Изобретение относится -к машино строению, а именно к двигателестрое нию, и может быть применено в поршнях двигателей внутреннего сгорания с упрочненной кромкой камеры сгорания.
Цель изобретения - повышение надежности .
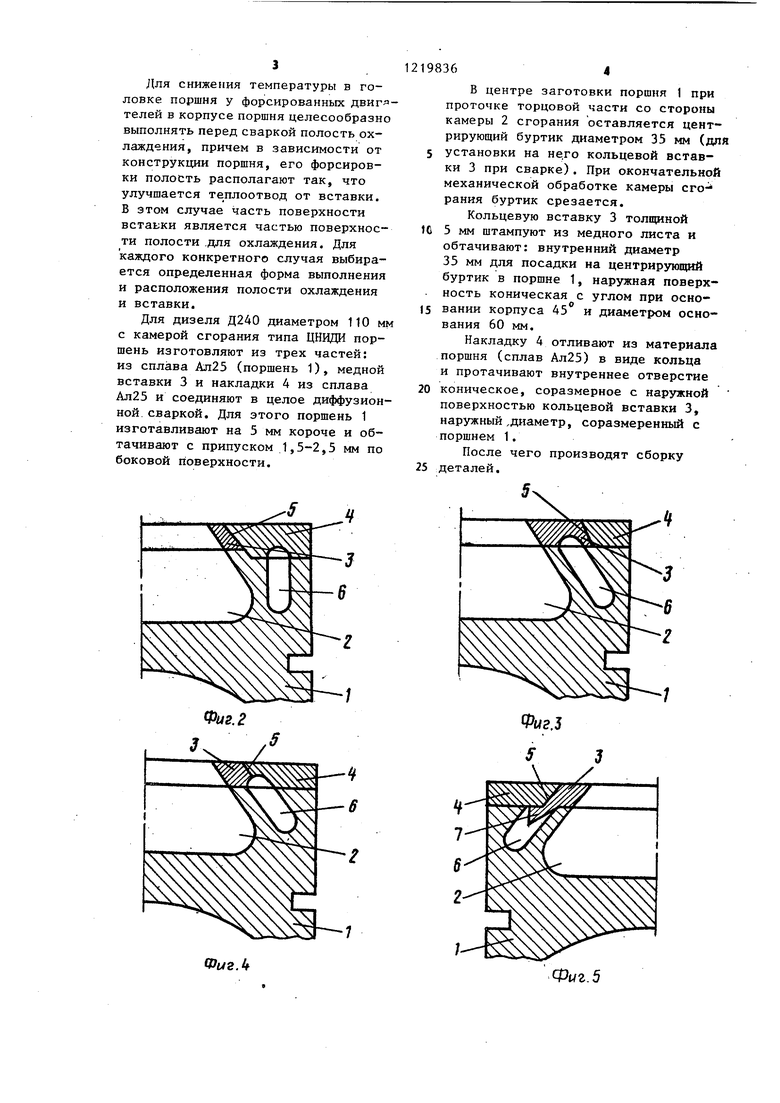
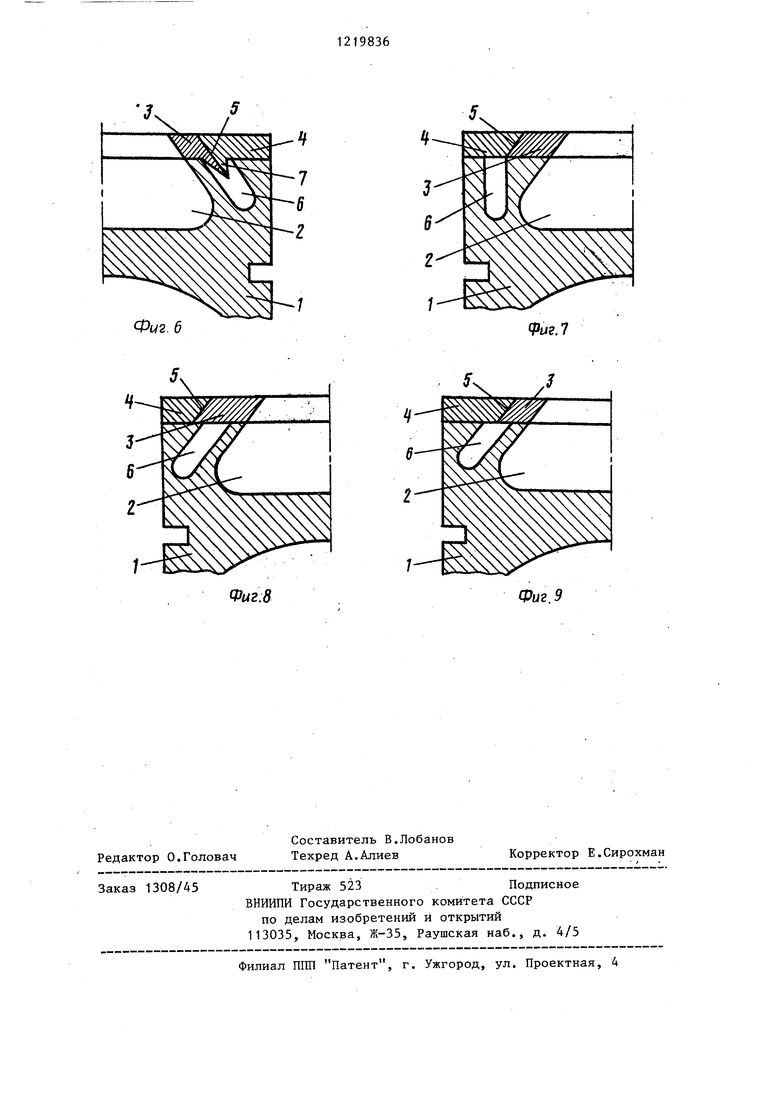
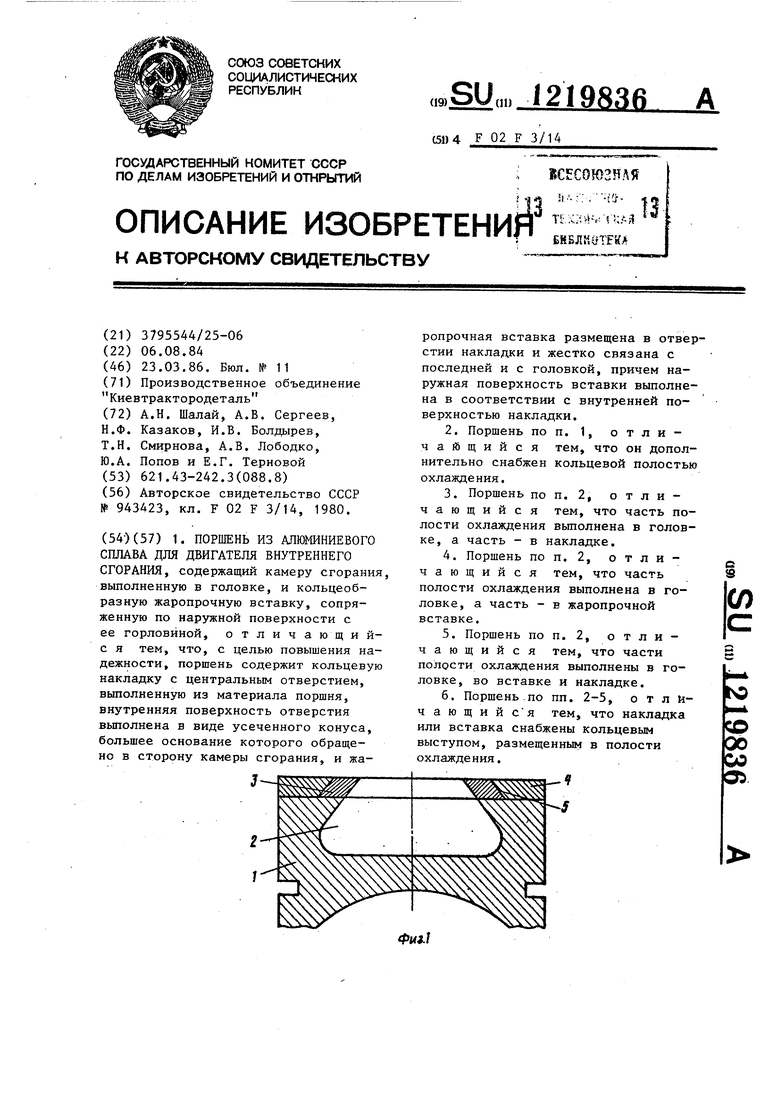
На фиг. 1 показан поршень с упрочненой кромкой камеры сгорания} на фиг. 2 то же, с полостью охлаждения, выполненной в головке и накладке, на фиг. 3 - то же, с полостью охлаждения, выполненной в головке и вставкеj на фиг. 4 - то же, с полостью охлаждения, вьтолненной в головке, вставке и накладке; на фиг. 5 - то же, жаропрочная вставка которого снабжена кольцевым выступом j на фиг. 6 - то же, с кольцевым выступом на вставке и накладке} на фиг. 7 - то же, с полостью охлаждения в .головке, одной из стенок которой является накладка| на фиг. 8 то же, с полостью охлаждения, в головке верхняя стенка которой образована вставкой; на фиг. 9 - то же, с полостью охлаждения в головке, верхняя стенка которой образована вставкой и накладкой.
В головке поршня 1 с камерой 2 сгорания в зоне кромки камеры 2 сгорания имеется кольцевая жаропрочная вставка 3, которая прикреплена к корпусу поршня 1 совместно с накладкой 4 по конусной границе , раздела 5. Кроме того, в головке поршня 1 может быть выполнена полос 6 для охлаждения, причем часть поверхности накладки 4 или вставки 3, или поверхность накладки и вставки одновременно могут быть частью поверхности полости 6 для охлаждения (. 7-9), или часть полости 6 может располагаться в накладке 4 или вставке 3, или вставке и накладке одновременно (фиг. 2-4). Кроме того кольцевая вставка 3 может иметь выступ 7 в полость 6 охлаждения или выступ образуют вставкой 3 и накладкой 4 одновременно (фиг. 5 и 6)
Сборка происходит в следующей последовательности. На центрирующий буртик поршня 1 надевается медная кольцевая вставка 3, а затем накладка 4, которую изготавливают так, что при сборке конические поверхности соприкасаются,
нижняя поверхность накладки не соприкасается с поверхностью днища поршня, и остается зазор 0,05-0,1 мм. Наличие зазора при сварке с нагревом и пЕ иложением давления обеспечивает пластическую деформацию на границе между накладкой и кольцевой вставкой. Все детали перед сборкой обезжиривают и защищают. После
сборки поршень- устанавливают в вакуумную камеру, откачивают воздух, производят нагрев до 500°С и на накладку сверху прилагают давление 50-60 кгс/см. В результате нагрева и давления происходит пластическая деформация по границе конусного соединения между накладкой 4 и вставкой 3 до тех пор, пока не происходит соприкосновение накладки с
поршнем.
Выдержка под давлением и при температуре в течение нескольких минут обеспечивает протекание диффузионных процессов, характерных
для диффузионной сварки. Время выдержки, нагрев и давление выбираются такими, что обеспечивается диффузионная сварка и сводится к минимуму образование интерметал- лидов на границе соединения алюми
НИИ-медь.
Выполнение крепления кольцевой вставки к поршню совместно с накладкой из алюминиевого сплава (материала поршня), имеющих конусную границу соединения, обеспечивает надежную работу поршня. Так как накладка выполнена из материала поршня, то она достаточно прочно и качественно приваривается к поршню без образования хрупкой интер- металлидной прослойки на границе сварки. При сварке накладки со вставкой и вставки с поршнем возможно образование интерметаллид- ной прослойки, что характерно для алюмкгниевых сплавов при сварке с другими материалами (медь, сталь). Интерметаллидная прослойка по границе сплавления является хрупкой - и склонной к разрушению при знакопеременной нагрузке. Однако наличие конусной границы соединения вставки с накладкой препятствует отрыву
вставки от поршня при образовании трещин и других дефектов по границе сварки разнородных металлов и, соот ветственно, аварии двигателя.
Для снижения температуры в головке поршня у форсированных двиг телей в корпусе поршня целесообразно выполнять перед сваркой полость охлаждения, причем в зависимости от конструкции поршня, его форсиров- ки полость располагают так, что улучшается теплоотвод от вставки. В этом случае часть поверхности встаьки является частью поверхности полости .для охлаждения. Для каждого конкретного случая выбирается определенная форма выполнения и расположения полости охлаждения и вставки.
Для дизеля Д240 диаметром 110 м с камерой сгорания типа ЦНИДИ поршень изготовляют из трех частей: из сплава Ал25 (поршень 1), медной вставки 3 и накладки 4 из сплава Ал25 и соединяют в целое диффузионной сваркой. Для этого поршень 1 изготавливают на 5 мм короче и обтачивают с припуском 1,5-2,5 мм по боковой поверхности.
в центре заготовки поршня 1 при проточке торцовой части со стороны камеры 2 сгорания оставляется центрирующий буртик диаметром 35 мм (для установки на не.го кольцевой вставки 3 при сварке). При окончательной механической обработке камеры его- рання буртик срезается.
Кольцевую вставку 3 толщиной
5 мм штампуют из медного листа и обтачивают: внутренний диаметр 35 мм для посадки на центрирующий буртик в поршне 1, наружная поверхность коническая с углом при основании корпуса 45 и диаметром основания 60 мм.
Накладку 4 отливают из материала поршня (сплав Ал25) в виде кольца и протачивают внутреннее отверстие
коническое, соразмерное с наружной поверхностью кольцевой вставки 3, наружный ,диаметр, соразмеренный с поршнем 1.
После чего производят сборку
деталей.
Фиг. 2
Фмг.5
ШФмг.4
Фиг. 5
Фаг. 6
Фиг. 7
Фиг:в
Редактор О.Головач
Составитель В.Лобанов Техред А.Алиев
Заказ 1308/45
Тираж 523Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фиг. 9
Корректор Е.Сирохман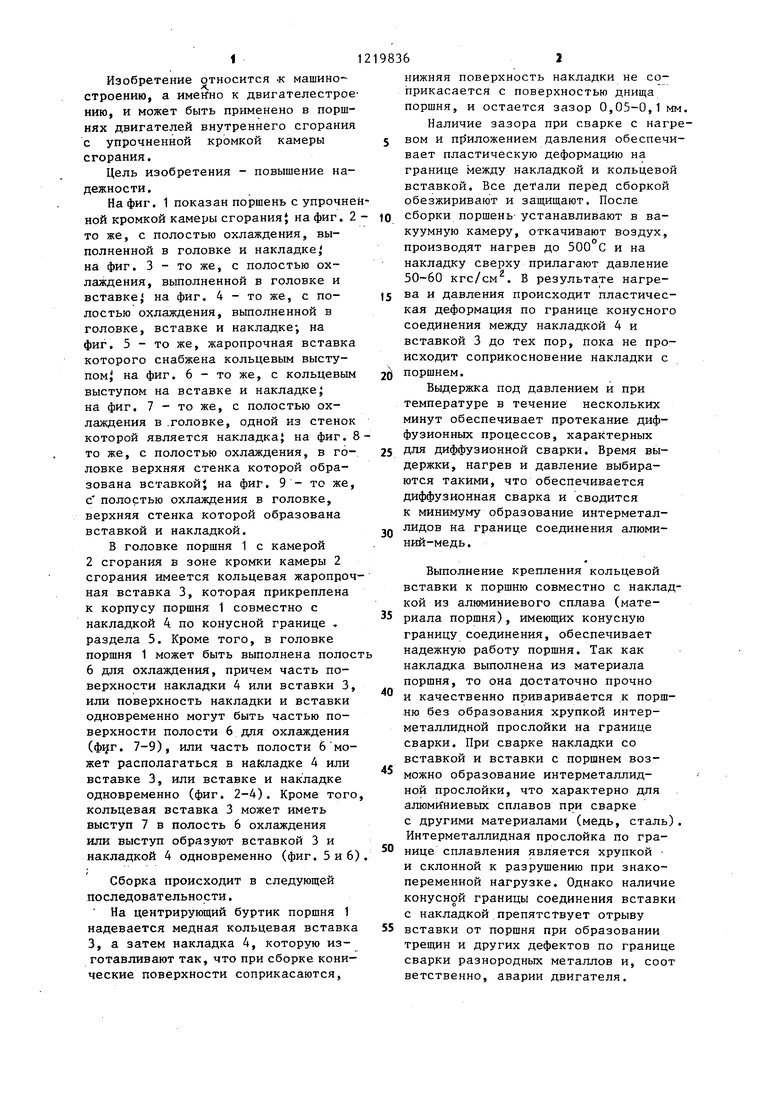
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| ДЕТАЛЬ, ИМЕЮЩАЯ, ПО МЕНЬШЕЙ МЕРЕ ОДНУ ИЗНОСОСТОЙКУЮ ПОВЕРХНОСТЬ, И СБОРОЧНАЯ ЕДИНИЦА, СОДЕРЖАЩАЯ ТАКУЮ ДЕТАЛЬ | 2013 |
|
RU2549275C2 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2205970C2 |
| ЧЕТЫРЕХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2028471C1 |
| ПОРОШКОВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2509817C1 |
| Поршень | 1980 |
|
SU943423A1 |
| Поршень из алюминиевого сплава для двигателя внутреннего сгорания | 1986 |
|
SU1312216A1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
| ОППОЗИТНЫЙ ЧЕТЫРЕХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2027035C1 |
| Поршень | 1980 |
|
SU943423A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
