Изобретение относится к металлообработке и может быть использовано при закреплении различных деталей.
Цель изобретения : повышение точности закрепления путем обеспечения равномерности распределения усилий закрепления.
На фиг.1 представлен цанговый патрон, разрез; на фиг.2 - сечение А-А на фиг.1 (с зажатой деталью, имеющей овальную внешнюю поверх- ность); на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - вид В на фиг,1.
Цанговьй патрон состоит.из корпуса 1 , передняя часть которого выполнена в виде цилиндрической цанги 2 с гнездом 3 под обрабатьюаемую деталь 4, На внешней поверхности цанги 2 выполнен кольцевой бурт 5 под паз 6, выполненный на внутренней поверхности нажимного элемента в виде рычагов 7, на внешней поверхности которых вьтолнена проточка 8 под стяжное кольцо 9, удерживаемое штифтом 10, установленным Па внепшей поверхности рычагов 7. С одной стороны рычаги 7 контактируют с внешней поверхностью лепестков 11 цанги 2, а противоположными скошенными торцами с конической поверхностью 12 втулки 13, которая установлена на шпойке подвижно в осевом направлении на внешней поверхности корпуса 1.
Коническая поверхность 12 представляет собой поверхность, разбитую на участки, имеющие различный наклон к внешней поверхности корпуса, что определяет различный наклон рычагов 7, а следовательно, и различный прогиб лепестков 11. Величина наклона участков конической поверхности 12, их длина, определяются в соответствии с профилем внешней поверхности обрабатываемой детали 4 и гарантированным зажимом лепестков 11 цанги 2 обрабатываемой детали 4. Эти величины могут быть определены как расчетным путем, так и опытным. Торцовой поверхностью 14 втулка 13 взаимодействует с гайкой 15, обеспечивающей перемещение втулки 13 к плечу 16 рычага 7. Поверхность плеча 16, взаимо действукяцая с конической поверхностью 12 втулки 13, может быть различной, например овальной.
Зажим обрабатываемой детали 4 осуществляется следуняцим образом.
На бурт 5 монтируются рычаги 7, в проточку 8 которых устанавливается стяжное кольцо 9, после чего в отверстия 17, выполненные в рычагах 7,
устанавливаются штифты 10, препятст- вукяцие смещению стяжного кольца 9. Для исключения перемещений рычагов 7 по бурту 5, штифты 10 устанавливаются в пазах 18, выполненных на стяжном кольце 9. Таким образом, рычаги 7 фиксируются относительно друг друга.
Фиксирование рычагов 7 относительно втулки 13 осуществляется при помощи штифтов 19, установленных на конической поверхности 12, обеспечивая расположение втулки 13 относительно рьгаагов 7.
Далее на корпус 1 устанавливается
втулка 13, так чтобы ее коническая поверхность 12 контактировала с плечами 16 рычагов 7. После этого устанавливается гайка 15. В гиездо 3 цанги 2 устанавливается обрабатываемая
деталь 4,-например, имеющая овальную внешнюю поверхность. Совмещение при установке детали 4 профиля втулки 13 и обрабатываемой детали 4 может осуществляться различными способами,
например, по рискам, фиксирующим максимальный выступ на поверхности втулки 13 и наименьший диаметр у обраба- тьгоаемой детали 4.
При завинчивании гайки 15 втулка 13 перемещается по поверхности корпуса 1 и конусной профилированной поверхностью 12 воздействует на плечи 16 рычагов 7. Последние, своими противоположными плечами, опираясь на
бурт 5, надавливают на лепестки 1I цанги 2, заставляя их прогибаться в соответствии с заданным профилем втулки 13, и зажимают обрабатываемую деталь 4. Для обеспечения постоянного момента закрепления обрабатьгоае- мой детали 4 поджатие гайки 15 осуществляется ключом. Для исключения случаев отвинчивания гайки 15 в процессе обработки деталей она может
контриться.
Съем обрабатываемой детали 4 осуществляется в обратной последовательности: отвинчивается гайка 15, освобождается втулка 13, а следовательно, и рычаги 7, освобождающие лепестки 1 1 цанги 2, которые возвращаются в исходное положение, освобождая обрабатываемую деталь 4.
31220875.
для обработки цилиндрических де- меняя втулку 13 в талей втулка 13 выполняется в патроне можно обрабатывать де кольца с конусной по- тали с различным отклонением верхностью 12 . Таким образом . от цилиндричности. .5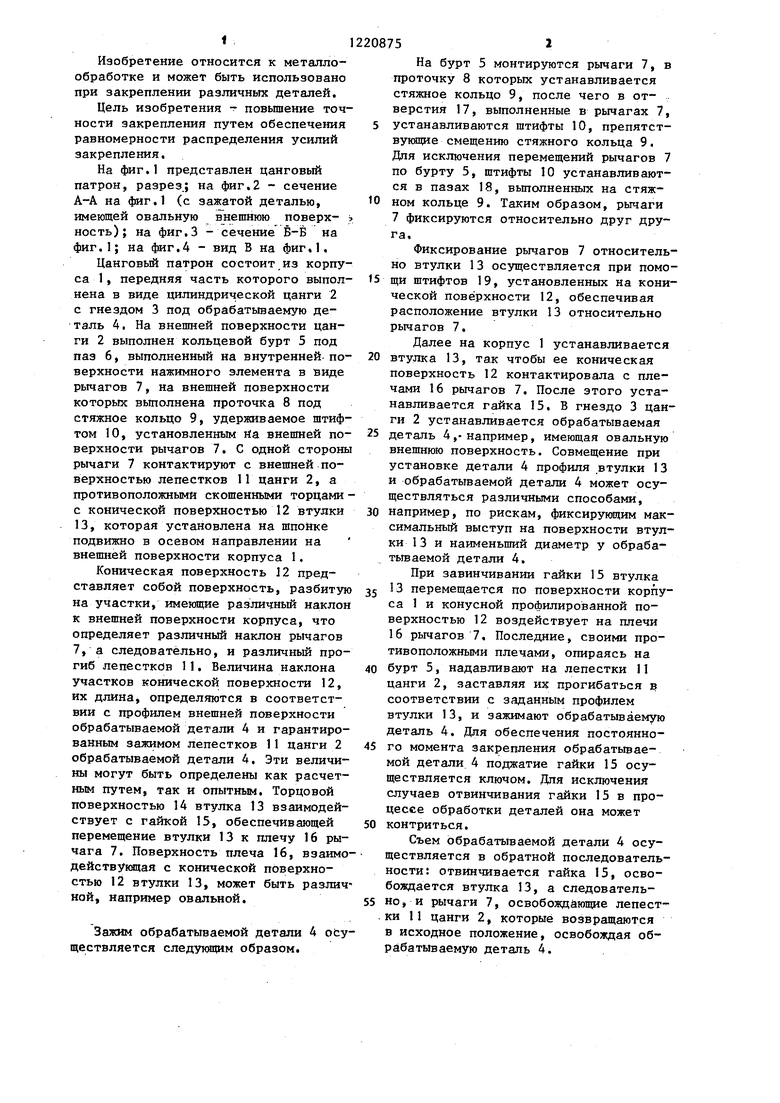

| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежный цанговый патрон | 1981 |
|
SU1053978A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Цанговый патрон | 1986 |
|
SU1399041A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| Цанговый патрон | 1980 |
|
SU906644A1 |
| ЦАНГОВЫЙ ПАТРОН С РУЧНЫМ ПРИВОДОМ | 2000 |
|
RU2191094C2 |
| Центробежный цанговый патрон | 1982 |
|
SU1065102A1 |
| Цанговый патрон | 1989 |
|
SU1731453A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
Л-Л
6-6
вид В
ff
Фut,l
| Цанговый патрон | 1980 |
|
SU904906A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
