Для изготовления стеклянных ампул и т. п. изделнй из трубчатых заготовйк до снх порПрименялся прнем размягчения путем нагревания трубки в onpeiAeленном месте, при чем образование гОрлышка в размягченном месте трубки осуществлялось посредством растягивания трубки.
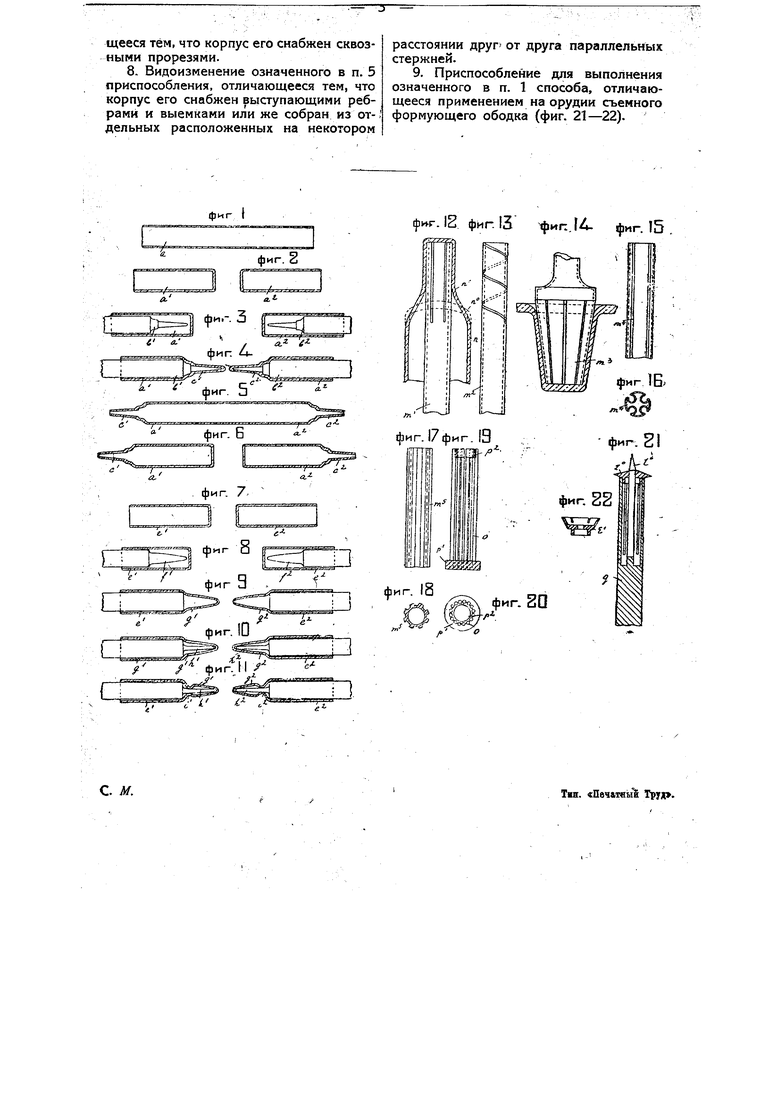
В основу предлагаемого способа положен иной прием, заключающийся в том, что в отрезке трубки образуют пуTiBM сваривания и прследующей стеклодувной формовки донышко, которому затем при помощи специального инструмента-керна придают форму горлышка. На чертеже способ поясняется примерами. Фиг. 1 до б-изготовление ампул, согласно изобретению, в шести различных стадиях; фиг. 7 до 11-изготовление ампул с суженным горлышком в четырех стадиях; фиг. 12 - керн для выполнения способа в продольном виде; фиг. 13- другой керн в продольном виде; фиг. 14- третий керн - то же; фиг. 15 и 16- четвертый керн-то же и в поперечном разрезе; фиг. 17 и 18-пятый керн-тоже; фиг.19 и 20 - шестой керн в продольном разрезе и плане; фиг. 21 -продольный разрез видоизменённого Керна;
фиг. 22-продольный разрез другого варианта керна.
В способе по первому примеру (фиг. 1 до 6), представленная на фиг, 1 труба в, при помощи огня разлагается посредством плавления на две снабженные донышками трубки а и а (фиг. 2). В эти трубки вводятся керны Ь и Ь (фиг. 3) и, посредством продвигания этих кернов, еще мягким донышкам придается форма горлышек с или г (фиг. 4). После этого верхушки горлЫшек открываются, обе трубки переворачиваются и спаиваются открытыми концами вместе (фиг. 5). Так получается одна ампула с двумя горлышками. Если хотят из нее получить две отдельных ампулы, то трубку плавлением разлагают на две, снабженные донышком ампуль (фиг. б). В спрсобе по второму примеру (фиг. 7 до 11) прежде всего опять изготовляются по фиг. 1 и 2, две снабженные донышком трубки е и е (фиг. 7). Затем вводятся керны/ или/ t конусообразной верхушкой (фиг. 8) и горлышки g или предварительно формуются посредством продвигания вперед этих кернов (фиг. 9). Затем керны / и / вынимаются и заменяются кернами Л и Л с более тонкой верхушкой. Под огнем
горлышки опадают на эти керны, в силу чего получаются сужения или , внутренний диаметр которых равен диаметру верхушек кернов. Дальнейшая обработка происходит по фиг. 5 и б. Фиг. 12 представляет орудие m для формовки цилиндрического горлышка бутылки п из донышка п° трубки п. Керн полый и снабжен продольными прорезями, вследствие чего имеет небольшую массу и упруг в поперечном направлении. Фиг. 13 изображает подобный же керн т, снабженный, однако, винтообразной прорезью, чем достигается упругость в поперечном и продольном направлениях. Фиг. 14 представляет конусообразный керн от с продольными прорезями. Фиг. 15 и 16 представляют полый, тонкостенный керн т, имеющий волнистое поперечное сечение. Этот керн упруг в поперечном направлении ц во время работы прикасается лишь к части поверхности трубки. Фиг. 17 и 18 изображают полый керн т, снабженный в продольном направлении снаружи выемками, для уменьшения поверхности теплопередачи. Фиг. 19 и 20 изображают керн, состоя-, щий из стержней о, вставленных внизу на дощечку р и наверху покоящихся в мелких жолобах снабженного прорезями кольца /). Керн действует как полый, имеющий выемки керн, будучи упругим в поперечном направлении. В изображенном на фиг. 21 керне верхушка f его не укреплена на ободке, а соединена с цилиндрической частью 9,,так что только головка г свободно сидит на этой части. Вследствие этого, при остывании, лежащая над ободком головка может легко уменьшиться и в ней не возникает никаких нежелательных напряжений. Фиг. 22 изображает вариант снабженной ободком части керна по фиг. 21, при чем головка г имеет прорези. Вследствие достигаемой этим упругости, напряжения, возникшие по линии соприкосновения, уменьшаются.
Предмет патента.
1. Способ изготовления стеклянных ампул и т. п. изделий из трубчатых заготовок, характеризующийся тем, что размягченное разогреванием донышко
трубчатого отрезка, образованное обыкновенным способом путем запаивания вытягивают с приданием вытягиваемой части формы суженного горлышка пЬсредством вдвигания в открытый конец трубйи металлического инструмента - керна, имеющего форму, отвечающую внутренним очертаниям формуемого горлышка.
2.Прием выполнения означенного в п. 1 способа, отличающийся тем, что посредствои сваривания трубчатой заготовки посредине образуют одновременно, два запаянных донышка в обоих обрезках и каждому из них придают форму утоненного горлышка путем вдвигания внутрь обрезка трубки вышеозначенного металлического керна (фиг. 1-4).
3.Прием выполнения означенного в п.п. 1 и 2 способа, отличающийся тем, что после формовки горлышек и вскрытия утоненных их колпачков, открытые концы обеих трубок спаивают с целью образования одной удлиненной ампулы с двумя горлышками, могущей быть посредине сваренной и разложенной путем формовк донышек на две самостоятельных ампулы (фиг. 5, 6).
4.Прием выполнения Означенного в п. 1 способа изготовления стеклянных сосудов с горлышком, снабженным суженным перехватом, отличающийся тем, что после предварительного образования горлышка орудие, послужившее для его формовки, вынимают и заменяют более тонким керном, после чего разогревают горлышко в определенном месте с целью вызвать требуемое сужение (фиг. 7-11).
5.При означенном в п. 1 способе формовки, приспособление, отличающееся тем, что с целью обеспечения минимальной теплоемкости орудия, соприкасающегося с размягченным стеклом, корпус его выполнен полым и, по возможности, тонкостенным.
6.Форма выполнения означенного в п. 5 формовочного приспособления, отличающаяся тем. что поверхность его, с целью сообщения орудию некоторой пружинистости и способности деформиро ваться под влиянием давления твёрдею,щего стекла, выполнена волнистою;
7.Видоизменение означенного в п. 5 формовочного приспособления, отличающееся тем, что корпус его снабжен сквозными прорезями.
8. Видоизменение означенного в п. 5 приспособления, отличающееся тем, что корпус его снабжен выступающими ребрами и выемками или же собран из отдельных расположенных на некотором
расстоянии друг от друга параллельных стержней.
9. Приспособление для выполнения означенного в п. 1 способа, отличающееся применением на орудии съемного формующего ободка (фиг. 21-22).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ АМПУЛ | 1927 |
|
SU19738A1 |
| Способ производства двухстенных стеклянных сосудов с вакуумной изоляцией и машины для его осуществления | 1929 |
|
SU30184A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7887A1 |
| МАШИНА ДЛЯ ВЫДУВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ В ФОРМАХ | 1925 |
|
SU7866A1 |
| Способ изготовления стеклянных двустенных сосудов | 1926 |
|
SU7978A1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОТРЕЗАНИЯ И ОТДЕЛКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7468A1 |
| Машина для мытья бутылок | 1933 |
|
SU35593A1 |
| Приспособление для изготовления горлышек в стеклянных сосудах | 1951 |
|
SU99944A1 |
| Ампула для инъекционного шприца | 1927 |
|
SU11234A1 |
| Станок для выделки посадочных стаканов | 1930 |
|
SU27602A1 |
фиг (
фиг. 2
77л-i T -J-iii I
J 2L
. 12 фиг. 13 фиг.1Л. фиг. 15 .
фиг. 18

