(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ СЕКТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления подачей при зубофрезеровании и система для его осуществления | 1977 |
|
SU726746A1 |
| Способ автоматического управления циклом работы зубофрезерного станка | 1978 |
|
SU749633A1 |
| Устройство для измерения длины резов | 1984 |
|
SU1219320A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХСЕКТОРОВ | 1971 |
|
SU301231A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| Способ управления подачей при зубофрезеровании по методу обкатки | 1979 |
|
SU944823A1 |
| УНИВЕРСАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2508969C1 |
| Зубофрезерный станок | 1979 |
|
SU1068241A2 |
| Зубофрезерный станок | 1983 |
|
SU1113219A1 |
1
Изобретение относится к станкостроению и может быть использовано во фрезерных и зубофрезерных станках.
Известны устройства для обработки зубчатых секторов, содержащее подставку под заготовку, устанавливаемую на шпиндель изделия 1.
Недостатками таких устройств являются сложность конструкции, низкая точность обработки зубчатых секторов, сложность настройки обработки.
Целью изобретения является упрощение устройства и повышение точности нарезаемых зубьев.
Цель Достигается те.м, что подставка под изделие токоизолирована и соединена при помощи токосъемника с источником тока и входом логического устройства, регистрирующего импульсное падение напряжения на подставке, а выход логического устройства соединен с входом устройства управления скоростью вращения двигателя главного движения.
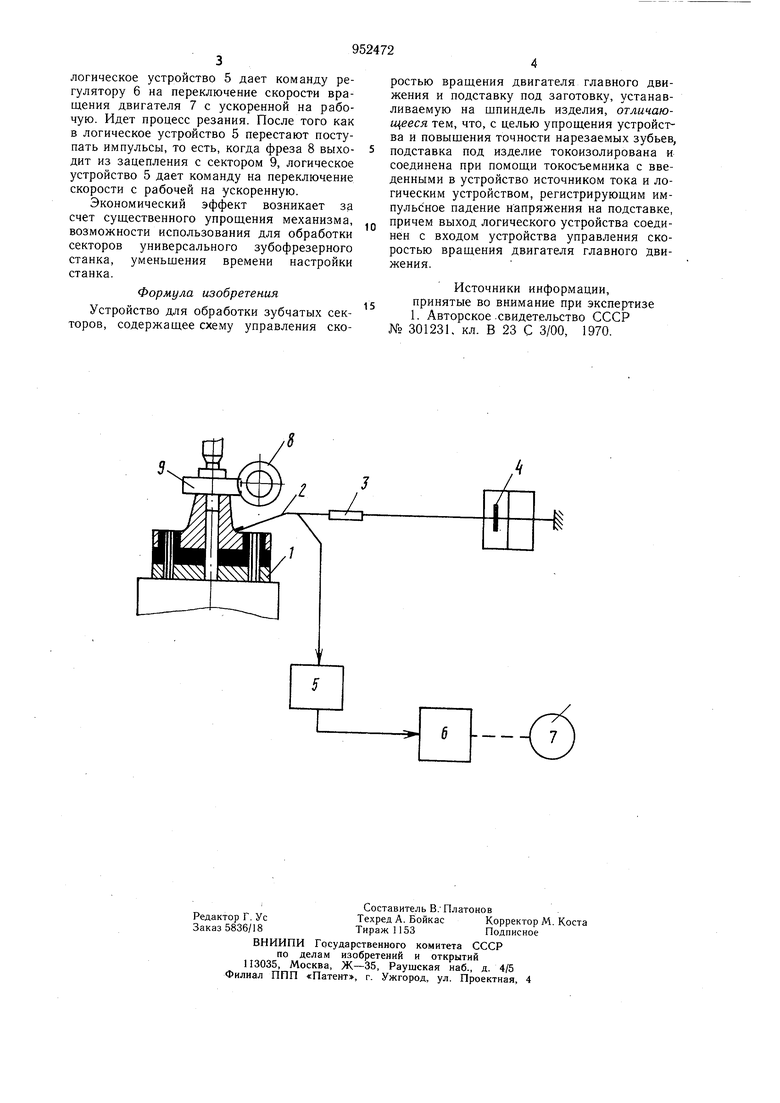
На чертеже представлено устройство, общий вид.
Устройство для обработки зубчатых секторов содержит подставку 1 под изделие, токосъемник 2, резистор 3, источник 4 постоянного тока, логическое устройство 5, регулятор 6 скорости, двигатель 7 главного движения, фрезу 8, заготовку 9.
В качестве примера на зубофрезерный станок установлена подставка 1, выполненная трехслойной, два наружных слоя стальные, а внутренний - из эпоксидного клея. Этот слой и обеспечивает токоизоляцию изделия. Токосъемник 2 выполнен в виде щетки. Логическое устройство 5 выполнено
10 на микросхемах 155 серии, а регулятор 6 - на тиристорах. Привод главного движения 7 был трехскоростным.
Работает устройство следующим образом.
Двигатель 7 на повышенной в 2-3 ра15за по сравнению с рабочей скоростью приводит в движение цепь обката до тех пор, пока фреза 8 не коснется заготовки 9. Касание фрезой заготовки и протекание процесса резания фиксируется устройством 5,
20 регистрирующим импульсное падение напряжения на подставке 1, поскольку в моменты касания токопроводящей на корпус станка фрезой 8 детали 9 напряжение на подставке равно нулю. В момент касания
логическое устройство 5 дает команду регулятору 6 на переключение скорости вращения двигателя 7 с ускоренной на рабочую. Идет процесс резания. После того как в логическое устройство 5 перестают поступать импульсы, то есть, когда фреза 8 выходит из зацепления с сектором 9, логическое устройство 5 дает команду на переключение скорости с рабочей на ускоренную.
Экономический эффект возникает за счет существенного упрощения механизма, возможности использования для обработки секторов универсального зубофрезерного станка, уменьшения времени настройки станка.
Формула изобретения
Устройство для обработки зубчатых секторов, содержащее схему управления скоростью вращения двигателя главного движения и подставку под заготовку, устанавливаемую на щпиндель изделия, отличающееся тем, что, с целью упрощения устройства и повышения точности нарезаемых зубьев, подставка под изделие токоизолирована и соединена при помощи токосъемника с введенными в устройство источником тока и логическим устройством, регистрирующим импульсное падение напряжения на подставке, причем выход логического устройства соединен с входом устройства управления скоростью вращения двигателя главного движения.
Источники информации, принятые во внимание при экспертизе 1 Авторское .свидетельство СССР № 301231. кл. В 23 С 3/00, 1970.
