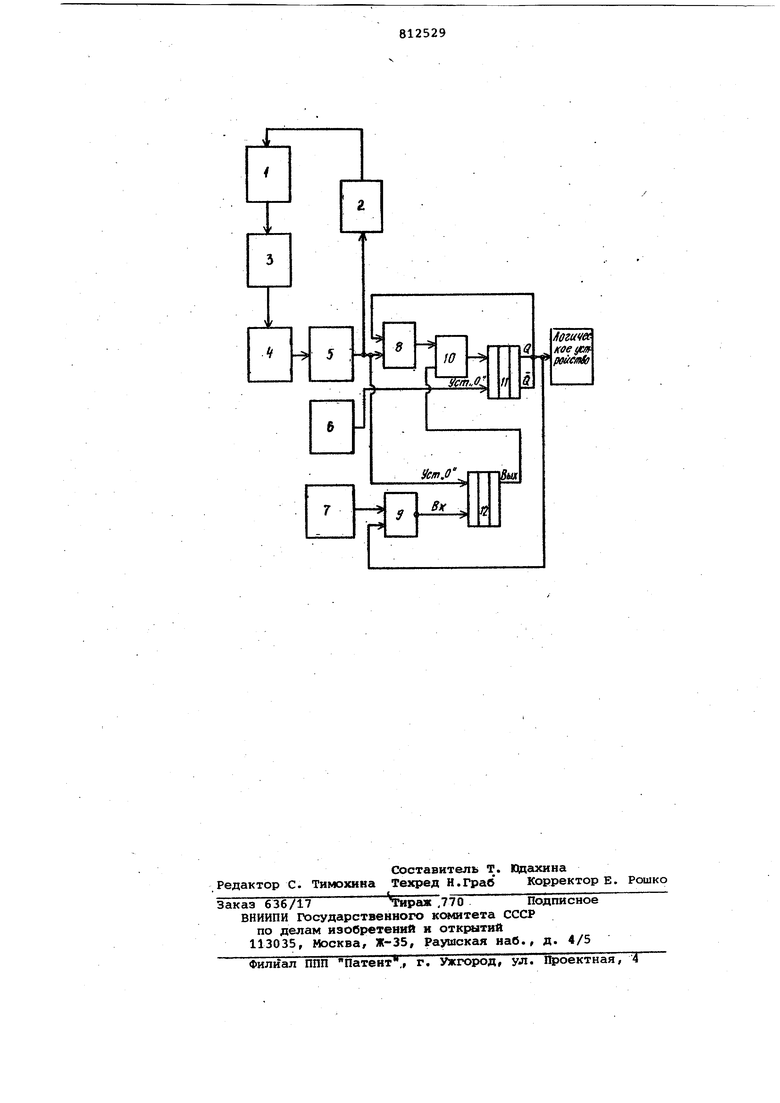
Изобретение относится к станкостроению. Известны устройства управления станками, в которых узел определения наличия контакта инструмента с изделием выполнен в виде источника тока, подключенного своими полюсами соответственно к инструменту и к изделию 1 Известны также системы управления станками, содержащие логическое устройство управления подачей и узел определения наличия контакта инструмента с изделием 2. Недостатками известных устройств являются низкая производительность и сложность перенастройки при перехо де к обработке нового типа изделий. Цел€ изобретения - повышение производительности обработки и сокращение времени перенастройки при перехо де к обрабЪтке нового изделия. Эта цель достигается за счет того что система снабжена генератором,импульсов, двумя логическими ячейками И-НЕ, логической ячейкой ИЛИ, триггером со счетным запуском и декадным счетчиком импульсов, причем один из входов первой логической ячейки И-НЕ связан с одним из полюсов источника тока и со шпинделем изделия, второй вход этой ячейки с реверсивным выходом триггера со счетным запуском, а вход этого триггера - с выходом логической ячейки ИЛИ, первый .из двух входов которой соединен с выходом счетчика импульсов, а второйс выходом логической ячейки И-НЕ, а счетный вход декадного счетчика импульсов через один из двух входов второй логической ячейки И-НЕ соединен с генератором импульсов, при этом управляюпдай выход триггера со счетным запуском соединен с одним из входов логического блока управления подачей. На изображена блок-схема предлагаемого устройст ва. Система содержит шпиндель 1 фрезы, источник 2 тока, фрезу 3, заготовку 4, шпиндель 5 изделия, реле 6 начала цикла, генератор 7 импульсов, две логические ячейки И-НЕ 8 и 9, логическую ячейку ИЛИ 10, триггер 11, со счетным запуском, декадный счетчик 12 импульсов и логический блок управления подачей. Система работает следукицим образом, С MONteHTa начала цикла шпиндель 1 фрезы, соединенный с источником 2 тока, подводит на ускоренной подаче инструмент 3 к заготовке 4. В момент касания фрезой 3 заготовки 4 происходит за11Ф:1кание электрической цепи: источник 2 тока - шпиндель 5 изделиязаготовка 4 - фреза 3 - шпиндель 1 .
В результате этого на вход логической ячейки 8 поступает электрический импульс. Логическая ячейка И-НЕ 8 готова к пропусканию этого импульса, так как на ее второй вход подана логическая 1 от триггера 11 с его реверсивного выхода.
Импульс, пройдя логическую ячейку 8 и логическую ячейку ИЛИ 10, попадает на счетный вход триггера 11 со счетным запуском. В результате на . управляющем выходе триггера появляется логическая 1, а на реверсивйомлогкческий О.
Появление Логической 1 на управляющем выходе служит командой для переключения скорости подачи с ускоренной на рабочую.
IQpoft этого, изменение состояния триггера приводит к запиранию логической ячейки 8 и открыванию для прохождения импульсов логической ячейки 9. Импульсы от генератора 7 через логическую ячейку 9 поступают на счетный вход декадного счетчика 1 импульсов и стремятся заполнить его. В то же время импульсы, поступающие из зоны резания, устанавливают счетчик в нулевое состояние или же вовсе прекращают счет. В момент окончания резания счетчик получает возможность наполниться, поскольку из зоны резания импульсы не поступают.
В момент наполнения счетчика 12 на его выходе образуется импульс, который через логическую ячейку 10 поступает на счетный вход триггера и изменяет его состояние на противоположное. В результате этого система ущ авления циклом получает сигнал об окончании , возвращает на ускоренной подаче инструмент в исходно положение и подготавливает к началу нового цикла.
Формула изобретения
Система управления циклом работы станка, например зубофрезерного, содержащая логический блок управления подачей и уЭел определения наличия .. контакта инструмента с изделием, выполненным, например, в виде реле и .источника постоянного ток;д, полюса которого соединены соответственно с инструментом и изделием, отличающаяся тем, что, с целью повьвпения производительности обработки и сокращения времени перенастройки при переходе к обработке нового изделия, система снабжена генератором импульсов, двумя логическими ячейками И-НЕ, логической ячейкой ИЛИ, триггером со счетным з-апуском и декадным счетчиком импульсов, причем один из входов первой логической ячейки И-НЕ связан с одним из полюсов источника тока и со шпинделем изделия, второй вход этой ячейки соединен с реверсивным выходом триггера со счетным запуском, а вход этого триггера - с выходом логической ячейки ИЛИ, первый из двух входов которой соединен с выходом счетчика импульсов, а второй - с выходом логической ячейки И-НЕ, а счетный- вход .декадного счетчика импульсов через один из двух входов второй логической ячейки И-НЕ соединен с генератором импульсов, при этом управляющий выход триггера со счетным запуском соединен с одним из входов логического блока управления подачей.
Источники информации, принятые во внимание при экспертизе
1.Контроль состояния режущего состояния на металлорежущих станках. НИИМАШ, М., 1971, с.37-41.
2.Авторское свидетельство СССР 591306, кл. В 23 Q 15/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины резов | 1984 |
|
SU1219320A1 |
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Устройство управления механизмом укладки провода в намоточных станках | 1983 |
|
SU1134516A1 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для адаптивного управления станком | 1987 |
|
SU1618584A1 |