2.Система по п. 1, отличающаяся тем, что в качестве генератора импульсов использован импульсный датчик линейных перемещеНИИ в направлении подачи.
3.Система поп.1, отличающаяся тем, что в качестве генератора импульсов использован указанный преобразователь оборота.
1171284
4.Система по п. 1, отлича ю щ а я с я тем, что преобразователь оборота установлен соосно со шпинделем изделия.
5.Система по п. 1, отлича ю щ а я с я тем, что преобразователь оборота установлен соосно со шпинделем фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления подачей при зубофрезеровании и система для его осуществления | 1977 |
|
SU726746A1 |
| Устройство для измерения длины резов | 1984 |
|
SU1219320A1 |
| Способ управления подачей при зубофрезеровании по методу обкатки | 1979 |
|
SU944823A1 |
| Устройство для автоматического управления шлифовальным станком | 1980 |
|
SU1059545A1 |
| Устройство для определения режимов резьбошлифования | 1986 |
|
SU1386960A2 |
| Устройство для адаптивного программ-НОгО упРАВлЕНия CTAHKOM | 1978 |
|
SU807226A2 |
| Устройство для управления станком | 1981 |
|
SU970322A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2263300C1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU726745A1 |

1. СИСТЕМА. УПРАВЛЕНИЯ ПРИВОДОМ ПОДАЧ ЗУБОФРЕВЕРНОГО СТАНКА, работающегй по методу обкатки, содержащая датчик тактовой точки, логический блок с запоминакядим устройст.вом, коммутатор, соединенный с приводом подачи, отличающаяс я тем, что, с целью повышения точности и производительности обработки она снабжена датчиком момента касания, генератором импульсов, схемой И, схемой сравнения, tib-триггером. счетчиком периода импульса подачи и счетчиком ширины импульса подачи, в качестве датчика тактовой точки использован установленный в цепи деления станка преобразователь оборота звена-этой цепи в периодический сигнал, с периодом в целое число раз меньшим периода оборота.заготовки, причем выход этого преобразователя соединен со счетным входом счетчика периода импульса подач, вход сброса соединен с выходом датчика момента касания, а выход соединен параллельно с входом логичесI кого блока, входом сброса счетчика ширины импульса подачи и первым вхо(Л дом триггера, второй вход которого соединен с выходом схемы сравнения, прямой выход - с коммутатором, а инверсный выход - с первым входом схемы И, второй вход которой соединен с выходом генератора импульсов, а выход - со счетным входом счетчика ширины импульс а подачи, выход которого соединен с первым входом схемы сравнения, второй вход кото-, рой соединен с выходом запоминающего устройства логического блока.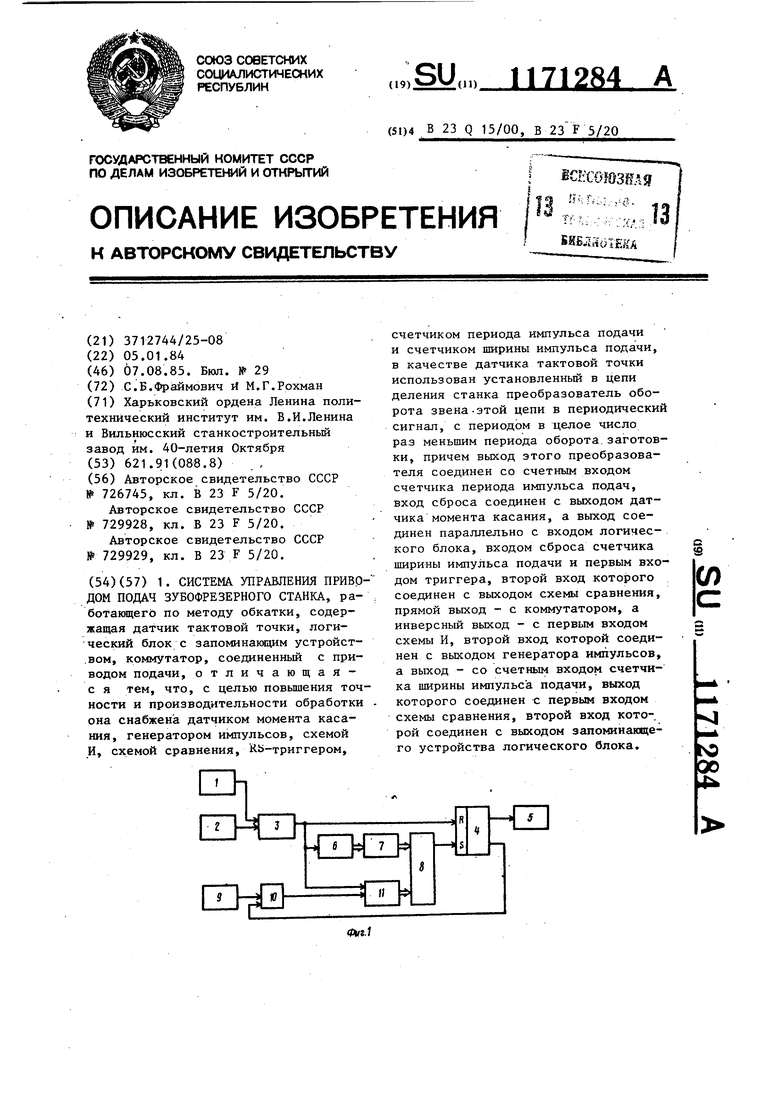
Изобретение относится к машиностроению и может быть использовано в зубофрезерных станках, работающих по методу обкатки.
Цель изобретения - повышение точности и производительности обработки за |Счет повьш1ения точности управления и сокращения времени перенастройки.
На фиг. 1 показана структурная схема системы-; на фиг. 2 - исполнение системы, в котором преобразователь оборота использован также и в .качестве генератора импульсов.
Система содержит встроенные в станок датчик 1 момента касания фрезы с заготовкой и преобразователь 2, соединенные с входами счетчика 3j соединенного с триггером 4 и коммутатором 5. Выход счетчика 3 соединен с входом логического блока 6 и через запоминающее устройство 1 - со схемо 8 сравнения. Генератор 9 схему И 10 соединен со счетчиком 11, соединенным с входом схемы 8 сравнения. Выход счетчика 3 соединен также с втрым входом счетчика 11, а второй вхо схемы И 10 соединен с инверсным выходом триггера 4.
Преобразователь 2 в основном исполнении выполнен с разрешающей способностью (в единицах углового пути шпинделя .изделия), равной удвоенному заданному углу рассогласования передних фронтов импульсов подачи с фазой момента касания. Если, например, значение указанного угла рассогласования не должно превьш1ать 10, то преобразователь 2 может быть выполнен в виде бесконтактного путевого переключателя и взаимодействующего с ним диска с 18-ю радиальными равнорасположенными по окружности прорезями, установленного на шпинделе изделия. Емкость счетчика 3 при
: этом принимается равной 18.
Разрешающая способность генератора 9 определяется заданной погрешностью отсчета ширины импульса пода-, чи в единицах линейного пути в направлении подачи
В исполнении, где ширина импульса подачи отсчитывается в функции времени, разрешакяцая способность генератора 9 пропорциональна периоду сигнала, генерируемого им
д8 60
где ut - период сигнала, с,
Sfi - скорость подачи, мм/мин. Следовательно, частота периодического сигнала на выходе генератора 9 должна превьш1ать значение
J ht
f
60-US
Емкость счетчика 11 должна соответствовать максимальной действуюгщей подаче на оборот заготовки, заданной технической характеристикой
станка.
SMOKC
Если, например, Д Ач конкретном исполнении погрешность отсчета ширины импульса подачи не должна превьш1ать 0,01 мм, максимальная подача на оборот заготовки 10 мм/об, то при одном импульсе подачи за оборот заготовки и скорости подачи, например, равной 60 мм/мин, частота сигнала генератора 9 должна быть равна 199 Гц, а емкость счетчика 11 - не менее 1000. В исполнениях, где в качестве ге нератора 9 использован преобразователь линейного пути, выполненный, например, в виде встроенного в механизм подачи импульсного датчика линейного пути, его разрешающая способность и емкость счетчика 11 определяется в соответствии с укаванными вьппе соображениями. А если система охватывает два или три направления подачи, то в станок встраи вается соответственно два или три таких преобразователя, по одному на каждое из направлений. В исполнениях, где преобразователь 2 использован также и в качест ве генератора 9, его разрешающая способность определяется заданной погрешностью отсчета ширины импуль са подачи. Если преобразователь ус тановлен соосно j-му звену цепи де ления станка и он вьшолнен в виде диска с J радиальными прорезями, т его разрешающая способность в единицах линейного пути будет определяться соотношением bs - - , п . J nj J - частоты вращения с где п и п ответственно фрезы и j-ro звена, с осно которому установлен преобразо ватель 2, (об/мин), i -, J - количество периодо сигнала на выходе преобразователя за оборот j-ro звена цепи деления Емкость счетчика 3 при этом опр деляется соотношением J j« Z,/ij В конкретном примере исполнения на станке модели В01 преобразовате 2 выполнен в виде бесконтактного выключателя ВК1 и взаимодействующе с ним диска с десятью радиальными прорезями, установленного на делительный червякi ПриЗ 60 мм/мин, пф 240 об/ Z ij 6D и передаточном отношении делительной червячной передачи 1/6 ij 1,0 0,025 мм п. J I j 600 В этих исполнениях разрешающая способность зависит от i. , и изменяется с изменением Пд,, а в случаях, когда преобразователь устанавливается на шпиндель изделия или делительный червяк, и с изменением Z, поэтому J назначается по верхнему предельному значению n и по нижнему предельному значению Z | . В случае, когда преобразователь 2 устанавливается на звене, расположенном в ветви фрезы цепи деления, счетчик 3 выполняется с переменной емкостью, перенастраиваемой с изменением. Каждое из исполнений имеет свою область применения. Так, исполнение с отсчетом ширины импульса подачи функции времени не требует встройки в станок преобразователей пути, но на его точность влияет жесткоть,: механической характеристики двигателя подач, податливость механизма подач и зазоры в кинематической цепи. Такое исполнение, в связи с этим применимо в универсальных станках общего назначения нормальной точности, а также в станках, эксплуатирующихся в настоящее время в промьшшенности. Исполнение с преобразователями линейного пути в качестве генератору 9 применимо в станках с ЧПУ и высокой точностью исполнения, где преобразователь 2 использован также в качестве генератора 9, а также может применяться в специальных станках, где диапазоны регулирования пт и Z узки. Система работает следующим образом. Привод подачи станка, модернизированный или построенный для осуществления импульсного режима работы, перемещает салазки или каретку со скоростью подачи S, значение которой должно быть не менее значения, обеспечивающего заданное технической характеристикой станка верхнее предельное значение действующей подачи на оборот заготовки, но не более такого, при котором при минимальной длительности импульса подачи обеспечивается нижнее заданное значение действующей подачи на оборот изделия - 30 мкм. Минимальная длительность импульса ty опре- деляется суммарной длительностью переходных процессов трогания и останова салазок.
Скорость подачи, определяемая миьшмальной длительностью импульса, вычисляется по формуле
S 4 мин
4
Л
Ч ММИ
в большинстве случаев полученное; таким образом значение обеспечивает получение верхнего предельного значения действующей подачи на оборот заготовки по технической характеристике станка
к макс
(2)
Д макс
Пф Мин
в тех случаях, когда одно значение S If, не обеспечивает весь диапазон регулирования S, можно разбить его по 2-3 поддиапазона, для каждого из которых определяют значение Sn ло той же формуле.
При настройке станка на обработку конкретного зубчатогр колеса в систему вводится предвычисленньш закон регулирования подачи в процессе обработки в запомина бщее устройство 7. Вводится набор значений ширины импульсов подачи, а логический блок 6 настраивается на ту последовательность, в которой эти значения выпол.няются.
Закон регулирования определяет такое изменение действующей подачи на оборот заготовки на участках врезания и выхода,, при котором затрачи, валось бы по возможности меньше времени на обработку изделия и при зтом станок не перегружался, стойкость фрезы не снижалось, а качество изделия соответствовало требованиям ,
В более простых случаях, например при обработке червячных колес радиальным врезанием, закон регулирования подачи представляет собой набор значений ширины импульсов подачи, выполняемых последовательно одно за другим. В других, более сложных случаях, например при обработке пакета цилиндрических зубчатых колес с выступающими ступицами, закон может содержать значения ширины импульсов или их сочетания, многократно повторяемые. Если запоминающее устройство содержит резервную память, новый закон регулирования подачи можно вводить в перекрываемое время, т. е. во время работы станка.
После ввода и контроля введенного значения регулирования и настройки станка может быть начата обработка 5 изделий. После установки заготовки и включения сигнала, схема управления осуществляет привод и переключение с ускоренного на рабочий ход и передает управление системе .управления 0 приводом подач. С началом движения. преобразователь 2 и генератор 9 начинают формировать периодические сигналы и подают их на счетные входы счетчиков 3 и 11, S.
Салазки или каретки до момента касания фрезы с заготовкой перемеща- . ются без остановок. В момент касания датчик 1 дает сигнал сброса в счетчик 3, совмещая таким образом передние фронты импульсов подачи с фазой момента касания. Счетчик 3, в свою очередь, в тактовой точке выдает команды: в логический блок 6 - на перенос кода ши)ины импульса подачи из запоминающего устройства 7 в схему 8 сравнения и в счетчик 11 на сброс и, следовательно, на начало отсчета ширины импульса подачи. Текущее значение (код) на выходе счет-; чика 11 передается поразрядно в схему 8 сравнения и в момент его совпадения с заданным значением схема 8 сравнения подает через RS-триггер 4 KOMaHf y на размыкание коммутирующего устройства 5 и, следовательно, на останов салазок, а также через схему И команду счетчику 11 на запрет счета периодов периодического сигнала от генератора 9. В момент, когда счетчик 3 отсчитает полный оборот шпинделя изделия (или период импульса подачи) он вьщает команду на замыкание привода подач, т. е. на формирование переднего импульса подачи, а также на перенос заданного значения ширины следунлцего импульса подач в схему 8 сравнения и на ращрешение счета в счетчик 11. Так последовательно выполняется весь заданный закон регулирования подачи, т.е. производится обработка зубчатого колеса, после чего управление возвращается к схеме циклового управле я, которая завершает цикли возвращает все узлы станка в исходное положение для начала следующего цикла.
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU726745A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729928A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729929A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
