Предлагаемое изобретение касается способа производства двухстенных стеклянных сосудов с вакуумной изоляцией посредством спаивания отдельно заготовленных внутренней и наружной оболочек.
Способ состоит в обработке, размягченной нагревом стенки стеклянного сосуда посредством одностороннего ее вальцевания передвигающимся коническим или косорасположенным цилиндрическим вальцем при одновременном быстром осевом вращении обрабатываемого сосуда.
Вращение производится с такой скоростью, чтобы вызвать прижимание размягченной массы к вальцу под влиянием центробежной силы. Описываемая стеклодувная обработка имеет целью устранить вытягивание массы, связанное с местным утонением стенок, вредно отражающимся на прочности изделий. Спаиваемые стеклянные оболочки концентрически вставляются друг в друга и закрепляются в вертикальгюм положе иц горлом вниз, при посредстве асбестовых вставок, в соответствующем патроне, при(37
водимом в быстрое осевое вращение. С боков установленной таким образом заготовки помещены-горелка для разогревания массы и разного рода вальцы: конические и цилиндрические, подносимые с некоторым нажатием к боковой поверхности обрабатываемого сосуда и к его нижней кромке. После сообщения горловине наружного сосуда потребного сужения, последняя под соединенным действием вальцев приваривается к кромке внутренней горловины.
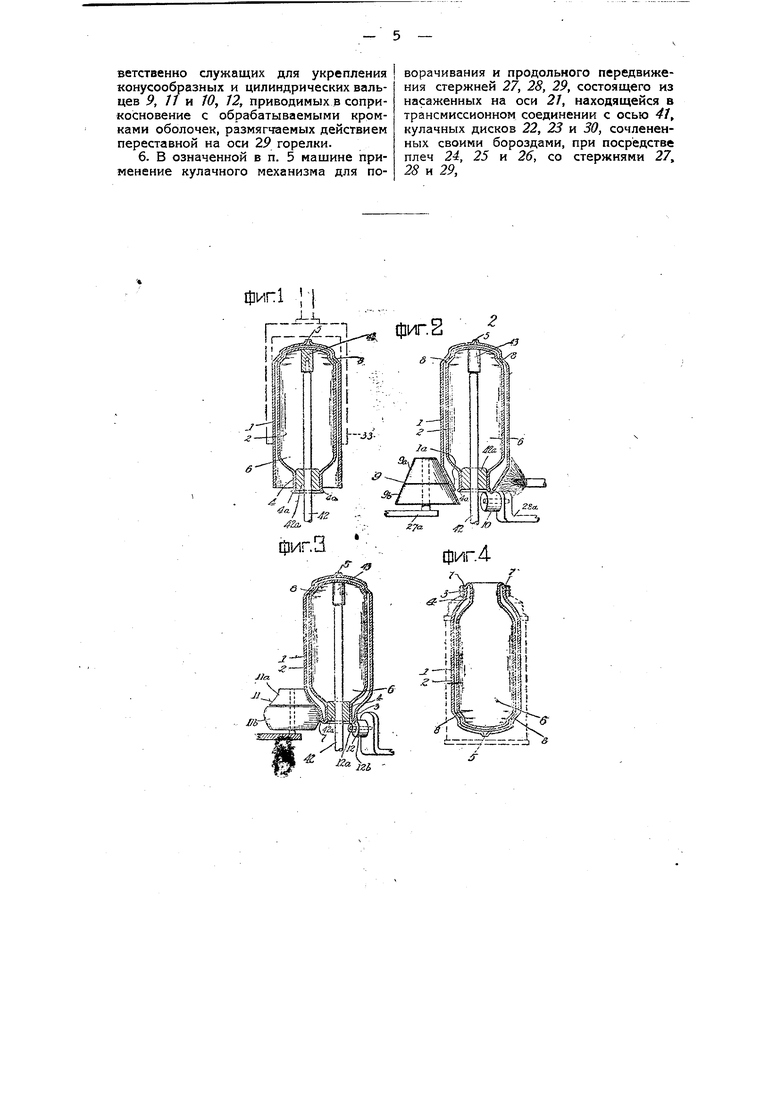
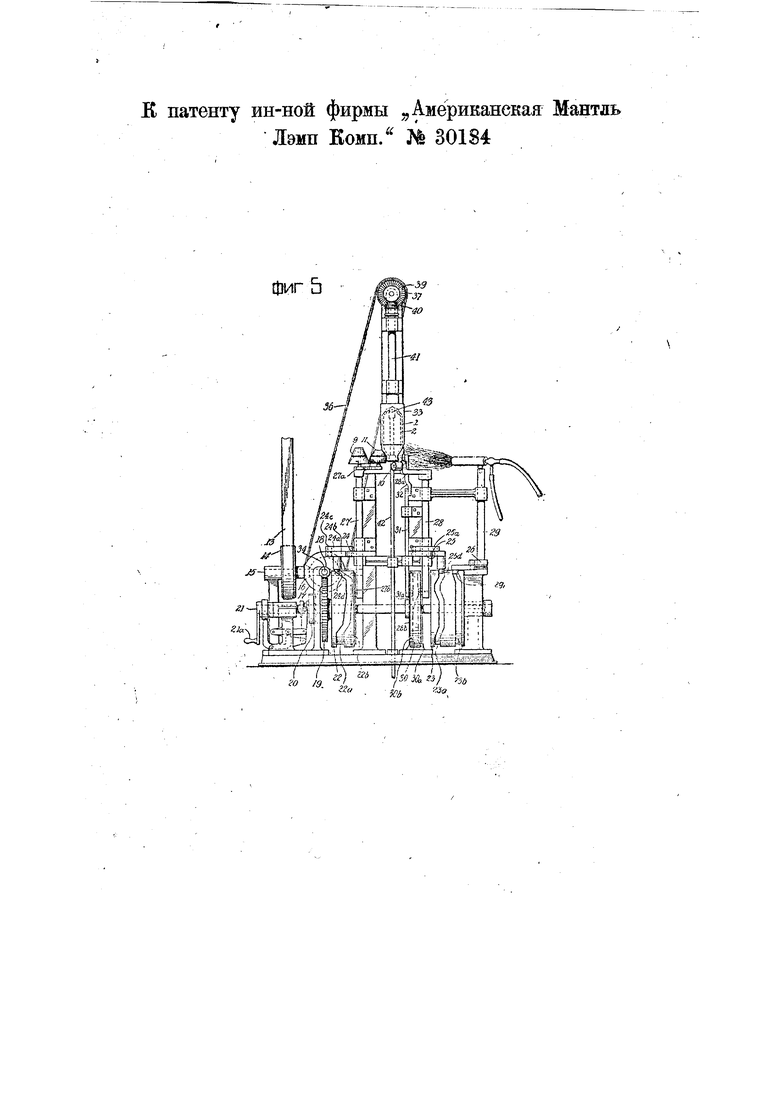
На чертеже фиг. 1 изображает разрез через части стеклянных оболочек с опорными приспособлениями для них; фиг. 2- разрез через обе оболочки в соединении с горелкой с обоими вальцами, вытягивающими свободный край наружной оболочки и соединяющими последнюю, с горлыщком внутренней оболочки; фиг.З- разрез через обе оболочки в соединении с фасонными вальцами, служащими для выделки окончательной формы горлыщка изделия; фиг. 4 - разрез через готовое изделие (пунктирными л 1ниями изображено внешнее очертание кожуха его); фиг. 5-передний вид машины, служащей
Чи
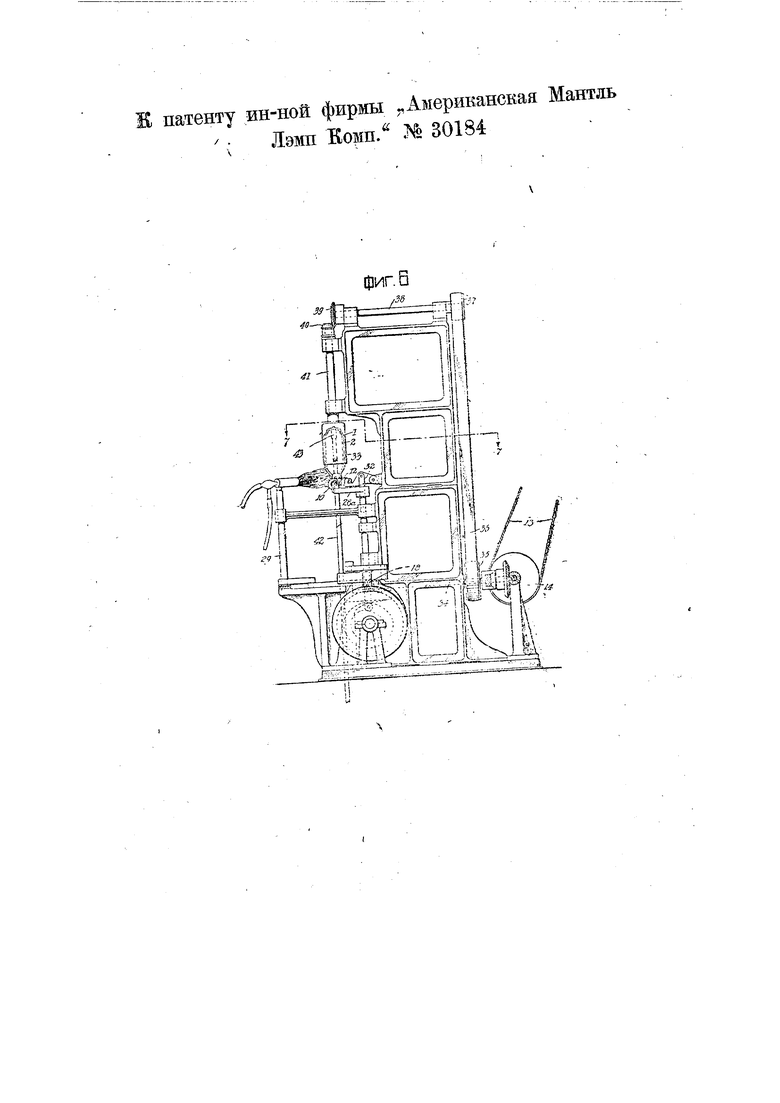
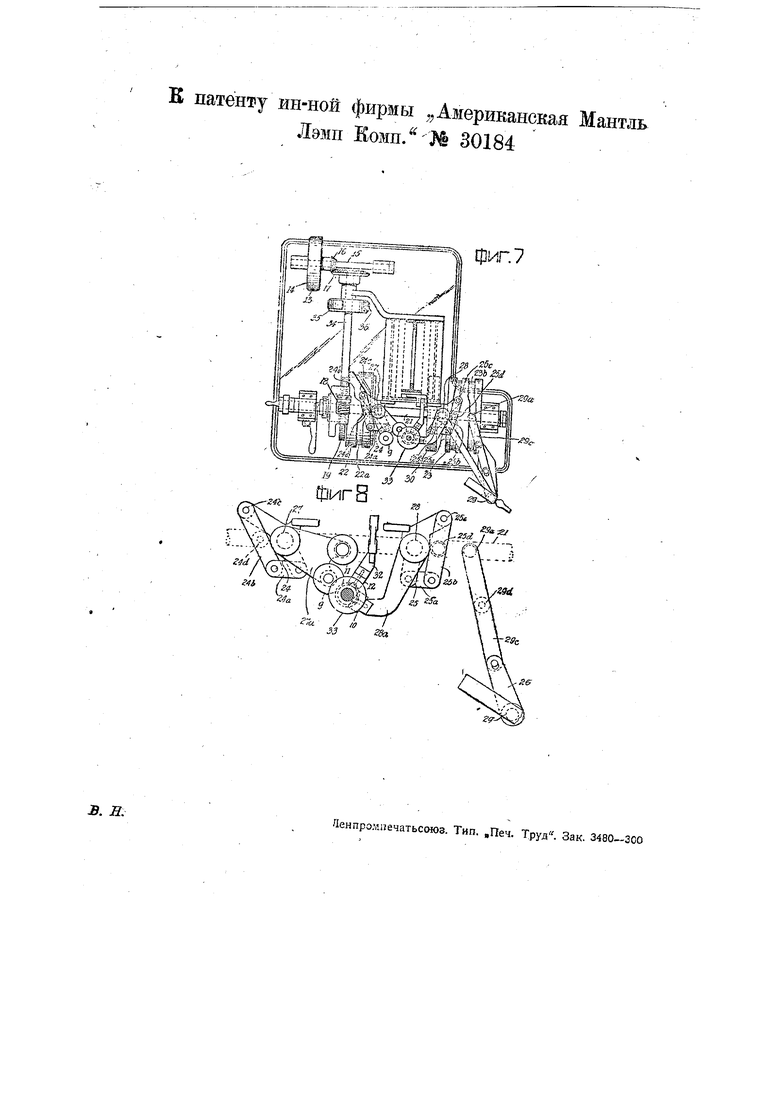
для автрматичеекой выделки изделий по предлагаемому способу; фиг. б-вид сбоку машины; фиг. 7-вид ее сверху по линии 7-7 на фиг. 6; фиг. 8-вид сверху приводного механизма машины.
Машина для осуществления этого способа снабжена вальцами разнообразных фасонов для производства различных процессов предлагаемого способа, при которых стеклянные оболочки соединяются вместе и изделию придается требуемая форма. Изготовленное таким образом изделие состоит из двух концентрических оболочек / и 2, закрыт1 1х в области днищ и соединенных вместе своими горлышками 3 и 4. Днище наружной оболочки 7 имебт отверстие 5, через которое может быть отсосан находящийся между оболочками воздух. В таком случае пространство б внутренней оболочки образует сосуд для пищевых продуктов и жидкостей. При целесообразной форме сосуда предусмотрена кольцеобразная Опорная плоскость 7 на верхнем конце наружной оболочки, за которую может захватывать, загнутый внутрь край кожуха сосуда. Асбестовые прокладки 8 удерживают обе оболочки в концентричном положении до плотного соединения их горлышек и предотвращают возникновение вибраций внутренней оболочки после соединения ее с наружной.
Наружная оболочка 7 сначала имеет цилиндрическую форму, в то время как внутренняя оболочка снабжена горлышком 4 с незначительным фланцем 4а. Последний сплавляется с той частью наружной, оболочки, которая впоследствии в,ырабатывается в горлышко J с необходимым профилем.
Машина снабжена четырьмя вальцами 9, W, 77, 72. Валец 9 имеет форму усеченного конуса, благодаря чему кромка /а наружной оболочки постепенно настолько стягивается внутрь, что можно бь1ло бы произЪестк соединение этой кромки с горлышком внутренней оболочки. Валец fO имеет цилиндрическую форму для соединения смежных кромок стекла. Части 9а и 9Ь вальца 9 состоят из металла и из углеродистого материала, при чем металлом пользуются во время первоначальной операции стягивания и вытягивания, а углеродистым
материалом - с целью предотвращения прилипания его к стеклу. Вальцы 77 и 72 служат для придавания формы. Валец 7/ состоит из верхней части 77а и нижней 776; каждая из которых может вращаться с окружной скоростью, одинаковой скорости , той части наружной оболочки, с которой она соприкасается. Валец 72 состоит из двух цилиндрических частей 72я и 726, которые также вращаются независимо друг от друга и служат для придавания формь нвльцеобразной опорной плocкocт и 7. Профиль вальцев 77 и 72 находится в зависимости от требующейся формы горлышек.
. Для приведения вальцев в движение могут быть применены приводные механизмы, действующие в соответствующем порядке. Подобного рода устройство приводных механизмов показано, на фиг. 5,,6, 7 и 8, где приводной ремень 75, вращающий ременный М, посредством вала 75 приводит в движение передачу коническими зубчатыми колесами 76, 77, вал 34, червяк J8, червячное колесо 7Р и сцепную муфту 20 для оси 27. На этой оси нанесены снабженный бороздой 22я кулачный диск 22f и снабженный бороздами 23а и 231) диск 23, которые посредством соответствующих, снабженных плечами 24, 25 и 26, приспособлений приводят в должные моменты в колебательное движение оси 27, 28 и 29, наглухо соединенные с названными плечами. Для вращения от руки оси 27 имеется рукоятка 27а. Конец плеча 24 шарнирно соединен с одним концом поводка , в то время как другой конец последнего соединен в трчке 24с с рычагом 24Ь, снабженным роликом 24d, входящим в криволинейную борозду 22а диска 22, в то время как подобнцге же части приводного механизма 25, 25а, 256, 25с, 25t служат для движения стержня 28.
Стержень 29 приводится в движение механизмом, состоящим из ролика 2Ра, входящего в криволинейную борозду 256 диска 25, и несущего этот ролик рычага 29с, один конец которого шарнирно соединен с плечом 26 оси 29. На плечах-27(2 и 28а осей 27 и 28 насажены вальцы 9 и Ю, производящие в последовательном порядке работы, показанные на фиг. 2. Далее плечо 27а
несет валец /7 для придавания горлышку 3 соответствующей формы.
Кулачный диск 22 имеет в боковой части фасонную борозду 22Ь, по которой движется ролик 27д, насаженный на нижний конец оси 27. Такое устройство имеет целью приподнимать валец 9, чтобы придать наружной оболочке показанную на фиг. 2 форму. Плечо 24 соединено с осью 27 таким образом, что последний перемещается в нем вертикально. Плечо 25 допускает вертикальное продольное и, кроме того, вращательное движение оси 28, вследствие чего валец JO может перемещаться вверх. Для выполнения этого движения нижний конец оси 28 снабжен роликом 28, приводимым в действие от насаженного на ось 2/ диска 30 с криволинейной бороздой ЗОа.Кулачный диск 30, кроме того, имеет криволинейную борозду ЗОЬ, приводящую в движение валец JO, образующий вышеупомянутую кольцеобразную опорную плоскость 7, при чем для передачи движений служат тяга 57, несущая входящий в -канавку ролик 57а, и шарнирное плечо 32 (фиг. 5).
На оси 29 помещена горелка, служащая для образования пламени для нагревания тех частей оболочки,, которые должны быть обработаны вальцами 9- 72. Означенная ось автоматически вращается в соответствующие .моменты для того, чтобы приближать пламя к стеклу с целью нагревания и размягчения его.
Вращение стеклянных оболочек производится патроном 55 (фиг. 5 и 6), вращаемым шпинделем 34 с насаженным на нем червяком 28, при чем для привода патрона 55 служат ременный шкив 55, приводной ремень 36, ременный шкив 57, шпиндель 38, конические колеса 39, 40 и шпиндель 4L Внутренняя стеклянная оболочка упирается в наружную оболочку посредством регулируемого штифта 42, снабженного наверху колпачком 43, вращающимся вместе с внутренней оболочкой. Штифт 42 имеет центрирующую оправку 42а, на которую насаживается горлышко 4. Передаточный механизм машины устроен таким образом, что патрон вращается с большей скоростью, в то время как другие части приводятся в движение с относительно меньшей скоростью. Быстрое вращение патрона имеет целью прижать размягченное стекло к вальцу 9 благодаря центробежной силе, которая, однако, не препятствует сужению края 7а наружной стеклянной оболочки, из которого формуется горлышко, несмотря на то, что центробежная сила постоянно действует против давления означенного вальца.
Внутренняя оболочка вставляется в наружную и удерживается в ней во взаимном концентрическом положении посредством асбестовых прокладок 8 (фиг. 1- 3), поставленных таким образом, чтобы они препятствовали взаимным продольным и поперечным перемещениям обеих оболочек. Стеклянные оболочки вращаются с такой скоростью, что требуемая центробежная сила начинает действовать на свободном кракх наружной оболочки, размягчаемом затем пламенем и вытягиваемом до тех пор,- пока он не примет форму, показанную на фиг. 2. При этом является целесообразным производить вытягивание инструг ентом, действующим наподобие конусообразного вальца 9, т.-е. постепенно вдавливающим размягченное стекло внутрь. Вытягивание усиливается постепенно, так как при каждом обороте стеклянной оболочки производится лишь незначительное перемещение размягченного стекла.
Употребление конусообразного вальца 9 облегчает работу вытягивания и сужения стекла и делает возможным автоматическое производство ее. Валец 9 медленно поднимается во время процесса вытягивания и сужения; уширяющаяся форма его производит направленное внутрь, постепенно усиливающееся перемещение стекла по спирали с уменьшающимся радиусом.
Как только при направленном внутрь перемещении размягченного стекла у края наружной оболочки кромка 7о близко подойдет к наружной кромке внутренней оболочки, к означенным кромкам придавливают цилиндрический валец JO и сплавляют их при продолжающемся непрерывном вращении обеих оболочек, вследствие чего находящееся между ними пространство делается непроницаемым для воздуха. Подобным соединением обеих оболочек получается изделие, которое может быть подвергнуто дальнейшей обработке, с целью придать горлышку соответствующую, например, показанную на фиг. 3 и 4, форму. .Такая обработка производиться в то время, когда пламя горелки еще действует на стекло у горлыщка соединеннь1Х стеклянных оболочек.
Отдельные операции для придания формы могут быть проделаны от руки, отя выгоднее пользоваться машиной, которая производит означенную работу автоматически. Для этого предназначаются вальцы 7/ и 12, действующие поочередно или, одновременно, при чем прЬизводимые ими одна за другой операции определяются формой криволинейных канавок в дисках, управляющих движениями приводного механизма вальцев. Валец /7 перемещается горизонтально, тогда как валец 72 передвигается вертикально, при чем наружный профиль горлыщка соответствует профилю вальца 11, а кольцеобразная опорная плоскость 7 горлышка-профилю вальца 72.
Прикрепленные к оси 27 вальцы и 7/ приподнимаются одновременно, причем валец Р обрабатывает размягченное стекло кромки 1а наружной оболочки с целью вытянуть и сузить ее. После того, как валец 9 выполнил в должной мере последнюю работу и сузил кромку 7а, ось 27 поворачивается без дальнейшего приподнимания для того, чтобы откинуть валец 77 по дуге и прижать ,его к мягкому еще стеклу, с целью придания ему соответствующей наружной формы. Последняя может иметь вид, показанный на фиг. 3 и 4, при чем горлышко получает в верхней части не значительное утолщение, каковыми оно, как это показано на фиг. 4, упирается в охватывающее его тело и образует пространство, в котором помещается материал, удерживающий горлышко сосуда в .кожухе.
Предмет патента.
1. Способ производства двухстенных стеклянных сосудов с вакуумной изоляцией посредством спаивания отдельно заготовленных внутренней и наружной оболочек, отличающийся тем, что с целью сужения открытого края сосуда без утонения его стенки, обрабатываемое стеклянное изделие с размягчаемой разогреванием, обращенной книзу, краевой частью приводят в быстрое осевое вращение и однов{эеменно прижимают наружную сторону этой части к медленно перемещаемому по направлению снизу вверх конусообразному или косорасположенному цилиндрическому вальцу.
2.Прием выполнения означенного в п. 1 способа, отличающийся тем, что прижимание разогретой краевой части обрабатываемого стеклянного сосуда к косо расположенной поверхности вальца осуществляется под действием центробежной силы осевого вращения сосуда, одновременно предотвращающей означенную краевую часть от деформации, вызываемой стяжением под влиянием разогревания.
3.Прием выполнения означенного в п. 1 способа, отличающийся тем, что по достижении потребного сужения наружной оболочки край ее вырабатывают в горлышко при помощи вальцев соответствующего очертания и одновременно сплавляют ее свободной кромкой внутренней оболочки посредством соединенного воздействия разогрева и нажимания цилиндрических или иной формы обделочных вальцев, с целью придания соединенным кромкам той или другой формы, например, в виде кольцеобразной опорной плоскости.
4.Прием выполнения означенного в п. 1 способа, отличающийся тем, что перед началом работ через открытый горловинный край наружной оболочки, снабженной днищевым отверстием, вставляют внутреннюю оболочку с отформованным горлышком, каковые оболочки удерживаются концентрически расположенными обычным образом, например, посредством асбестовых вставок.
5.Машцна для выделки двухстенных стеклянных сосудов по означенному в п. 1 способу, отличающаяся применени-ем укрепленного на вертикальной оси 41, обращенного книзу патрона 33, служащего для осевого вращения вкладываемых в него обрабатываемых стеклянных оболочек горлыщками вниз, и расположенных на регулируемых расстояниях от Означенной центральной оси передвижных вверх и вниз и поворотно установленных осей 27 и 28, соответственно служащих для укрепления конусообразных и цилиндрических вальцев 9, 11 и 10, 12, приводимых в соприкосновение с обрабатываемыми кромками оболочек, размягчаемых действием переставной на оси 29 горелки.
б. В означенной в п. 5 машине применение кулачного механизма для поворачивания и продольного передвижения стержней 27, 28, 29, состоящего из насаженных на оси 21, находящейся в трансмиссионном соединении с осью 41, кулачных дисков 22, 23 и 30, сочлененных своими бороздами, при посредстве плеч 24, 25 и 26, со стержнями 27, 28 н 29,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОТРЕЗАНИЯ И ОТДЕЛКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7468A1 |
| Способ изготовления стеклянных ампул и т.п. изделий | 1927 |
|
SU12212A1 |
| Станок для обделки бутылочных горл | 1929 |
|
SU16366A1 |
| Способ изготовления стеклянных двустенных сосудов | 1926 |
|
SU7978A1 |
| Способ и машина для отделения от табачных листьев черенков | 1927 |
|
SU14009A1 |
| СПОСОБ И АППАРАТ ДЛЯ НЕПРЕРЫВНОГО ВЫТЯГИВАНИЯ СТЕКЛЯННЫХ ТРУБОК ИЛИ ПАЛОЧЕК | 1929 |
|
SU21923A1 |
| СПОСОБ И ПРИЕМ ВЫТЯГИВАНИЯ СТЕКЛА ИЗ РАСПЛАВЛЕНОЙ СТЕКЛЯННОЙ МАССЫ | 1929 |
|
SU38276A1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОТДЕЛЕНИЯ КОЛЬЦЕВОГО КОЛПАЧКА ОТ ПОЛОГО СТЕКЛЯННОГО ПРЕДМЕТА ПОСРЕДСТВОМ ПЛАВЛЕНИЯ | 1925 |
|
SU4609A1 |
| ПРИБОР ДЛЯ НЕПРЕРЫВНОГО ВЫТЯГИВАНИЯ СТЕКЛЯННЫХ ТРУБОК | 1928 |
|
SU38274A1 |
| ОБОЛОЧКИ С ОБЛЕГЧЕННЫМ ВСКРЫТИЕМ ДЛЯ НАКРЫТИЯ СВЕРХУ УКУПОРКИ БУТЫЛКИ | 1999 |
|
RU2230013C2 |
фиг Е патенту ин-ной Лэмп
фиг 5
i ) - I -ш
ЗЬ
фирмы ., Американская Мантль Комп/ ji 301S4
™.у «« фирмн .Американская . . Лэш Коми. 30184
г-:ж141. HJb Й111
jl i к натешу ин-ной . Лтп
фиг. 7
иг фирмы .Американская Мантль Комп.-;м 30184

