Изобретение относится к обработке металлов давлением и может быть использовано для нанесения клейм на цилиндрические детали в процессе их обработки на автоматических линиях методом накатки.
Цель изобретения - повышение качества маркирования и надежности путем снижения динамических нагрузок.
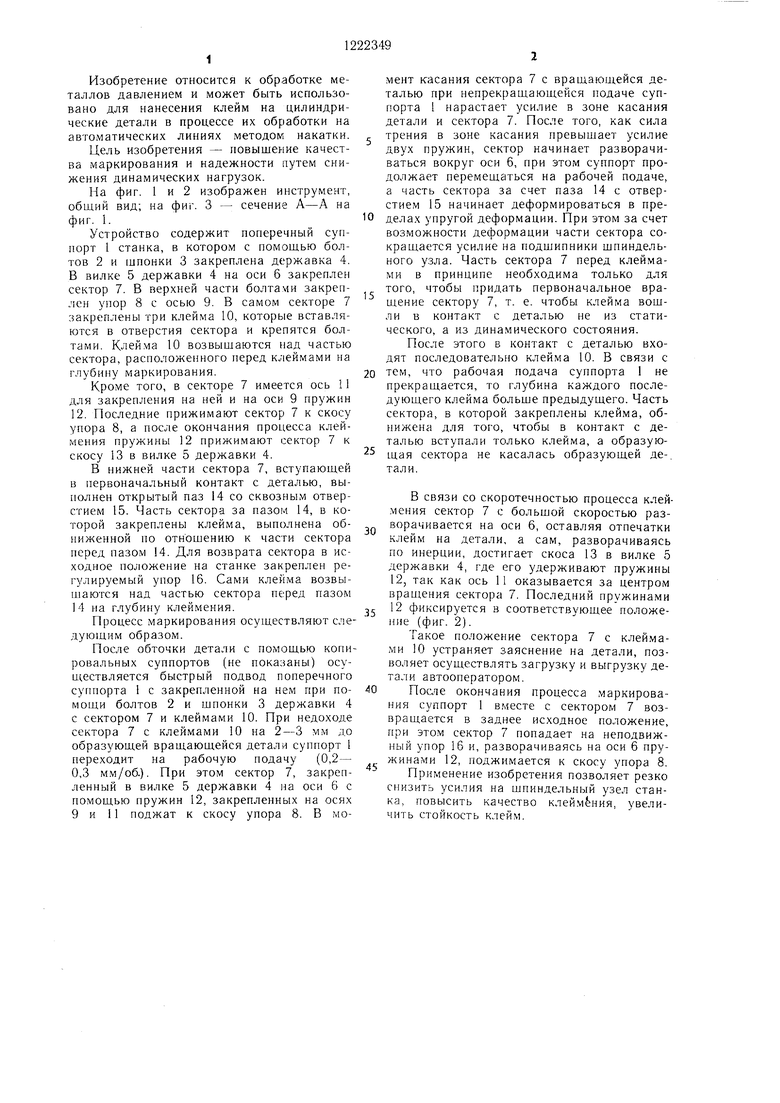
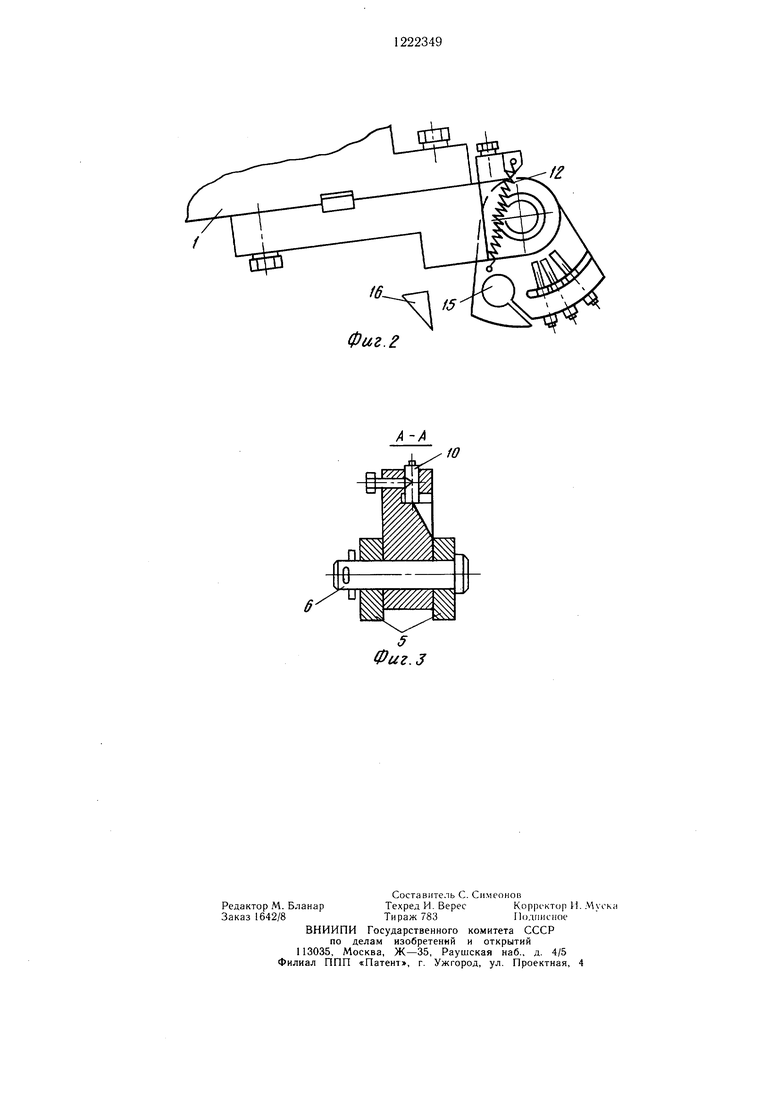
На фиг. 1 и 2 изображен инструмент, общий вид; на фиг. 3 - сечение А-А на фиг. 1.
Устройство содержит поаеречный суппорт 1 станка, в котором с помощью болтов 2 и шпонки 3 закреплена державка 4.
8вилке 5 державки 4 на оси 6 закреплен сектор 7. В верхней части болтами закреплен упор 8 с осью 9. В самом секторе 7 закреплены три клейма 10, которые вставляются в отверстия сектора и крепятся болтами. Клейма 10 возвышаются над частью сектора, расположенного перед клеймами на глубину маркирования.
Кроме того, в секторе 7 имеется ось I1 для закрепления на ней и на оси 9 пружин 12. Последние прижимают сектор 7 к скосу упора 8, а после окончания процесса клеймения пружины 12 прижимают сектор 7 к скосу 13 в вилке 5 державки 4.
В нижней части сектора 7, вступающей в первоначальный контакт с деталью, выполнен открытый паз 14 со сквозным отверстием 15. Часть сектора за пазом 14, в которой закреплены клейма, выполнена об- ниженной по отношению к части сектора перед пазом 4. Для возврата сектора в исходное положение на станке закреплен регулируемый упор 16. Сами клейма возвышаются над частью сектора перед пазом 14 на глубину клеймения.
Процесс маркирования осуществляют еле-- дующим образом.
После обточки детали с помощью копировальных суппортов (не показаны) осуществляется быстрый подвод поперечного суппорта 1 с закрепленной на нем при помощи болтов 2 и шпонки 3 державки 4 с сектором 7 и клеймами 10. При недоходе сектора 7 с клеймами 10 на 2-3 мм до образующей вращающейся детали суппорт 1 переходит на рабочую подачу (0,2- 0,3 мм/об.). При этом сектор 7, закрепленный в вилке 5 державки 4 на оси 6 с помощью пружин 12, закрепленных на осях
9и 11 поджат к скосу упора 8. В момент касания сектора 7 с вращающейся деталью при непрекращающейся подаче суппорта 1 нарастает усилие в зоне касания детали и сектора 7. После того, как сила
трения в зоне касания превышает усилие двух пружин, сектор начинает разворачиваться вокруг оси 6, при этом суппорт продолжает перемещаться на рабочей подаче, а часть сектора за счет паза 14 с отверстием 15 начинает деформироваться в пределах упругой деформации. При этом за счет возможности деформации части сектора сокращается усилие на подшипники шпиндельного узла. Часть сектора 7 перед клеймами в принципе необходима только для того, чтобы придать первоначальное вращение сектору 7, т. е. чтобы клейма вошли в контакт с деталью не из статического, а из динамического состояния.
После этого в контакт с деталью входят последовательно клейма 10. В связи с
тем, что рабочая подача суппорта 1 не прекращается, то глубина каждого последующего клейма больше предыдущего. Часть сектора, в которой закреплены клейма, об- нижена для того, чтобы в контакт с деталью вступали только клейма, а образующая сектора не касалась образующей де-. тали.
В связи со скоротечностью процесса клеймения сектор 7 с больщой скоростью разворачивается на оси 6, оставляя отпечатки клейм на детали, а сам, разворачиваясь по инерции, достигает скоса 13 в вилке 5 державки 4, где его удерживают пружины 12, так как ось 1 оказывается за центром вращения сектора 7. Последний пружинами
12 фиксируется в соответствующее положение (фиг. 2).
Такое положение сектора 7 с клеймами 10 устраняет заяснение на детали, позволяет осуществлять загрузку и выгрузку детали автооператором.
Посте окончания процесса маркирования суппорт 1 вместе с сектором 7 возвращается в заднее исходное положение, при этом сектор 7 попадает на неподвиж- ный упор 16 и, разворачиваясь на оси 6 пружинами 12, поджимается к скосу упора 8. Применение изобретения позво ля ет резко СНИЗИТЕ усилия на шпиндельный узел станка, повысить качество клеймения, увеличить стойкость клейм.
//
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МАРКИРОВКИ НА ОПОРНЫЕ ВИТКИ ПРУЖИНЫ В ГОРЯЧЕМ СОСТОЯНИИ | 2023 |
|
RU2829072C1 |
| Устройство для маркирования изделий | 1984 |
|
SU1192878A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МАРКИРОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2025273C1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ДЕТАЛЕЙ | 1998 |
|
RU2144855C1 |
| Устройство для автоматического позиционирования рабочего органа металлорежущего станка | 1985 |
|
SU1284711A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
| Устройство для клеймения деталей в торец | 1980 |
|
SU937075A2 |
| Устройство для клеймения деталей вТОРЕц | 1979 |
|
SU795616A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |

W
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU261216A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Красников В | |||
| Ф | |||
| и Петриковский Е | |||
| Л | |||
| Маркирование и клеймение.-М.: Машиностроение, 1973, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
