Изобретение относится к станкостроению.
Цель изобретения - новышение производительности и расширение технологических возможностей при одновременном улучшении условий обслуживания станка путем одновременной обработки нескольких поверхностей изделия, концентрации операций, переходов и повышения уровня автоматизации.
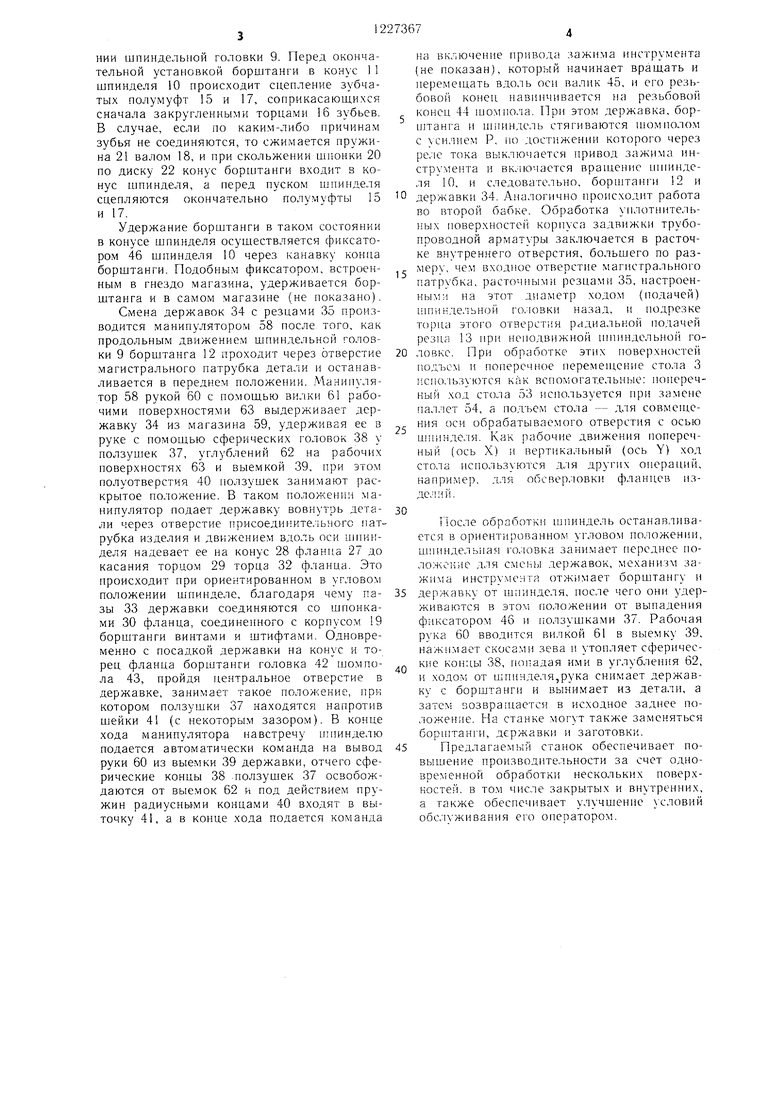
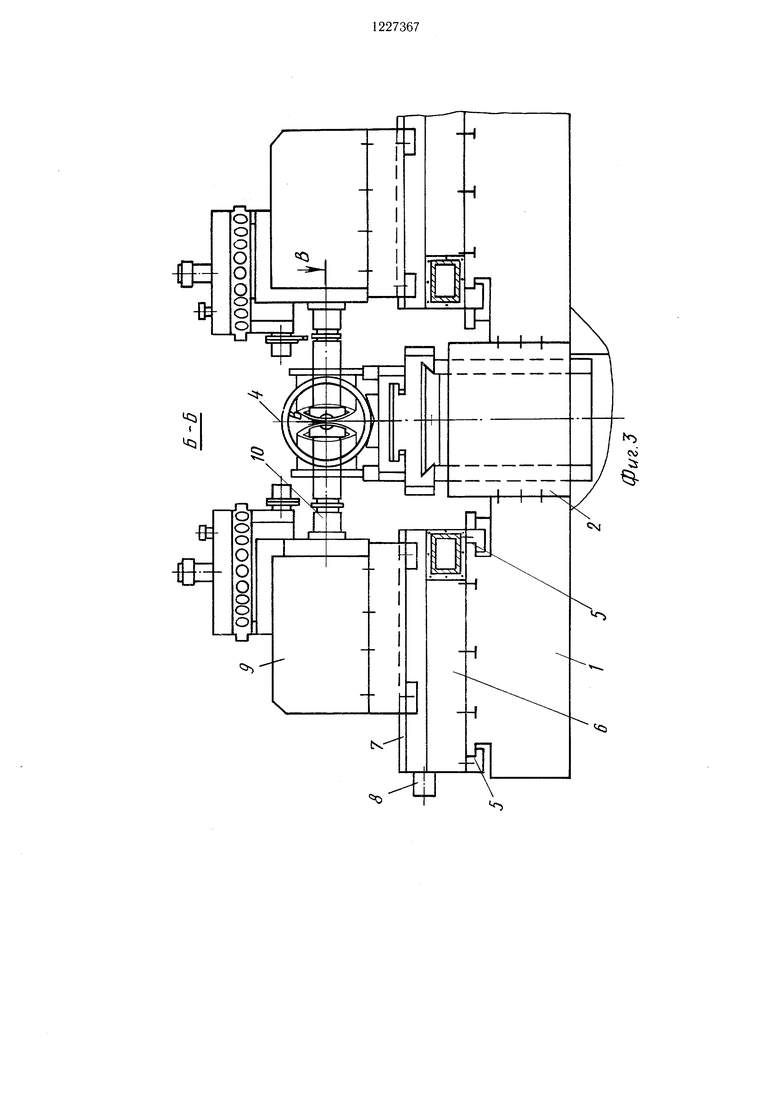
На фиг. 1 изображен станок, вид сверху (без инструмента в магазинах); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - вид Д на фиг. 4.
Металлорежуший станок содержит станины 1, соединенные жестко .между собой через корпус 2 подъемно-поперечного стола 3, вокруг оси 4 на направляюш,их 5 станин 1 с возможностью углового перемещения размещены каретки 6, по направляющим 7 которых навстречу друг другу перемещаются от привода 8 шпиндельные головки 9 со шпинделями 10, в конусах 11 последних с возможностью смены установлены бор- штанги 12 с радиально-подвижным подрезным резцом 13, перемещение которого осу- ш,ествляется от приводного вала 14, размещенного в шпинделе и заканчивающегося зубчатой полумуфтой 15 с внутренним зацеплением и с закругленным торцом 16 зубьев, сцепленной с другой полумуфтой 17, имеющей также закругленные с торца зубья и выполненной за одно целое с валом 18, расположенным внутри корпуса 19 бор- щтанги 2. Вал 18 через щпонку 20 и пружину 21 соединен со спиральным диском 22, спираль 23 которого сцеплена с кареткой 24, установленной в пазу 25 и содержащей с торца гнездо 26 для подрезного резца 13. К корпусу борштанги через закрепленный к нему переходный фланец 27, имеющий наружный конус 28, базовый торец 29 и щпон- ки 30, устанавливают через соответствующие внутренний конус 31, базовый торец 32 и паз 33,сменную державку 34 с расточными резцами 35. В пазу 36 сменной державки размещают ползушки 37, подпружиненные навстречу друг другу и выходящие сферическими концами 38 наружу в выемки 39. Г ротивоположные торцы ползушек, установленные навстречу друг другу в направляющих державок, имеют полуотверстия 40, которые охватывают шейку 41 головки 42 шомпола 43, соединяемого при помощ и резьбового конца 44 с подвижным валиком 45 механизма зажима инструмента (не показано). Борштанга до затяжки ее щомпола удерживается в конусе шпинделя и в магазине борштанг фиксатором 46.
Сверху на щпиндельных головках установлены магазины 47 для борштанг, а с
0
переднего торца шпиндельных головок размещены устройства 48 смены борштанг.
Подъемно-поперечный стол состоит из корпуса 2 с центральным отверстием 49, в котором вертикально перемещается по направляющим 50 подъемная часть 51, имеющая сверху поперечные направляющие 52, по которым перемещается (ось X) поперечный стол 53 со сменной паллетой 54, приспособлением 55 и деталью 56.
Со стороны отверстия присоединительного патрубка детали на лицевой стороне станка к станинам прикреплены кронштейны 57, несущие на себе трехкоординатные манипуляторы 58 и магазины 59 державок (дер5 жавки не показаны). Рабочим органом манипулятора является рука 60, заканчивающаяся вилкой 61 с углублениями 62 на рабочих поверхностях 63.
С обратной стороны от манипуляторов станка к подъемной части 51 стола прикреп0 лено устройство 64 смены паллет. Оси щпин- делей за счет разворота кареток 6 по направляющим 5 могут пересекаться в точке, через которую проходит вертикальная ось 4 поворота станин, а могут занимать и
5 соосное положение.
Станок работает следующим образом.
Его рабочими движениями в процессе
автоматической работы станка являются
вращение шпинделя, продольное (вдоль оси
шпинделя) движение головок 9 по направ0 ляющим 7 (ось Т, радиальное движение резца 13 (ось W), поперечное движение стола 53 (ось X), вертикальное перемещение стола (ось Y).
Вспомогательными движениями в процессе автоматической работы станка являются
смена борштанг 12 из магазина 47 в шпиндель 10 и обратно, смена державок 34 из магазина 59 и обратно, смена паллет 54 устройством 64, зажим борштанги 12 и державки 34 в конусе 11 шпинделя 10.
0Вращение шпинделя 10 осуществляется
от привода главного движения (не показан). Продольная подача головки 9 осуществляется от привода 8 через щариковую винтовую пару (не показана). Радиальное движение резца 13, зажатого в гнезде 26 каретки 24, осуществляется от привода радиального перемещения резца (не показан) через приводной вал 14, зубчатые полумуфты 15 и 17, щпонку 20, спиральный диск 22, спираль 23 и каретку 24.
0 Поперечное относительно оси щпинделя движение стола 53 осуществляется по направляющим 52. Вертикальное перемещение стола 53 осуществляется за счет подъема подъемной части 51 по направляющим 50, )асположенным в отверстии 49. С.мена бор5 штанг 12 (без державки 34) из магазина 47 в шпиндель 10 осуществляется устройством 48 смены борштанг перед началом ввода ее вовнутрь детали в заднем исходном положе5
НИИ шпиндельной головки 9. Перед окончательной установкой борштанги в конус 1 1 шпинделя 10 происходит сцепление зубчатых полумуфт 15 и 17, соприкасаюш,ихся сначала закругленными торцами 16 зубьев. В случае, если по каким-либо причинам зубья не соединяются, то сжимается пружина 21 валом 18, и при скольжении шгюнки 20 по диску 22 конус боргнтанги входит в конус шпинделя, а перед пуском шпинделя сцепляются окончательно полумуфты 15 и 17.
Удержание борштанги в тако.м состоянии в конусе шпинделя осуществляется фиксатором 46 шпинделя 10 через канавку KOHiia борштанги. Подобным фиксатором, встроенным в гнездо магазина, удерживается бор- штанга и в самом магазине (не показано).
Смена державок 34 с резцами 35 производится манипулятором 58 после того, как продольным движением шпиндельной головки 9 борштанга 12 проходит через отверстие магистрального патрубка детали и останавливается в переднем положении. Манипулятор 58 рукой 60 с помощью вилки 61 рабочими поверхностями 63 выдерживает державку 34 из магазина 59, удерживая ее в руке с помошью сферических головок 38 у нолзушек 37, углублений 62 па рабочих поверхностях 63 и выемкой 39, при этом полуотверстия 40 ползушек занимают раскрытое положение. В таком положении манипулятор подает державку вовнутрь детали через отверстие присоединительного патрубка изделия и движением вдоль оси деля надевает ее на конус 28 фланна 27 до касания торцом 29 торца 32 фланца. Это происходит при ориентированном в угловом положении ш пинделе, благодаря чему пазы 33 державки соединяются со шпонками 30 фланца, соединенного с корпусом 19 борштанги винтами и штифтами. Одновременно с посадкой державки па конус и торец фланца борштанги головка 42 шомпола 43, пройдя центральное отверстие в державке, занимает такое положение, при котором ползушки 37 находятся напротив шейки 41 (с некоторым зазором). В конце хода манипулятора навстречу п пинделю подается автоматически команда на вывод руки 60 из выемки 39 державки, отчего сферические концы 38 ползушек 37 освобождаются от вые.мок 62 и под действием пружин радиусными концами 40 входят в выточку 41, а в конце хода подается команда
5
5
на включение привода зажима ипструмента (не показан), который начинает вращать и перемешать вдоль осп валпк 45, и его резьбовой конец навинчивается па резьбовой конец 44 шомпола. При этом державка, бор- пп анга и шпиндель стягиваются шомполом с усилием Р. по достижении которого через pe.ie тока выключается привод зажима инструмента и включается вращение 1ипинде- ля 10, и следовательно, бор1нтан| и 12 и
0 державки 34. Аналогично происходпт работа во второй бабке. Обработка уплотпитель- ных поверхностей корпуса задвижки трубопроводной арматуры заключается в расточке внутреннего отверстия, бо,тьшего по размеру, чем входное отверстие магистрального патрубка, расточными резцами 35, настроенным; на этот диаметр ходом (подачей) шпиндельной головки назад, и подрезке торца это1 о отверстия радиальной подачей резцй 13 при неподвпжпой гнпппдельно го0 ловке. При обработке этих поверхностей гюдъе%5 и поперечное перемеп1,спие стола 3 испо.1ьзуются как вспомогательные: поперечный ход стола 53 используется при замепе паллет 54, а подъем стола - для совмепхс- ния оси обрабатываемого отверстия с осью шпинделя. Как рабочие движения поперечный (ось X) и вертпкальный (ось Y) ход стола используются для других оиерацпй, например, для обсверловки фланцев изделий.
0
После обработки шпиндель останавливается в ориентированном угловом ноложении, шпиндельная 1 оловка занимает иереднее положение для смены .аержавок, механизм за- инструмента отжимает борштапгу и
5 державку от шпинделя, после чего они удерживаются в этом положении от выпадения фиксатором 46 и ползушками 37. Рабочая рука 60 вводится вилкой 61 в выемку 39, нажимает скосами зева и утопляет сферические концы 38, попадая ими в углублеппя 62, и ходом от шпинделя.,рука снимает державку с борштанги и вынимает из детали, а затем возвращается в исходное заднее по- ложепие. На станке могут также заменяться борштангп, державки и заготовки.
5Предлагаемый станок обеспечивает повышение производительности за счет одновременной обработки нескольких поверхностей, в том числе закрытых и внутренних, а также обеспечивает улучшение условий обслуживания его оператором.
0
и
го
36
го 19 го
18 W (S
1
38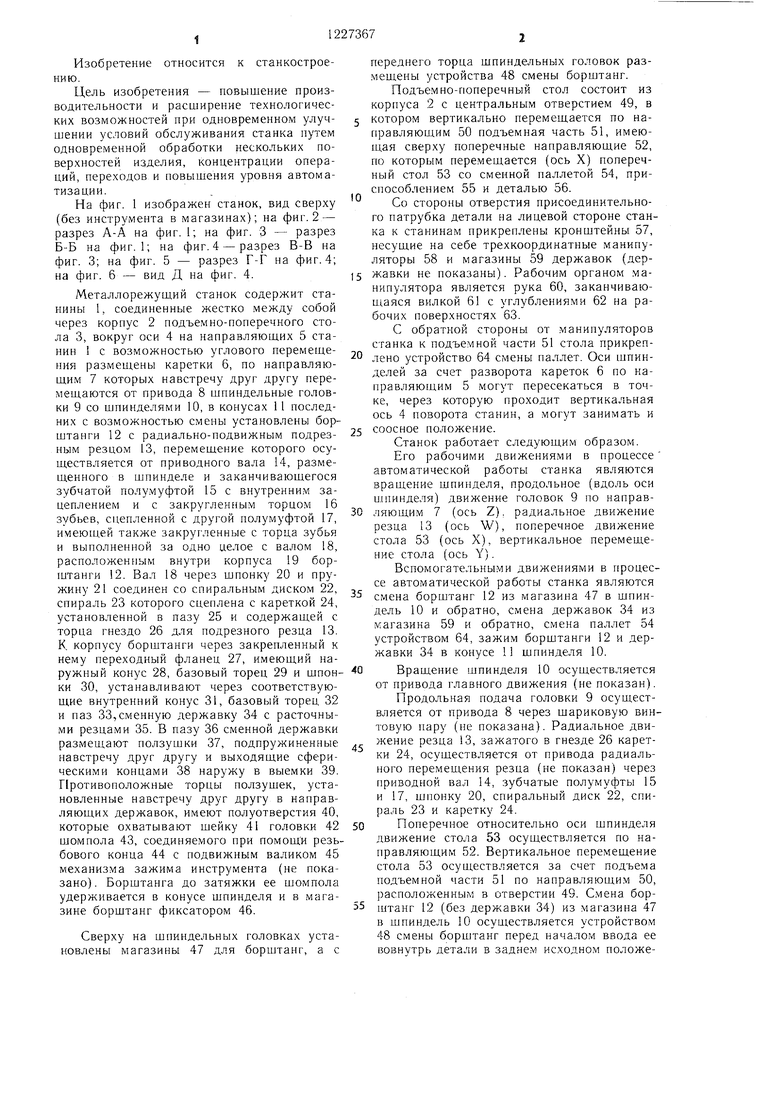



Фиг.5
Составитель Ю. Ельчанин
Редактор Е. КопчаТехред И. ВересКорректор М. Самборская
Заказ 1991/13Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, , Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 0 |
|
SU368941A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
