полненньй в виде кинематически связанного с приводом 4 вращения пешего ходового винта 2, на котором установлена планшайба 5, несущая подторможенные катушки 6 с термопластичными нитями (ТН) 7 и упругие поводки 9, механизм фиксации концов ТН 7, выполненный в виде зажимных пластин 10 и 11, маркировочный блок, включающий литеры 20, катушки 23, на которые намотана типографская фольга 24, тер1
Изобретение относится к технике электрорадиомонтажа, а именно к устройствам для маркировки электрических проводов.
Цель изобретения - расширение функциональных возможностей устройства.
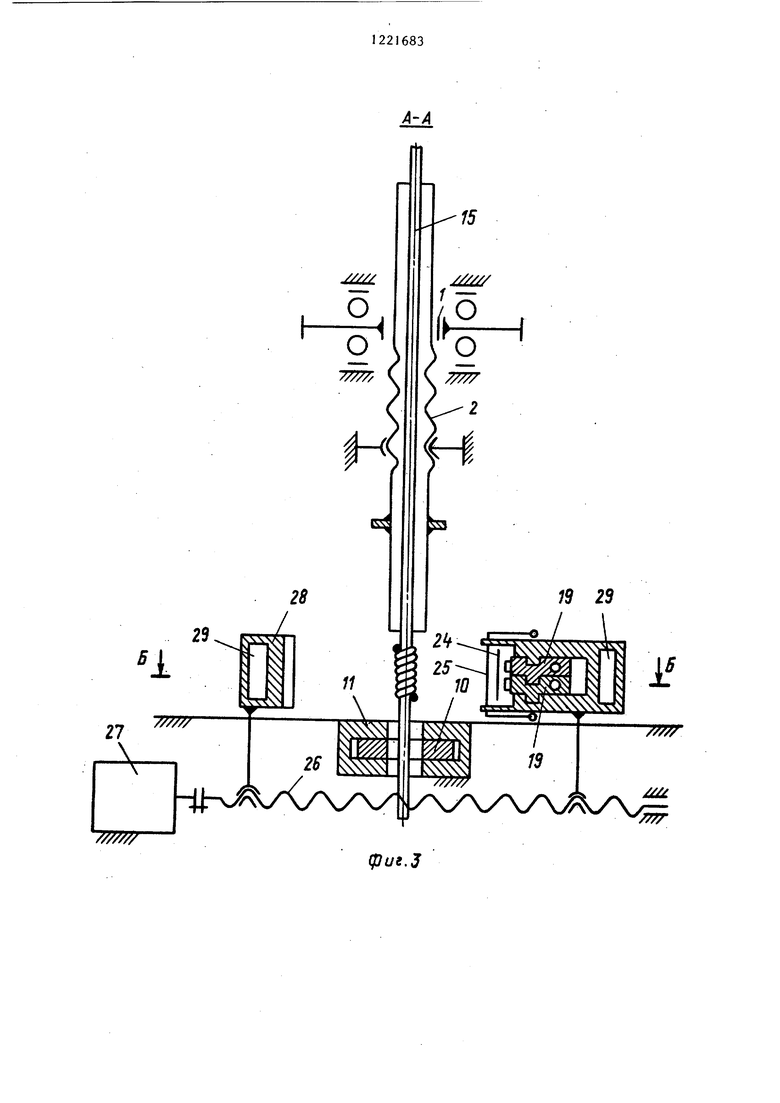
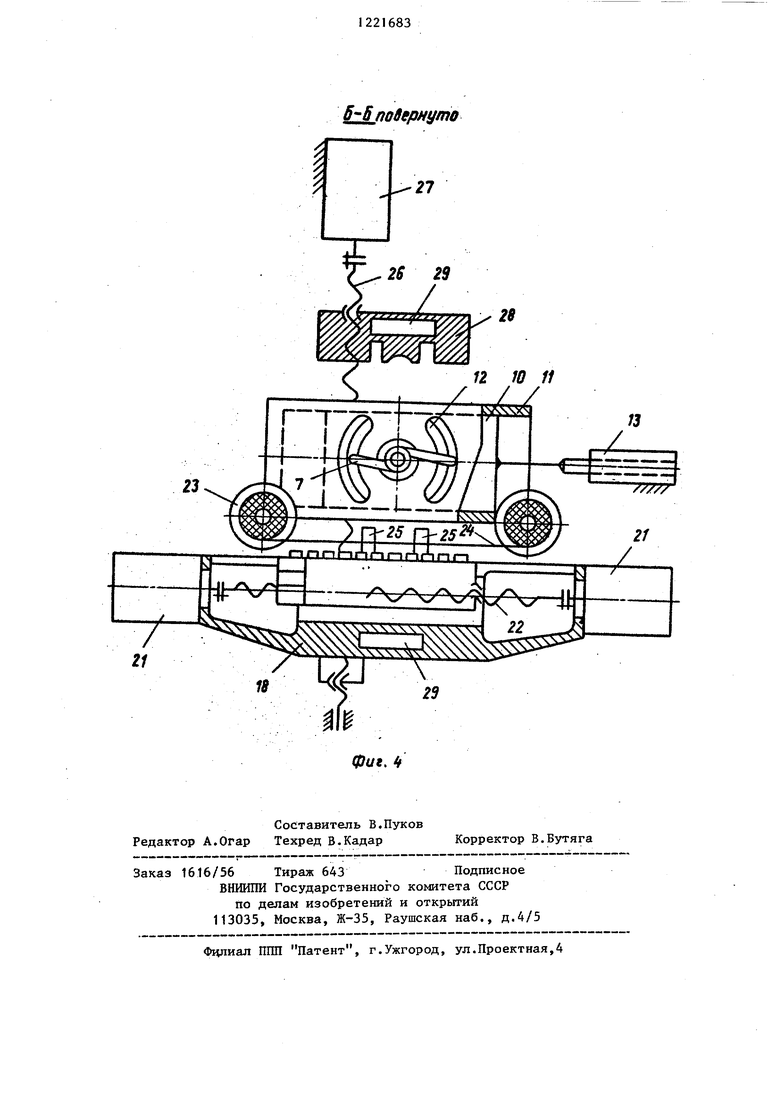
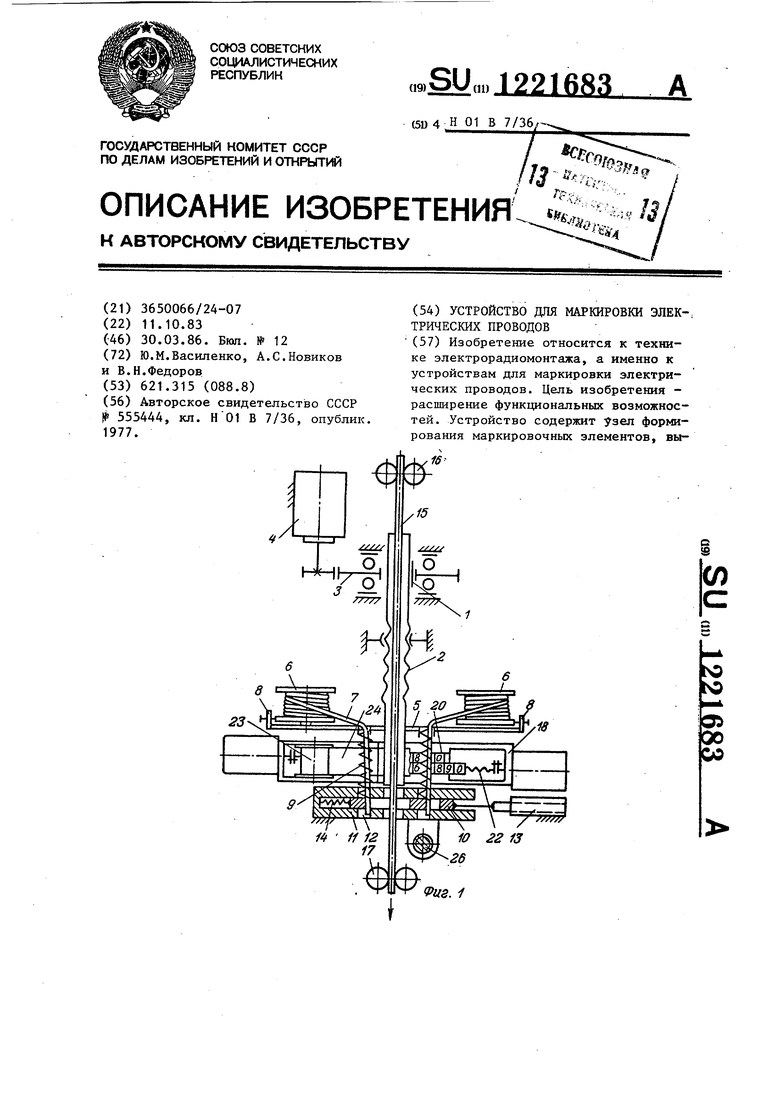
На фиг. 1 изображено устройство дпя маркировки электрических проводов в исходном положении; на фиг.2 - то же,, в положении формирования маркировочных элементов; на фиг. 3 - разрез А-А на фиг.2; на фиг. 4 - разрез Б-В на фиг. 3.
Устройство для маркировки элек- трических проводов содержит установленный в опоре 1 скольжения полый ходовой винт 2, который через зубчатую передачу 3 кинематически связан с приводом 4 вращения. На цилиндри- ческой части ходового винта 2 установлена планшайба 5, несущая катушки 6 с термопластичными нитями 7, узлы 8 регулировки натяжения термопластичных нитей 7 и упругие направляющие 9, выполненные в виде цилиндрических пружин, через которые пропущены нити 7, при этом концы последних закреплены в фиксаторе. Фиксатор состоит из подвижной 10 и неподвижной 11 пластин, в которых выполнены сквозные дугообразные пазы 12, расположенные под упругими направляющими 9 и предназначенные для захвата концов термопластичных нитей 7. Подвижная пластина 10 связана с тяговым электромагнитом 13 при ПОМО1ЦИ возвратной пружины 14 с пластиной 11.
Внутри ходового винта 2 расположен маркируемый провод 15, подача
21683
моножи и блок автоматического управления . В процессе маркирования вод размещают внутри ходового винта 2, маркировочные элементы на проводе формируют нанесением спиральной обмотки из ТН 7. Набором литер 20 через типографскую фолЬгу 24 осуществляют горячее тиснение с одновременным оплавлением витков обмотки, после чего термоножами обрезаются концы ТН 7. 4 ил.
которого осуществляется верхней и нижней парами приводных роликов 16 и 17. Отношение шага ходового винта 2 к толщине термопластичной нити 7 равно числу катушек 6, т.е. при двух катушках 6 толпщна нити 7 должна быть в два раза меньше шага винта 2.
Маркировочный блок состоит из размещенных в держателе 18 ползунов 19 с литерами 20. Каждый ползун 19 связан с приводом 21 дискретного перемещения, например шаговым двигателем посредством винтовой передачи 22. Маркировочный блок содержит также катушки 23 с типографской- фольгой 24 и термоножи 25 для обрезки термопластичных нитей 7 и через винт 26 кинематически связан с реверсивным приводом 27 и тыловой опорой 28. На одной части винта 26 выполнена правая резьба, а на другой - левая. Тыловая опора 28 и держатель 18 снабжены нагревателями 29. В устройстве предусмотрен блок автоматического управления (не показан).
Устройство для маркировки электрических проводов работает следующим образом.
Все операции выполняются в автоматическом режиме по командам с блока з равления. Концы термопластичных нитей 7 предварительно заправлены в дугообразные пазы 12 и зажаты подвижной пластиной. 10 при помощи электромагнита 13. Далее производят нагрев ползунов 19 и тыловой опоры 28 нагревателями 29 до температуры горячего тиснения. Провод 15 подается парами роликов 16 и 17. При необходимости формирования маркировочного
элемента блок автоматического управения отключает приводы вращения вначале роликов .16, а затем роликов 17, чем обеспечивается натяжение провода 15. Включается привод 4, который через кинематическую передачу 3 и опору 1 скольжения производит вращение ходового винта 2 с планшайбой 5 и перемещение его вдоль маркируемого провода 15. При этом термопластичная нить 7, сматываясь с катушек 6, обвивает натягом, регулируемым узЛами 8, аркируемый провод. 15-по винтовой
инии и образует маркировочный элемент. Одновременно приводы 21 осуществляют перемещение ползунов 19 с литерами 20 таким образом, тобы,в центральной части держатея 18 напротив маркировочного элеента быпо набрано число, соответтвующее номеру маркируемого провоа 1.5. Затем,получив вращение от привода 27, ходовой винт 26 производит прижатие маркировочного блока и тыловой опоры 28 к маркировочному элементу. Происходит маркировка горячим тиснением через фольгу 24 при одновременном сплавлении витков и закреплении маркировочного элемента на проводе 15.
Одновременно ножи 25 входят в соприкосновение с термопластичными нитями 7, отходящими от маркировочного элемента. Ножи 25 после нагрева обрезают нити 7. Упругие направляющие 9, отогнутые во время навивки, возвращают концы термопластичных нитей 7 в вертикальное положение. При отключении электромагнита 13 пружина 14 возвращает пластину 10 в исходное положение, при этом совмещадотся дугообразные пазы 12 в пластинах 10 и 11. Реверсивный привод 27 осуществляет отвод от
маркирозочного блока и тыловой опоры 28 от маркировочного элемента. Одновременно проворачиваются катушки 23 и перемещается типографская фольга 24, а с помощью приводов 21 через винтовые передачи 22 производится набор очередного номера для маркировки. Реверсивньй привод 4 осуществля ет опускание винта 2 с
планшайбой 5 в исходное положение, упругие направляющие 9 входят в дугообразные пазы 12 неподвижной пластины 11 и заводят концы нитей 7 в дугообразные пазы 12 подвижной пластины 10. Электромагнит 13, перемещая пластину 10, осуществляет фиксацию концов нитей 7. Блок автоматического управления включает приводы тяговых роликов 16 и 17, подавая провод 15 на шаг маркировки Далее процесс маркировки провода повторяется.
Предлагаемое устройство позволяет 5 осуществлять автоматическую маркировку проводов с термостойкой изоляцией или в металлической оплетке по длине провода и может быть использовано в жгутовочных-автоматах.
0
Формула изобретения.
Устройство для маркировки электрических проводов, содержащее уста5 новленные в корпусе узел для формирования маркировочных элементов, маркировочньй блок и систему автоматического управления, о т л и ч а- ю щ е е с я тем, что, с целью расши0 рения функциональных возможностей, узел для формирования маркировочных элементов вьшолнен в виде кинематически связанного с.приводом вращения полого ходового винта, на котором установлена планшайба, несущая подторможенные относительно нее катушки с термопластичным нитеобразным материалом и упругие поводки, вьшолненные в виде расположенных параллельно оси х.одового винта цилиндрических пружин, механизма фиксации концов нитей, выполненного в виде расположенных соосно с ходовым винтом неподвижной и кинемати- чески связанной с приводом перемеще- .ния зажимных пластин, в кажой из которых вьшолнены дугообразные сквозные пазы, в одном из которых расположены концевые части цилиндрических пружин, при этом маркировочный блок вьтолнен с термоножами и расположен между торцом планшайбы и неподвижной пла стиной.
0
0
21
-:
(риг. 2
/////i
фиъ.З
S-6 подернуто
27
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки электрических проводов | 1985 |
|
SU1596398A2 |
| Устройство для маркировки электрических проводов | 1986 |
|
SU1403100A2 |
| Способ маркировки электрических проводов | 1982 |
|
SU1203603A1 |
| Устройство для маркировки электрических проводов | 1989 |
|
SU1654881A2 |
| Устройство для маркировки кабельных изделий | 1989 |
|
SU1742864A1 |
| Автомат для изготовления маркировочных бирок | 1990 |
|
SU1722883A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1990 |
|
SU1722882A2 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ БИРОК ИЗ ТЕРМОПЛАСТИЧНОЙ ТРУБКИ ЧЕРЕЗ ТИПОГРАФСКУЮ | 1973 |
|
SU372581A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1985 |
|
SU1293039A1 |
| Устройство для маркировки | 1990 |
|
SU1814085A1 |

21
Составитель В.ПуковR
Редактор А.0гар TeKpe« B,K«apIj : :.,ен„оЬо«о,.
ПО делам изобретений и открытии 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ПГШ
Патент, г.Ужгород, ул.Проектная,4
фиг.
| Устройство для изготовления и закрепления бирок | 1974 |
|
SU555444A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
