Изобретение относится к пайке, в частности к способам пайки деталей с большими неравномерными сборочными зазорами сложной конфигурации, и может быть исполь- зовано в различных отраслях машиностроения.
Целью изобретения является снижение расхода припоя путем увеличения плотности заполнения зазора закладным элементом.
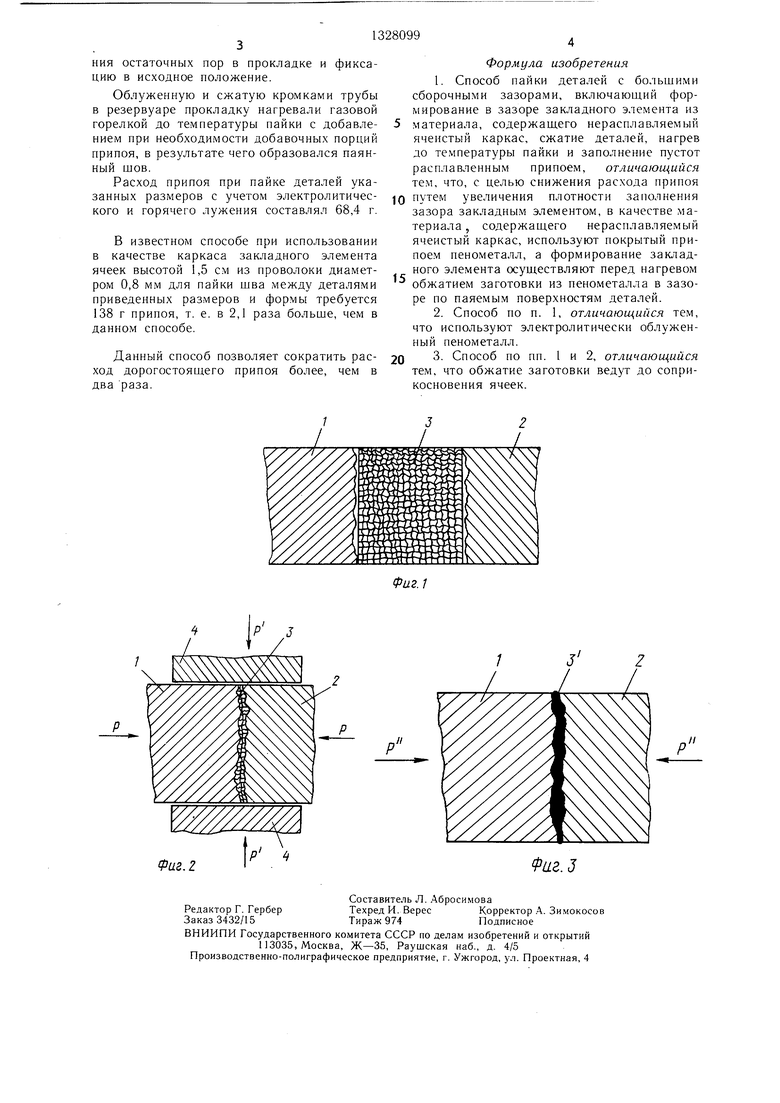
На фиг. 1 схематически изображено введение в зазор заготовки закладного элемента; на фиг. 2 - обжатие заготовки; на фиг. 3 - детали в процессе пайки с компактной прокладкой в зазоре.
Способ реализуется следующим образом.
В зазор между деталями 1 и 2 вводят заготовку 3 из способного к пайке пенометалла, покрытого припоем по всей поверхности перемычек ячеек. Детали 1 и 2 сжимают, деформируя заготовку 3 до необходимой плотности, после чего производят нагрев до температуры пайки.
Нанесение припоя на поверхности перемычек ячеек может быть произведено электролитическим обслуживанием.
Обжатие заготовок перед нагревом может осуществляться до соприкосновения ячеек. Высокая исходная пористость пенометалла при высокой его пластичности, во- первых, обеспечивает при обжатии большую полноту контакта пенометалла с поверхностями паяемых деталей и более высокую плотность заполнения зазора сложной формы, а во-вторых, позволяет реализовать малые усилия обжатия пенометалла в полости зазора, благодаря чему исключается опасность повреждения деформированием тонкостенных деталей, а также деталей из низкопрочных материалов.
В процессе нагрева после обжатия закладного элемента происходит спайка перемычек соприкасающихся ячеек, течение припоя к спаям, а также диффузия припоя в пенометалл и растворение микронеровностей его поверхности, что приводит к образованию системы сообщающихся капилляров, через которые и происходит пропитка закладного элемента припоем. Нри этом благодаря одномерному и двухмерному (в отличии от объемного) обжатию заготовки закладного элемента исключается захлопывание части пор и образование вследствие этого пустот при пайке.
Прочность паяных соединений, полученных по данному способу, определяется главным образом прочностью закладного элемента, так как прослойка припоя между закладным элементом и деталями в этом случае может быть получена какой угодно малой толщины, а для образования закладного элемента всегда можно подобрать такой пенометалл (например: пеноалюминий.
0
5
0
5
0
5
0
5
0
5
пеномедь, пеноникель, пеносталь и др.), который обеспечивает при пайке прочность закладного элемента не меньше, чем прочность материала паяемых деталей. Использование предварительно облуженного гальваническим методом пенометалла позволяет использовать пенометалл с нанесенными на его поверхность вместе с припоем другими элементами, легирующими и упрочняющими его и спай в процессе пайки. Благодаря всему этому предложенный способ позволяет получать паянные соединения с высокой прочностью.
Обжатие закладного элемента может осуществляться в направлении, перпендикулярном паяемому соединению и в направлении соединения, при помощи оправки 4. В процессе нагрева при необходимости добавляют дополнительные порции припоя.
Пример. Производили пайку труб диаметром 245 мм с толщиной стенки 14 мм из углеродистой стали ЗОХГСА с цилиндрическим стальным резервуаром по боковой поверхности в стык под углом 90°. Пайку вели серебряным припоем Пср40. Кромки соединяемых поверхностей обрабатывали абразивным инструментом после огневой резки. Величина зазора между деталями составляла О-1,5 мм, а объем его полости 11 см. В процессе сборки в зазор по всему его периметру размещали заготовку закладного элемента в виде изогнутой по форме паяемого щва полосы пено.меди с пористостью 95-98°/о, шириной 14 мм, и.мею- щую рельеф по высоте, повторяющий рельеф зазора. Плотность пеномеди: 0,1-0,3 г/см до обжатия. Прочность на сжатие пеномеди составляет 6-7 кГс/см.
Пеномедь перед фор.мированием из нее прокладки в зазоре между паяемыми деталями подвергали гальваническому лужению серебрянным припоем с принудительной циркуляцией через ее объем технологических гальванических растворов и электролита. Толщина покрытия перемычек ячеек припоем составляла 10-15 мкм.
Обжатие заготовки прокладки проводили осевым прижатием трубы к резервуару с использованием оправки в виде цилиндрических обойм со стороны наружной и внутренней поверхностей паяемой трубы. Цилиндрическая обойма с внутренней стороны трубы являлась одновременно и направляющей для сопряжения ее с резервуаром по кромке спая. В результате обжатия заготовки приведенных размеров до размеров зазора между деталями ее плотность изменялась до 5,6 г/см , а пористость - до 45°/о.
После обжатия заготовки прокладки производили попеременное сжатие трубы и резервуара от нее с горячим лужением под флюсом их поверхностей газовой с добавлением порций припоя для заполнения остаточных пор в прокладке и фиксацию в исходное положение.
Облуженную и сжатую кромками трубы в резервуаре прокладку нагревали газовой горелкой до температуры пайки с добавлением при необходимости добавочных порций припоя, в результате чего образовался паянный шов.
Расход припоя при пайке деталей указанных размеров с учетом электролитического и горячего лужения составлял 68,4 г.
В известном способе при использовании в качестве каркаса закладного элемента ячеек высотой 1,5 см из проволоки диаметром 0,8 мм для пайки шва между деталями приведенных размеров и формы требуется 138 г припоя, т. е. в 2,1 раза больше, чем в данном способе.
Данный способ позволяет сократить расход дорогостояшего припоя более, чем в два раза.
Формула изобретения
1.Способ пайки деталей с большими сборочными зазорами, включаюший формирование в зазоре закладного элемента из
материала, содержащего нерасплавляемый ячеистый каркас, сжатие деталей, нагрев до температуры пайки и заполнение пустот расплавленным припоем, отличающийся тем, что, с целью снижения расхода припоя
Q путем увеличения плотности заполнения зазора зaKv aдным элементом, в качестве материала , содержащего нерасплавляемый ячеистый каркас, используют покрытый при- пое.м пенометалл, а формирование закладного элемента осуществляют перед нагревом обжатием заготовки из пенометалла в зазоре по паяемым поверхностям деталей.
2.Способ по п. 1, отличающийся тем, что используют электролитически облужен- ный пенометалл.
3.Способ по пп. 1 и 2, отличающийся тем, что обжатие заготовки ведут до соприкосновения ячеек.
5
0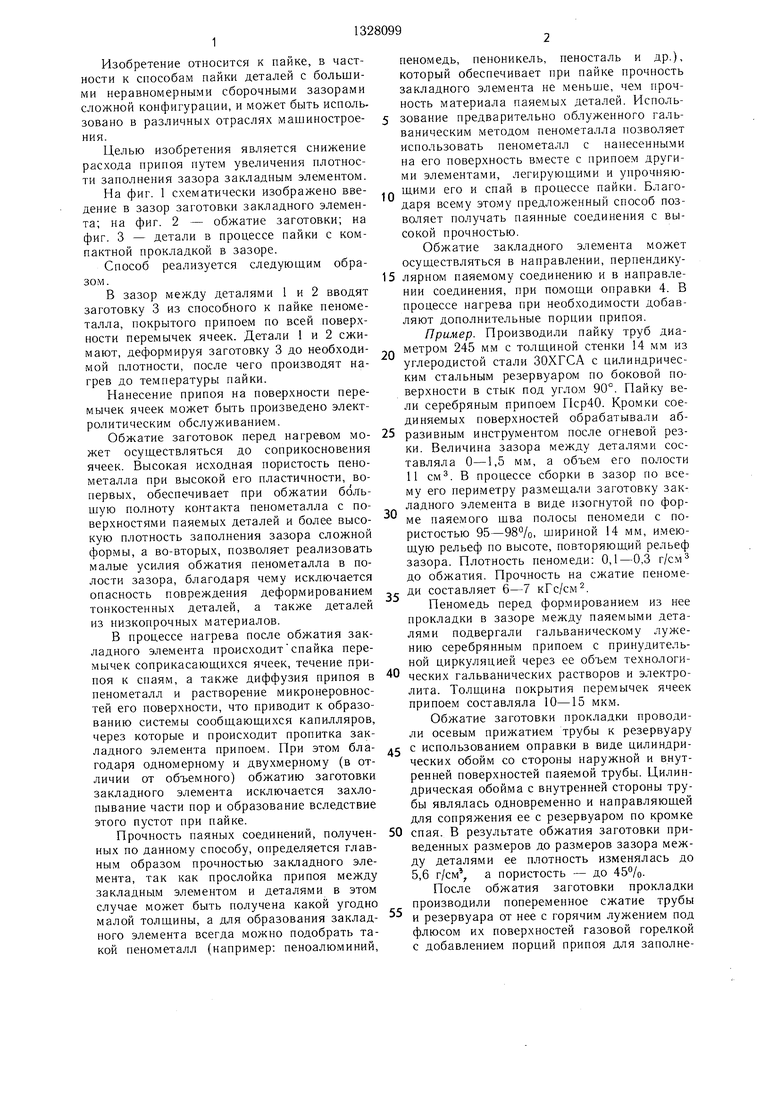
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки изделий с большими сборочными зазорами | 1978 |
|
SU880644A1 |
| Способ пайки некапиллярных соединений | 1986 |
|
SU1362579A1 |
| Способ пайки деталей с переменными по величине зазорами | 1989 |
|
SU1708553A1 |
| Способ лужения и пайки | 1989 |
|
SU1657310A1 |
| Способ пайки | 1982 |
|
SU1077727A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| Способ пайки деталей из разнородных материалов | 1978 |
|
SU737144A1 |
| СПОСОБ ПАЙКИ УЛЬТРАЗВУКОВЫХ ПРЕОБРАЗОВАТЕЛЕЙ ИЗ МАГНИТОСТРИКЦИОННЫХ ФЕРРИТОВ | 1991 |
|
RU2022733C1 |
| Способ групповой пайки | 1986 |
|
SU1382606A1 |
Изобретение относится к способам пайки, в частности деталей с большими сборочными зазорами. Целью изобретения является снижение расхода припоя путем увеличения плотности заполнения зазора закладным элементом. В зазор между деталями помещают заготовку из пенометалла, покрытого припоем по всей поверхности перемычек ячеек-. До пайки собранные детали сжимают до необходимой плотности. Нанесение припоя на поверхности перемычек ячеек может быть.произведено электролитическим об- луживанием. Обжатие собранных деталей перед нагревом может осуществляться до соприкосновения ячеек. Высокая исходная пористость пенометалла при высокой его пластичности обеспечивает при обжатии большую полноту контакта пенометалла с поверхностями паяемых деталей и более высокую плотность заполнения зазора сложной формы, малые усилия обжатия, что исключает опасность повреждения деформированием тонкостенных деталей, а также деталей из низкопрочных материалов. 2 з.п. ф-лы, 3 ил. SS (Л оо ГС 00 о со х
/
р J
Фаг. 2
Фи.г.3
Редактор Г. Гербер Заказ 3432/15
Составитель Л. Абросимова
Техред И. ВересКорректор .4. Зимокосов
Тираж 974Подписное
ВНИИПИ Государствеииого комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ ПРОИЗВОДСТВА КОМПОТА ИЗ ЯБЛОК | 2022 |
|
RU2829597C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ пайки изделий с большими сборочными зазорами | 1978 |
|
SU880644A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
