1
Известное устройство для маркЕровк-и бирок из термопластичной трубки через типографскую фольгу, содержащее механиЗМ подачи трубки и вьшолненный в виде блока штаНг с клеймами, нагревательным опорным И: прижимным элементами механизм клеймения, кинематически связанные через распределительный вал с электроприводом, не o6ecne4KBaeT высокой производительности и качества маркировки из-за отсутствия автоматизации проникновения клемм в стенку термопластичной трубки, выдержки времени и тем пературы клеймения.
Предлагаемое устройство с целью устранения указаниого недостатка снабжено подпружиненными каретками, связанными через кулачок с распределительным валом, на одной из которых размещен опорный элемент, а на другой - прижимной, причем электропривод выполнен регулируемым.
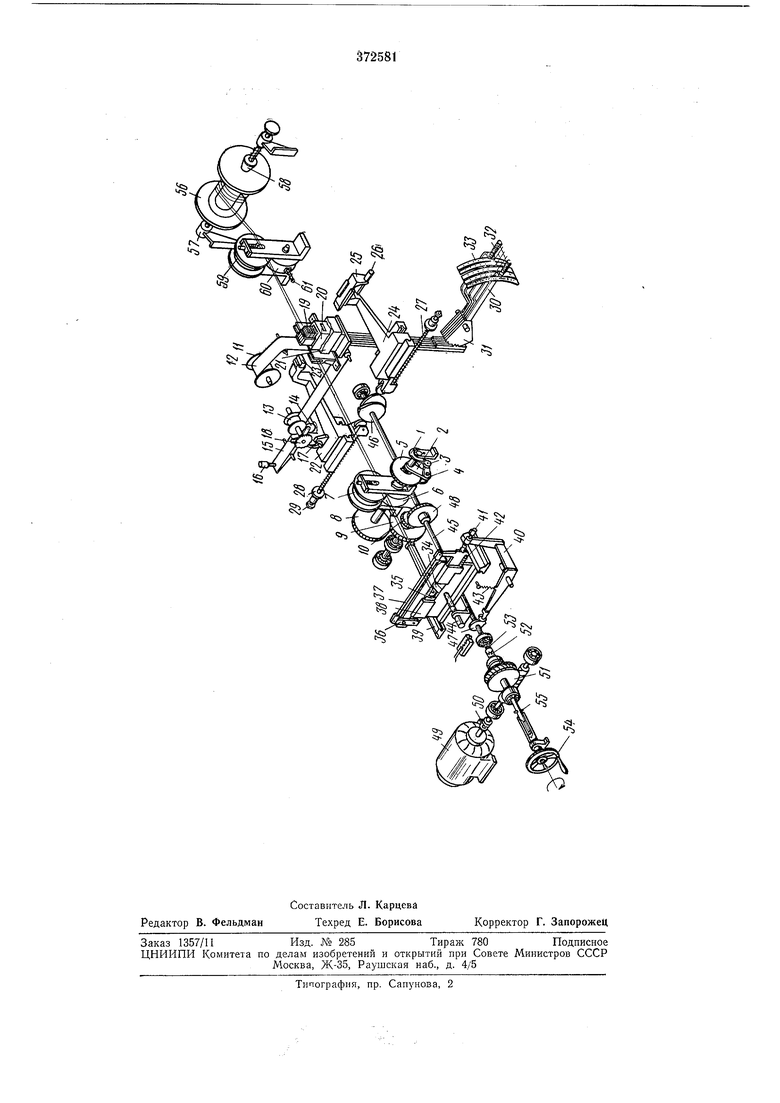
На чертеже представлена кинематическая схема предлагаемого устройства.
Мехавивм подачи трубки состоит из вращающегося вокруг раздвижного кулачка / водила 2 с обкатным роликом 3 и со|бачкой 4, взаимодействующей с храповым колесом 5 в зависимости от положения ролика 5 на профиле кулачка /. Рабочий профиль кулачка устанавливается в зависимости от длины бирки . С храповым колесом 5 жестко соеди2
нен подающий ролик 6, над которым размещен подпрул иненный прижимной ролик 7. Вращение водилу передается через цилиндрические шестерни 5 9 и коническую шестерню 10.
Механизм подачи типографской фольги состоит из катушки //, ленты 12, роликов 13 и 14. Последний расположен н:а рычаге 15, поджатом пружиной 16. Собачка П передает движение храповому колесу 18.
А1еХанизм тиснения состоит из пяти цифровых штант 19 с подпружиненными клеймам1и от нуля до девяти. Каждая штанга имеет выступ и впадину, способствуюшие
устойчивому положению как относительно друг друга, так и относительно корпуса 20. Нижний конец штанги выполнен в виде зубчатых реек, а для подогрева цифровых штанг служит нагревательный элемент 21.
Нагрев-ательный элемент снабжен термостабилизатором, создающими постоянную температуру тиснения независимо температуры окружающей среды.
Подвижная каретка 22 прижимает маркируемую трубку при помОщи опорного элемента 23 к ленте.
На подвижной каретке 24 размещен приЖимнюй элемент-боек 25, регулируемый по величине хода при помощи микрометрического винта 26, что создает возможность регулирования глубины внедрения клейм в стенку при тиснении маркируемой трубки.
Пружина 27 осуществл1яет рабочий ход подвижных KapeiTOK с помощью гаек 28, укрепленных неподвижно, и винтов 29, ввертывземых в гайКИ. Усилие, с которым пружины прижимают подвижные каретки, регулируется при помощи указа-вных винтов.
На двуплечих рычагах 30, одни плечи которых представляют собой зубчатые секторы 31, находящиеся в зацеплении с рейками штанг, а другие-рукоятки 32 с подлружиненйылРи фиксаторами, размещены дуги 33 с отверстиями и цифровым-и обозначениями около каждого отверстия, способствующими легкому определению и установке нужных клейм работником при маркировании.
Механизм резки трубок, состоит из ножа 34, рамки 35, соединевной щарнирно с ножюм через рычаг 36 и тягу 37, и корпуса 38, перемещающегося в направляющих 39. Рычаг 40 служит для передачи движения, от кулачка ножу.
Винт 41 регулирует ход цожа. В исходное положение нож возвращается при помощи пружины 42, а рычаг 40 - при помощи пру-, жины 43. Смещение корпуса- 38 осуществляется винтом 44 для сохра.нения ра змера бирок при изготовлении другого типоразмера бирки на автомате .
Распределительный вал состоит из вала 45, кулачков 46, имеющих возможность мен:ять взаимное положение, кулачка 47, конической щестерНИ 48.
Привод состоит из электродвигателя 49, кулачко-вой муфты 50, червячной пары 5/, муфты 52 с полумуфтой, поджатой пружиной 53, подпружиненного маховика 54, щтифта 55.
Сматывающее устройство состоит из технологической катушки 56 и двух вращающихся центров 57 и 58, удерживающих катушку на оси.
Для быстрой смены технологической, катущки центр 55 подпружинен.
Блок холостых роликов состоит из верхнего подпружиненного, ролика 59 и нижнего 60, притормаживаемого тормозом 61, для создания натяжения маркируемой трубки..
Работа авто.м.ата программируется. Включением электродвигателя передается вращение через червячну о, пару распределительному валу. Через, жестка закреаленные на распределительном валу кулачки и щестерню движение цер,едает,ся м,еханизму тиснения, механизму цодачи трубок и механизму резки: трубки в следующей последовательности. Кулачок разводит каретки в исходное положение. При движении каретки собачка, закрепленная на каретке, проворачивает через храповое колесо- ро,Л1Ик подачи ленты. Лента протягивается между маркируемой трубкой и щтангами, подогреваемыМ.И электронагревательнЫм элементом. Электровагревательньш элемент при помющ.и термостабилизатора, выполиенного, например, в виде термореле, автоматически поддерживает температуру клейм, необходимую для качественного тиснения знаков. Нужвая температура нагрева клейм устанавливается на электронагревательном элементе изменением вацряжения.
После развода кареток механизмом подачи трубки осуществляется подача трубки следующим образо.м. Вращение с распределительного вала через шестерни передается водилу, обкатывающемуся ро.ликом по неподвижному кулачку. При попадании ролика на рабочий профиль кулачка собачка входит в зацепление с храповъш колесом и проворачивает храповое колесо совместно с роликом на величину, установленную рабочим профилем кулачка.
Благодаря сцеплению трубки с роликом, обеспеченно-е подпружиненным роликом, трубка подается на заданный шаг.
По окончании аодачи трубки каретки сводятся. При этом профиль кулачков выполнен таким образом, что вначале смещается каретка, которая обесцечи,В1ает прижим трубки к ленте, а затем смещае тся. каретка, котог рая вжимает бойком клейм а щтанг через типографскую фольгу в маркируемую трубку. Горячие клейма через фольгу прожигают трубку, внедряя в нее краску. В тот же момент (по окончании подачи трубки) двуплечий рычаг, срабатывая от кулачка, действует на нож, связанный с рамкой, тягой и рычагом таким образом, что они, перемещаясь навстречу друг другу, отрезают трубку. От кулачка также подается через микрацереклю,ча.тель импульс к программирующему счетчич у. Работа автомата осуществляется за один оборо.т распределительного, вала.
При повторнам обороте процесс изготовления тру0,ки повторяется в- той же последовательности.
Махо.вик предназначен для1 проворота распределительного вала вруч;ную при наладочном режиме работы автомата. Сжимая пружину, вводим маховик в зацепление оо штифтом, че1рез котор,ый вращ.ение маховика передается распредели тельному валу.
Кулачковая муфта, благодаря скошенным кулачкам и подпружиненным полу1муфта,м, цроскальзьюает, нарушая кинематическую связь с прцводом.
Предмет изобретения
Устройство для маркировки бирок из термоплартичнюй трубки через типографскую фольгу, содержащее механизм подачи трубки- и выполненный в виде блока щтанг с клеймами, нагревательным, одорньш и при жимным элементами механизм тиснения, кинематически связ-анные через распредели56
тельный вал с электроприводом , отличаю-занными через кулачок с распределительным
щееся тем, что, с целью повышения произ-валом, на одной из которых размещен олорводительБОсти и качества маркировки, оионый элемент, а на другой - прижимной, приСЕабжено подпружиненными каретками, свя-чем, электропр.ирод, вьшолнен регулируемым.
Й72581
SN
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки бирок из термопластичной трубки | 1974 |
|
SU536529A2 |
| Автомат для изготовления маркировочных бирок | 1990 |
|
SU1722883A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1985 |
|
SU1293039A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1990 |
|
SU1722882A2 |
| АВТОМАТ для РЕЗКИ И МАРКИРОВКИ ХЛОРВИНИЛОВЫХ ТРУБОК | 1973 |
|
SU363611A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ И ОТРЕЗКН ЭЛЕКТРОМОНТАЖНЫХ БИРОК | 1973 |
|
SU367462A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ И УКЛАДКИ В ТАРУ ПЛОСКИХ ИЗДЕЛИЙ | 1972 |
|
SU346184A1 |
| Маркирующее устройство | 1980 |
|
SU966751A1 |
| Устройство для маркировки | 1990 |
|
SU1814085A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |