112
Изобретение относится к машиностроению и может быть использовано в системах контроля и управления фрезерными и зубофрезерными станками.
Цель изобретения - повышение точности измерения длины резов в процессе обработки, в том числе на станках без токоизоляции шпинделей инструмента и заготовки, за счет исключения ошибок, возникающих в результате касания стружкой или заусенцев поверхности детали, а также разрывов масляной пленки в шпинделе и его опорах.
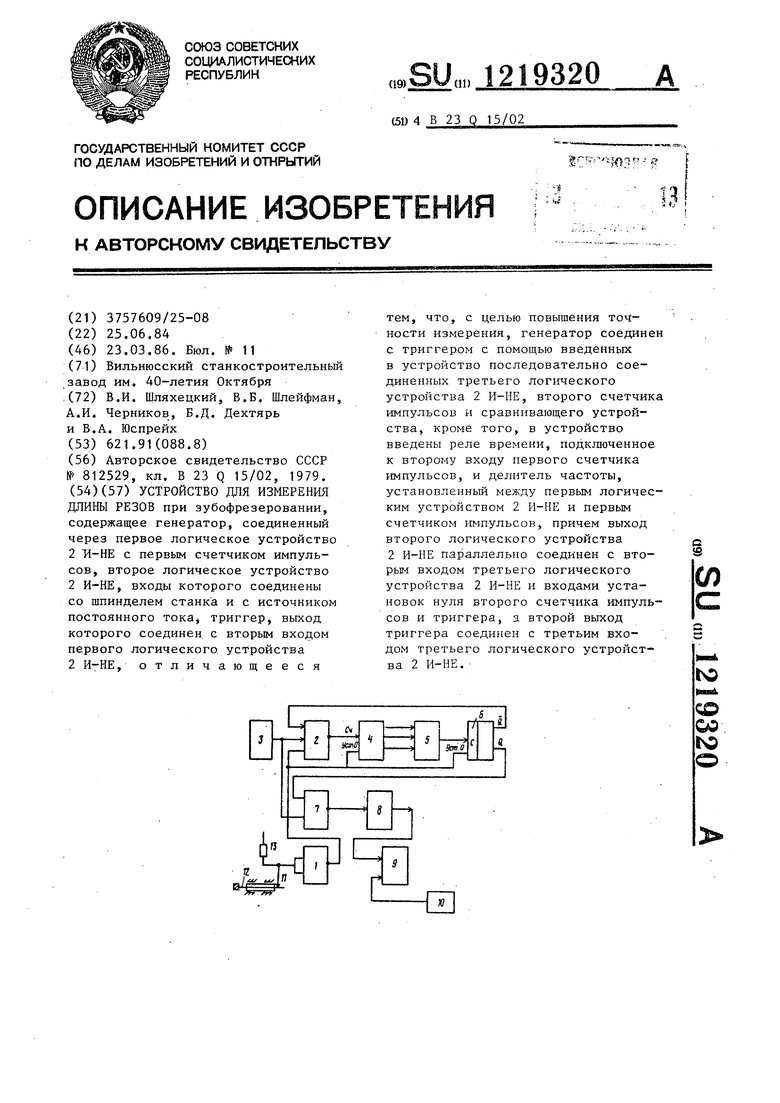
.На чертеже изображена принципиальная функциональная схема устройства.
Устройство измерения длины -резов содержит второе логическое устройство 2 И-НЕ 1, выход которого соединен с одним из входов третьего логического устройства 3 И-НЕ 2. Второй вход третьего логического устройства 3 И-НЕ соединен с выходом высокочастотного генератора 3. Выход третьего логического устройства 3 И-НЕ 2 соединен со счетным входом второго трехдекадного счетчика 4 импульсов, выходы которого соединены с входами сравнивающего устройства 5, Третий вход третьего логического устройства 3 И-НЕ 2 соединен с реверсивным выходом триггера 6. Выход сравнивающего устройства 5 соединен со счетным входом триггера 6. Прямой выход триггера 6 соединен- с вторым входом первого логического устройства 2 И-НЕ 7, выход соединен через делитель 8 частоты со счетным входом первого шестидекадного счетчика 9 импульсов, второй вход которого соединен с выходом реле 10 времени. Входы второго логического устройства 1 соединены через токосъемник 11 со шпинделем 12 и через резистор 13 - с источником постоянного тока (не показан).
Устройство состоит из двух условных частей. Первая часть проводит анализ, произошло ли случайное касание фрезы заусенца на заготовке или произошло нарушение токоизоляции шпинделя, или же фреза произвела рез. Оценка производится следующим образом.
Производится счет импульсов от высокочастотного генератора 3 в момент заземления шпинделя 12 за время, равное длительности одного
0
5
5
9320. J
импульса. Счет производится во вто-.
ром трехдекадном счетчике 4. Если это разрывы масляной пленки, случайные касания и т.д., их длительность на порядок меньше длительности полного реза, и число импульсов, проходящее во второй счетчик 4, не будет выполнять его. Когда же начнутся полные резы, их длительность достаточна, чтобы импульсы, поступающие от генератора 3, заполнили второй счетчик 4, что и служит сигналом о полноценном резе.
В пределах одного реза после заполнения проходящими импульсами заданного числа в счетчике 4 открывается проход импульсов в первый шестидекадньй счетчик 9 (вторая часть устройства), где и производится накопление основных импульсов генератора, прошедших через измерительную систему за время реза. Импульсы, которые бьти потеряны во втором счетчике 4, являются известными и могут быть учтены при тарировке.
Устройство работает следующим
образом. I
В момент касания фрезой заготовки
или в момент нарушения токоизоляции шпинделя фрезы логическое устройство 2 И-НЕ 1 на входе системы дает логическую 1 и разрешает проход импульсов от генератора 3 через первое логическое устройство 3 И-НЕ 2 во 5 второй трехдекадный счетчик 4, поскольку на второй его вход от триггера 6 также поступает логическая 1. Второй трехдекадный счетчик 4 считает эти импульсы, поскольку на его входе уст. О также логическая
м 1 It I .
Но, стоит прерваться резу, как импульсы от генератора 3 перестанут поступать в этот счетчик и запись в нем сотрется, поскольку от второго логического устройства 1 в момент прерьшания касания поступает логический О. Если касания случайны или происходят разрывы
масляной пленки, второй трехдекад- ньй счетчик 4 не заполняется. В . случае резания он заполняется до заданного числа, что фиксируется сравниваюЕЩм устройством 5, опра5 шивающим каждую декаду. Оно может быть выполнено в виде логического устройства 3 И-НЕ, соединенного со счетчиком 4 тремя декадными пере0
5
ключателями. В момент заполнения второго трехдекадного счетчика 4 сравнивающее устройство 5 дает ко- :манду на переворот триггера 6 и, ;тем самым, разрешение на проход импульсов в основной первый шести- декадный счетчик 9.
Второе логическое устройство 2 И-НЕ 1 используется как пороговое устройство, обеспечивающее одновременно логическую 1 в момент касания фрезой заготовки.
Делитель 8 частоты предназначен для настройки масштаба системы. Так
Редактор А.Шишкина Заказ 1196/20
Составитель В.Алексеенко
Техред И.Верес Корректор С.Шекмар
Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
12193204
длительность пребывания рейки в заготовке определяется .скоростью вращения фрезы, глубиной фрезерования, а количество проходящих ; с в измерительную систему импульсов также и- частотой генератора. Эти параметры на табло должны быть приведены к микрометрам.
С целью получения достоверных результатов измерения проводятся не за один рез, а за число резов, кратное обороту заготовки,, что и задается реле 10 времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления цикломРАбОТы CTAHKA | 1979 |
|
SU812529A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| Устройство для обработки зубчатых секторов | 1981 |
|
SU952472A1 |
| Цифровой измеритель временных характеристик электрического сигнала | 1985 |
|
SU1291897A1 |
| Копировальное следящее устройство для станков с программным управлением | 1982 |
|
SU1070508A1 |
| Устройство для формирования импульсной последовательности | 1980 |
|
SU938414A1 |
| Устройство для проверки и измерения параметров цифровых полупроводниковых элементов | 1975 |
|
SU570884A2 |
| Многоканальное усредняющее устройство | 1985 |
|
SU1292009A1 |
| Аналого-цифровой стробоскопический преобразователь | 1980 |
|
SU959274A1 |
| Сенсорная клавиатура | 1985 |
|
SU1257833A1 |
| Система управления цикломРАбОТы CTAHKA | 1979 |
|
SU812529A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
