Изобретение относится к пайке, а именно к печной вертикальной пайке, где требуется горизонтальное постоянно действующее усилие для фиксации и постоянного поджима паяемых детале И может быть использовано во всех отраслях техники, где применяются паяные конструкции.
Целью изобретения является обеспечение пайки с поджатием в горизонтальном направлении.
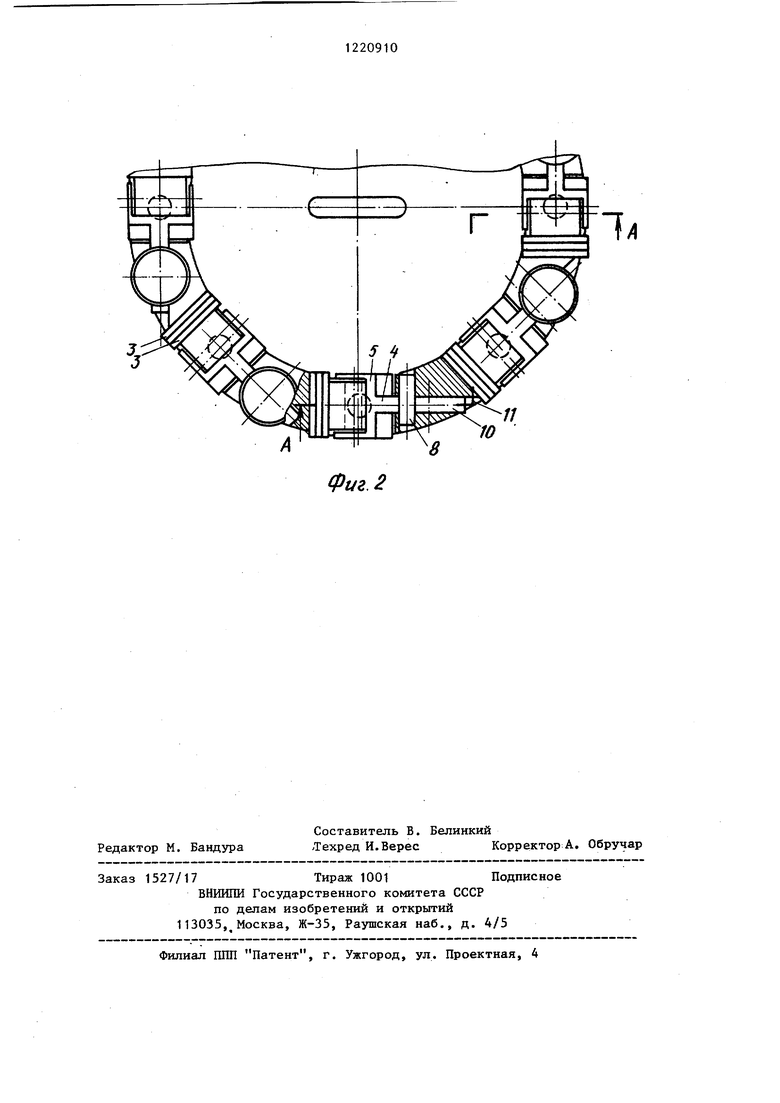
На фиг. 1 представлено устройства в сборе с местными разрезами, общий вид , разрез А-А на фиг. 2; на фиг. 2 - то же, вид сверху.
Устройство для пайки (СОСТОИТ из относительно массивного кольцеобразного фланца со сквозными гнездами 2 по кругу для размещения паяемых деталей 3 и механизма передачи усили сжатия, выполненного в виде рычага 4 с вилкой 5, в которой размещены свободно вращающиеся на оси 6 ролики 7. Рычаги 4 свободно насажены на осях 8 которые запрессованы в перемычках 9 корпуса 1. Второе плечо 10 рычагов 4 размещено в пазах 11 перемычек 9 и упирается на стадии предварительной фиксации паяемых деталей 3 в торец фиксирукндего винта 12.
Рычаги 4 в рабочем положении роликами 7 опираются на опорные стойки 13, свободно проходящие через отверстия 14 в нижней части корпуса 1 и закрепленные в соответствующих резьбовых отверстиях независимой от корпуса подставки 15. Опорные Стойки могут регулироваться по высоте путем поворота их за граненые части 16. Тяга с кольцом 17 крепится на подставке 15 и служит для удобства установки всего устройства в печь и извлечения его оттуда.
Устройство работает следующим образом.
Паяемые по плоскости детали 3 с проложенным между ними припоем размещаются при сборке в гнезде 2 между вертикальной стенкой перемычек 9 и роликами 7 рычагов 4. Предварительная фиксация и ПОДЖ1Ш паяемых деталей осуществляется путем поворо
0
S
0
5
та рычага-4 вокруг оси 8 при ввертывании фиксирующего винта 12 в перемычку 9 до контакта с плечом 10 рычага 4 и дальнейшим его перемещением-до упора ролика 7 в паяемые детали и поджатия их к стенке ,выемки. После закрепления паяемых деталей во всех выемках корпус устанавливается на подставку 15 до упора роликов 7 в сферические торцы опорных стоек 13, свободно проходящих через отверстия 14 в нижней части корпуса 1. Для обеспечения гарантированного контакта всех роликов с опорными стойками 13 последние могут регулироваться по высоте уже в сборе путем их подкручивания за граненую часть 16, вследствие чего опорные стойки ввинчиваются или вывинчиваются своей резьбовой частью 18 в подставку 15. Для обеспечения прокатывания роликов 7 в процессе расплавления припоя по поверхности паяемых деталей 3 при постоянном их поджатии 5 необходимо, чтобы вертикаль, проходящая через ось опорной стойки, проходила между осью ролика и осью рычага.
0 При этом паяемые детали 3 сжимаются в горизонтальном направлении под действием массы корпуса 1, равномерно распределенной по всем стойкам 13 после их регулировки по высоте до
r контакта с поверхностью всех роликов. С целью исключения смещения паяемых деталей друг относительно друга целесообразно дополнительно фиксиро- рать их друг относительно друга и
0 Ьтносительно фланца устройства.
Ролики изготавливаются из материала, не взаимодействующего при контакте с припоем и материалом паяемых деталей при пайке, или имеют соответствующее покрытие, что предотвра5
щает их прихватьшание. В этих же
целях все трущиеся подвижные пары (резьбовые, оси) должны натираться порощком диселенида молибдена, ко- торый, являясь высокотемпературной твердой вакуумной смазкой, предохраняет их от взаимного схватывания.
Фш.2
Редактор М. Бандура
Составитель В. Белинкий
/Техред И. Верес Корре:ктор А, Обручар
Заказ 1527/17Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035,Москва, Ж-35, Раушская наб., д, 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для неразъемного соединения деталей | 1982 |
|
SU1060367A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| Устройство для нанесения твердосмазочных покрытий на внутреннюю цилиндрическую поверхность втулки | 2023 |
|
RU2823556C1 |
| Устройство для индукционной пайки | 1989 |
|
SU1787078A3 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ПАЙКИ | 1967 |
|
SU194529A1 |
| Способ пайки деталей с большими сборочными зазорами | 1985 |
|
SU1328099A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| Способ групповой пайки | 1986 |
|
SU1382606A1 |
| СПОСОБ МОНТАЖА ДЕТАЛЕЙ ПОЛУПРОВОДНИКОВОГО ПРИБОРА К ОСНОВАНИЮ И ПОЛУПРОВОДНИКОВЫЙ ПРИБОР, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2118585C1 |

| Устройство для неразъемного соединения деталей | 1982 |
|
SU1060367A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
