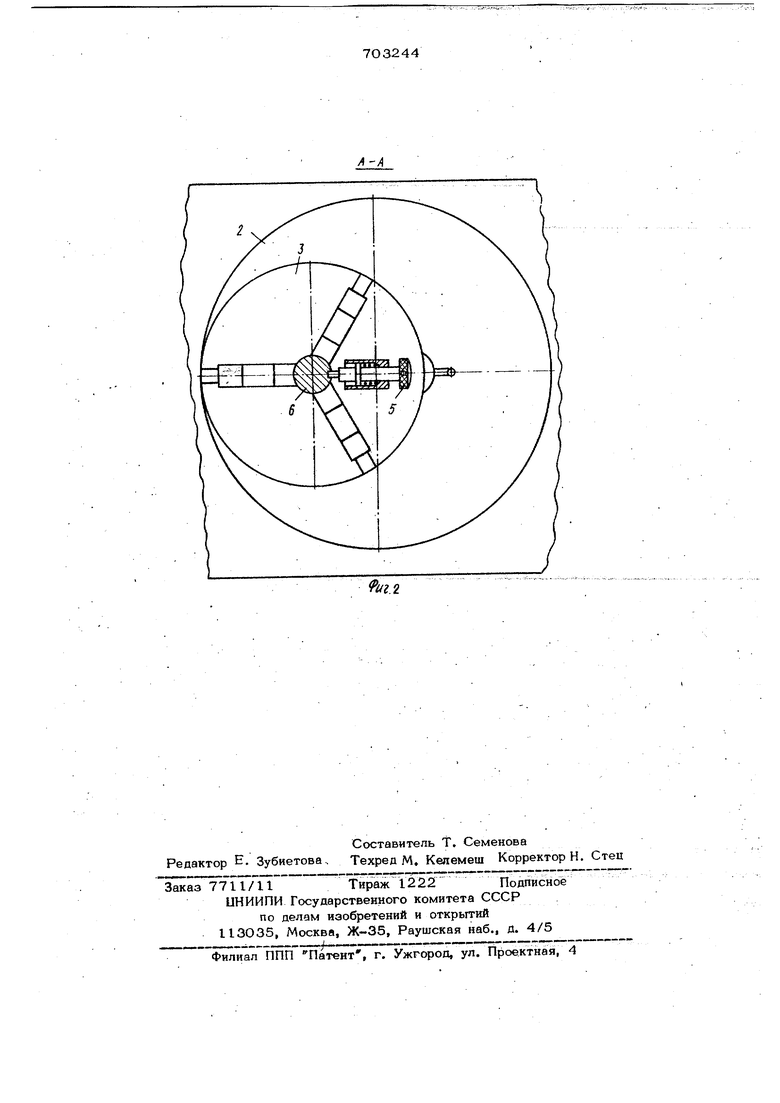
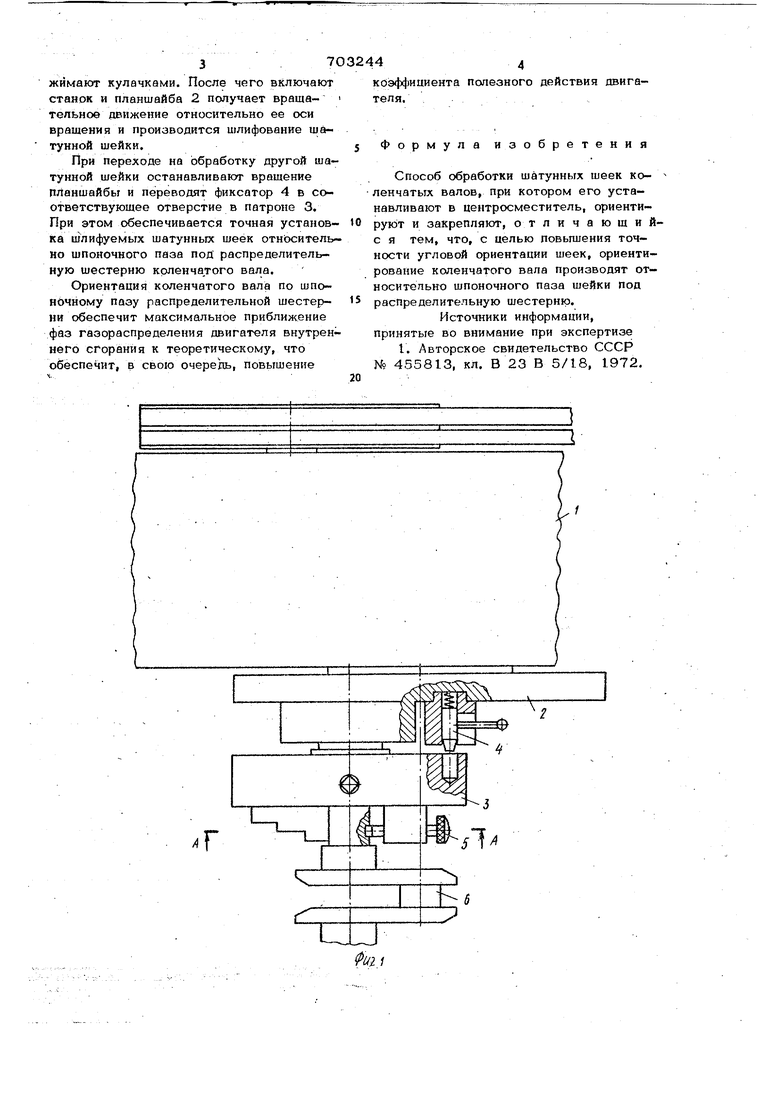
I Изобретение относится к области машиностроения и может быть применено в ремонтном производстве. Известен способ обработки шатунных шеек коленвалов, при котором его устанавливают в центросместитель, ориентир руют и-закрепляют. Ориентирование коленвала осуществляют по отверстию флан ца крепления маховика Cl. Пелью. предлагаемого способа жляетс повьппение точности угловой ориентации шеек.. Для достижения поставленной цели ориентирование вала производят относительно шпоночного паза шейки под распр делительную шестерню. На фиг. I пре/ютавлена установка коленвала, в центросместителе станка, поясняющая Предлагаемый способ обработ/ки на фиг. 2 - разрез А-А фиг. 1. Обрабатываемый коленвал устанавливают в центросместителе, состоящем из бабки 1 в которой на подшипниках качения -установлена планшайба 2. В отверстии планшайбы 2, смещенном относительно оси вращения планшайбы на радиус кривошипа обрабатываемого коленчатого вала, размещен на подшипниках качения шпиндель с токарным патроном 3. Фиксатор 4, установленный на планшайбе 2, служит для фиксации патрона 3; при обработке шатунных шеек коленчатого вала. Количество отверстий в патроне под фиксатор выполйено в соответствии с углом развала шатунных шеек обрабатьгоаемого вала. На патроне 3 с большой угловой точностью относительно .оси смещения патро на установлен фиксатор 5, выполненный е размер шпоночного паза распределительной шестерни коленчатого вала 6. Обработку коленвала осуществляют следующим образом. Коленчатый вал 6 передним концом устанавливают в патрон 3, ориентируют по шпоночному пазу распределительной шестерни при помощи фиксатора 5, расположенному на торце патрона 3, и зажимают кулачками. После чего включают станок и планшайба 2 получает вращательное движение относительно ее оси вращения и производится шлифование шатунной шейки. При переходе на обработку другой ша тунной шейки останавливают вращение планшайбы и переводят фиксатор 4 в соответствующее отверстие в патроне 3. При этом обеспечивается точная установка шлифуемых шатунных шеек относитель но шпоночного Паза под распределительную шестерню коленчатого вала. Ориентация коленчатого вала по шпоночному паэу распределительной шестерни обеспечит максимальное приближение фаз газораспределения двигателя внутрен него сгорания к теоретическому, что обеспечит, в свою очередь, повышение коэф(|)ициента полезного действия двигателя. Формула изобретения Способ обработки шатунных шеек коленчатых валов, при котором его устанавливают в центросместитель, ориентируют и закрепляют, отличающийс я тем, что, с целью повьпиения точности угловой ориентации шеек, ориентирование коленчатого вала производят относительно шпоночного паза шейки под распределительную шестерню. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 455813, кл. В 23 В 5/18, 1972.
