Изобретение относится к технологии производства оптических деталей и может быть использовано в производстве линз-менисков с близкими по абсолютному значению радиусами.
Целью изобретения является повышение качества и производительности изготовления менисковых линз за . счет совмещения операций.
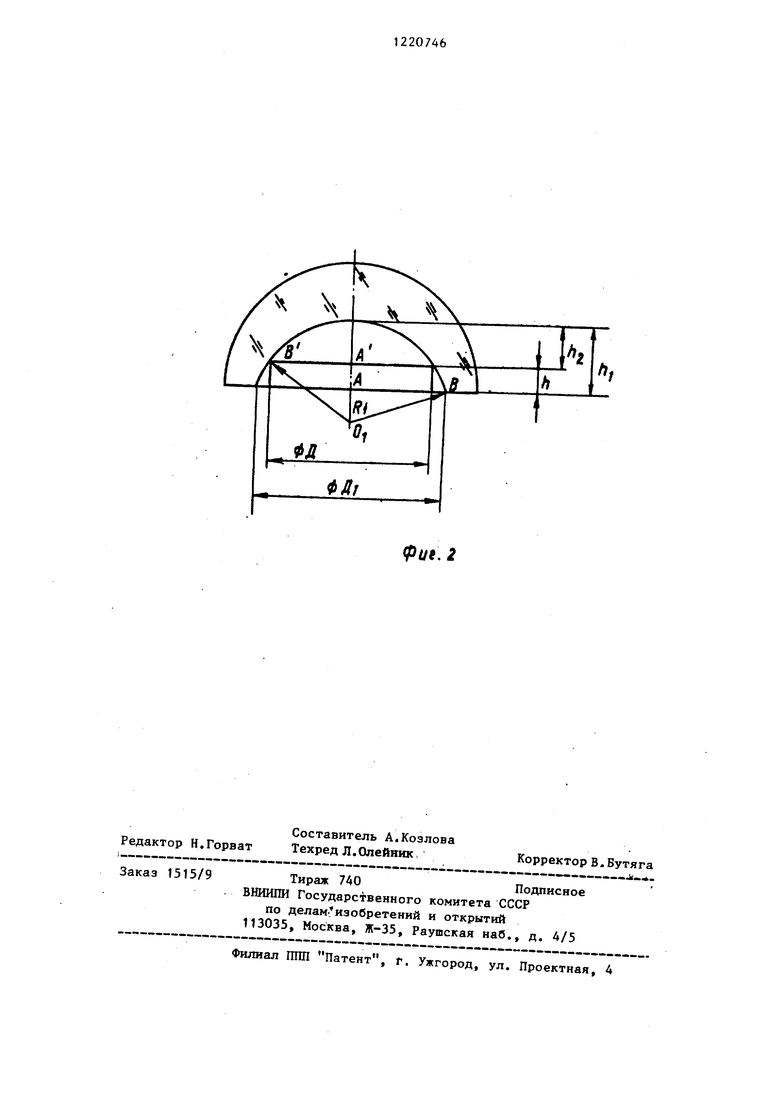
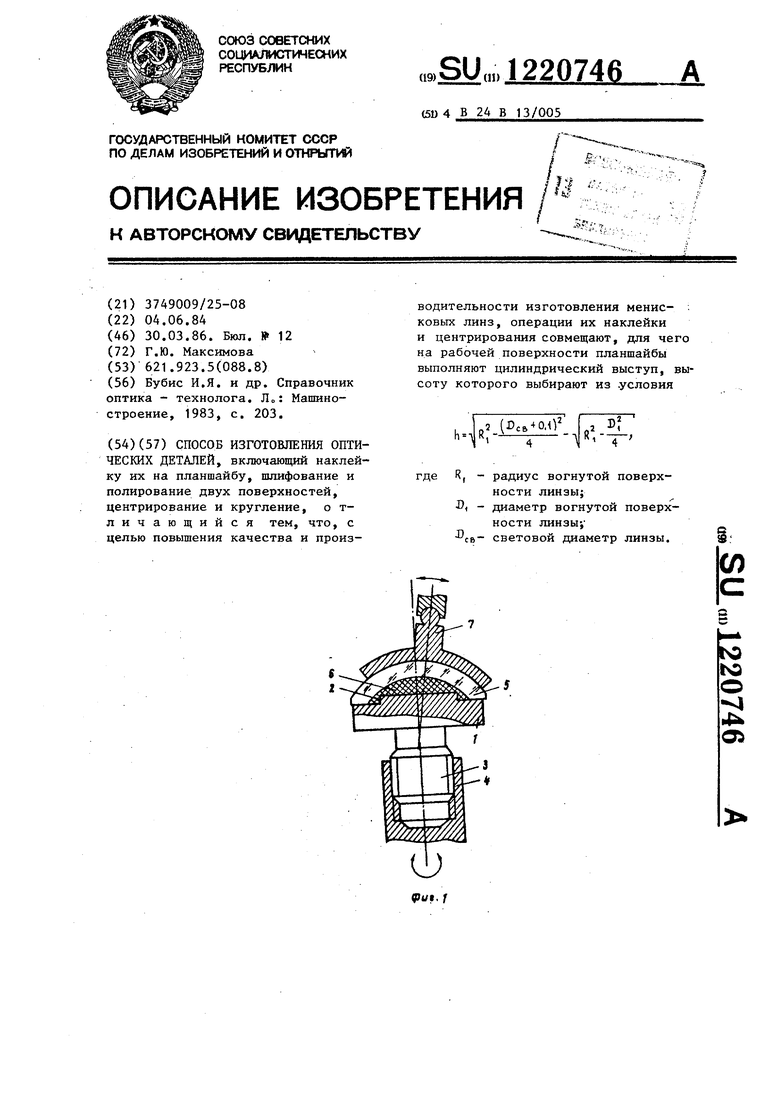
На фиг. 1 представлена схема реализации способа; на фиг. 2 - геомет рические параметры линзы и цилиндрического выступа планшайбы.
Схема для реализации способа содержит планшайбу 1 с цилиндрическим выступом 2 и хвостовиком 3 для закрепления во вращающемся шпинделе 4 шлифовально-полировального станка Обрабатываемую деталь 5 с предварит ельно обработанной вогнуто поверхностью блокируют на планшайбу 1 смолой 6 о Собранный таким образом блок закрепляют в шпинделе 4 шлифовально-полировального станка. Ведут, шлифование выпуклой поверхности детали 5 инструментом 7. Соосность вогнутой поверхности оси -вращения блокировочного устройства и выпуклой поверхности обеспечивается расчетом параметров Д) и Ь где
D - диаметр цилиндрического выступа ; h - высота цилиндрического выступа
ьЛ-ь,,
Из 40, А в и О, находим
0,A.,
где R, - радиус вогнутой поверхности линзы
а. h,.R,-0,A-R, h, R,-0,A ;
0,A4o,B A ff - JR:4;
Подставляя значения h, и 2 в уравнение (1), находим
.
«
Диаметр D выбирают из условия
C-D,, + 0,1,
где .DJ - световой диаметр линзы,
что обеспечивает исключение нарушения поверхности линзы в рабочей зоне кромкой выступа. Для того, чтобы блокировочное устройство центрировало вогнутую
поверхность, необходимо выдерживать соответствие параметров планшайбы и закрепляемой на нем оптической детали. Контроль ведут методом притира или по индикатору
с насадкой. Если высота Ь| стрелки прогиба вогнутой поверхности больше расчетной, то контакт детали будет только по торцу. Если h, меньше расчетной, то деталь повиснет на
выступе.
Правильный выбор параметров из формул (1) и (2) обеспечивает двойную опору детали - по торцу и по кольцу светового диаметра, что
гарантирует соосное расположение вогнутой поверхности по отношению к инструменту. При необходимости производят подшлифовку торцов детали. После шлифовки и полировки деталь на блоке поступает на округливание для деталей средней точности с С 0,05 или на центрирование по прибору для деталей С :ё 0,05. Округливание можно производить и для сложных деталей, которые в дальней- шем центрируются автоколлимационным методом в оправах.
Шлифовка, полировка и округливание при этом осуществляются на одном и том же устройстве, что повышает точност изготовления линз и, следовательно, процент вькода годных линз. Кроме того, предложенные способ и устройство позволяют сократить число операций (наклейку на патрон по прибору, промывку, разблокировку) , экономить вспомогательные материалы.
Редактор Н.Горват
Составитель А.Козлова Техред Л.Олейник
Заказ 1515/9
Тираж 740Подписное
ВНИИПИ Гocyдapci вeннoгo комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
...
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
(pue.2
Корректор В. Бутяга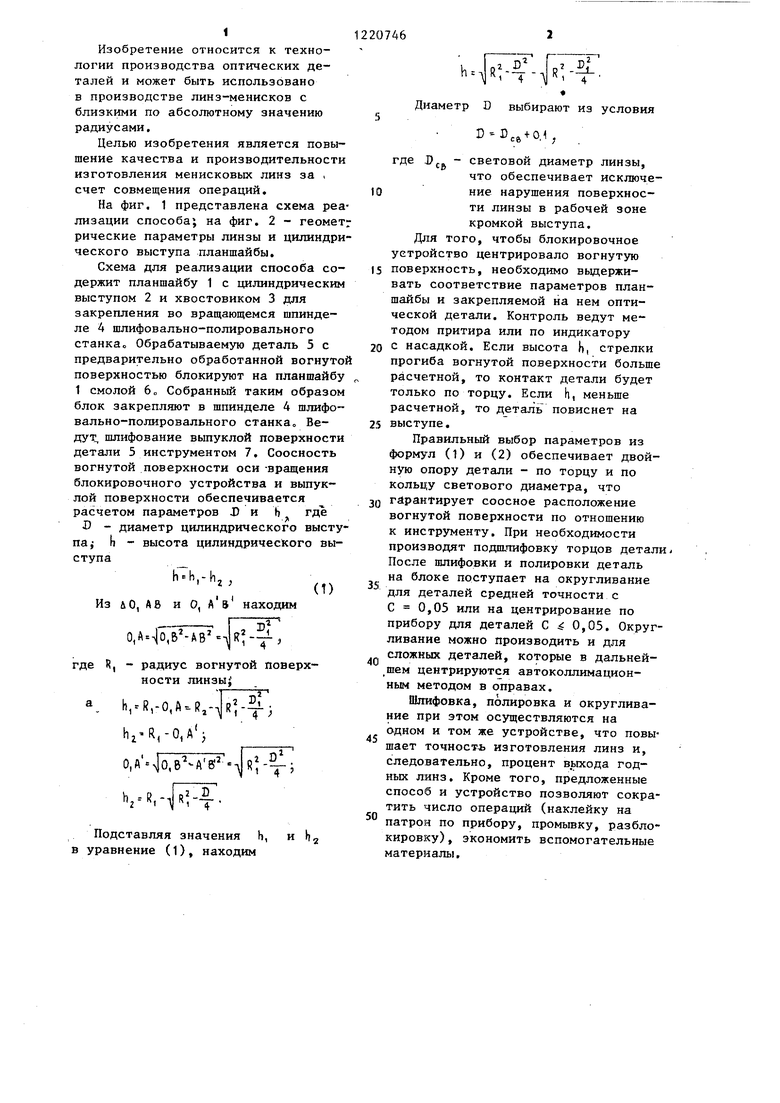
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| УДАРНО-ОБКАТНОЙ ИНСТРУМЕНТ С АКСИАЛЬНО СМЕЩЕННЫМИ ИНДЕНТОРАМИ | 2009 |
|
RU2412038C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |
| СПОСОБ ОДНОСТОРОННЕГО ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2159173C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| Бубис И.Я | |||
| и др | |||
| Справочник оптика - технолога | |||
| Ло Машиностроение, 1983, с | |||
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
