1
Изобретение относится к устройствам, обслуживающим прокатное произ,водство, и может быть использовано для клеймения проката в торец методом накатки.
По основному авт. св. № 795616 известно устройство для клеймения деталей в торец, содержащее ось, связанную с осью накатную головку размещенную перпендикулярно оси вала с возможностью продольного перемещения , закрепленный на валу механизм подачи деталей, упор, прижимной механизм и его привод, при этом механизм подачи деталей выполнен в виде ротора с рабочими гнездами, а прижимной механизм выполнен в виде рычагов р.
Недостатком известного устройства является низкое качество клеймения из-за невозможности поджатия накатной головки к прокату.
Цель изобретения - повышение ка чества клеймения.
Поставленная цель достигается тем, что устройство для клеймения деталей в торец, содержащее ось, связанную с осью накатную головку, размещенную перпендикулярно оси вала с возможностью продольного перемещения, закрепленный на валу механизм подачи деталей, упор, прижимной механизм и его
10 привод, при этом механизм подачи деталей выполнен в виде ротора с рабочими гнездами, а прижимной механизм выполнен в видерычагов, снабжено меfj ханизмрм для прижима накатной головки к обрабатываемой детали, выполненным в виде установленного на валу диска с выступами и ролика, размещенного на накатной головке и контактирующего с
20 выступами диска.
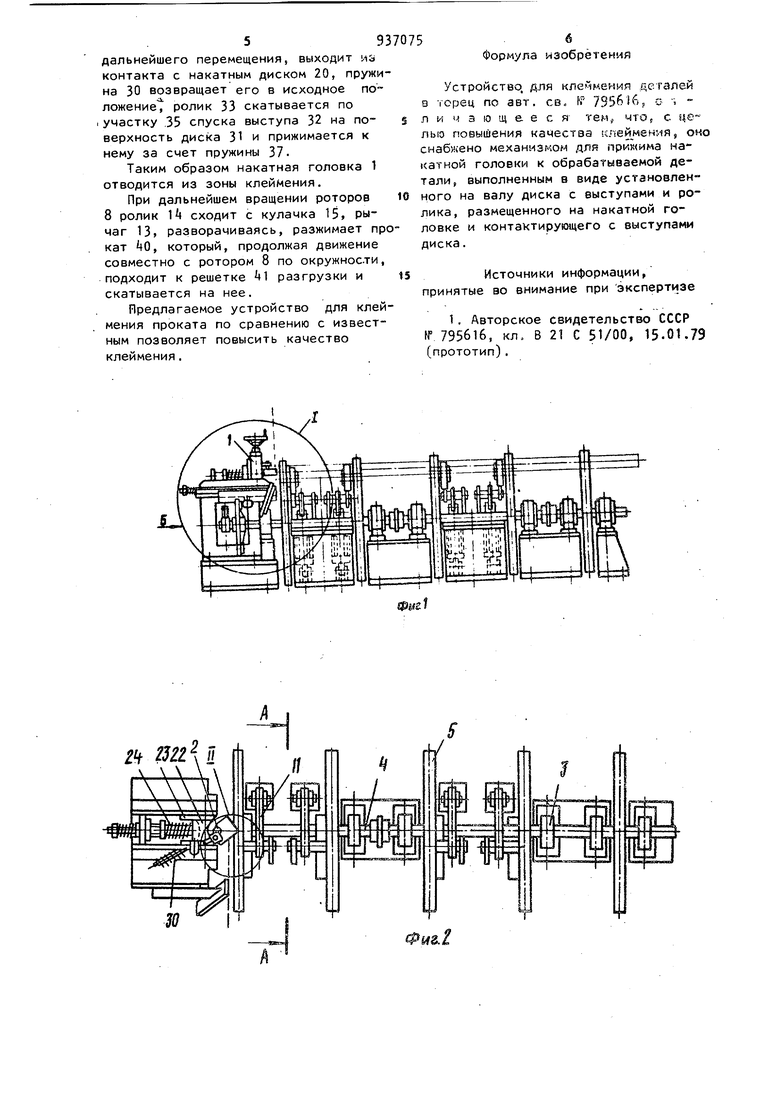
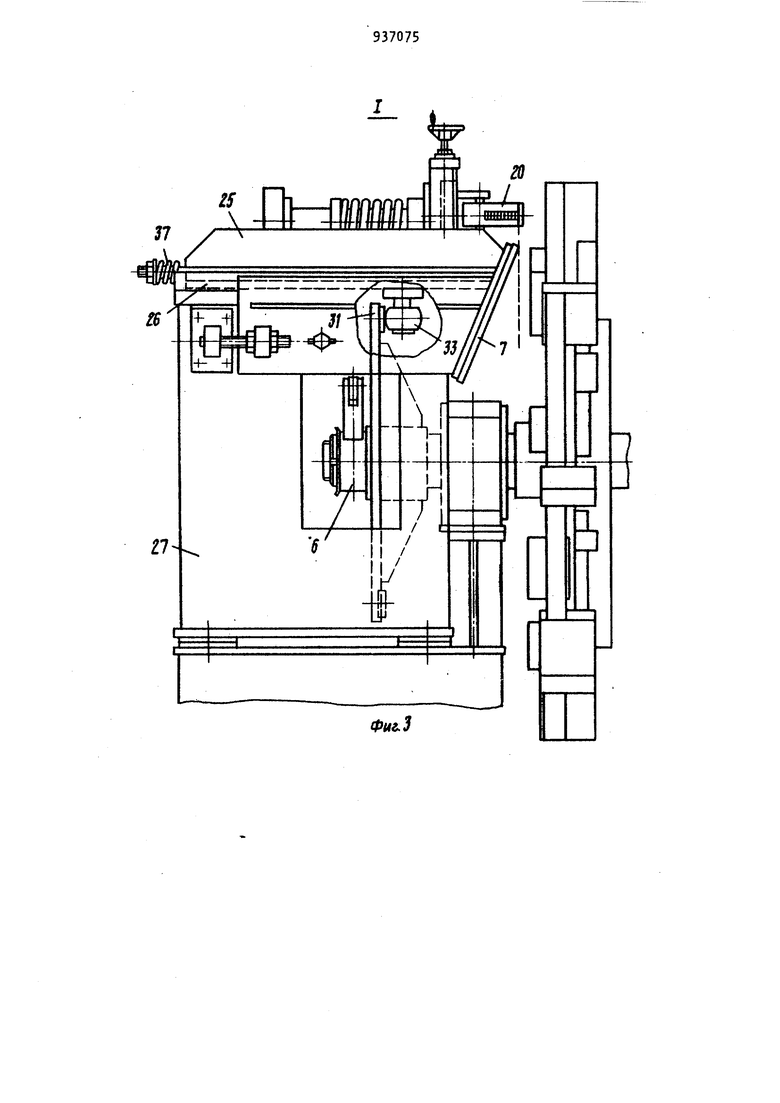
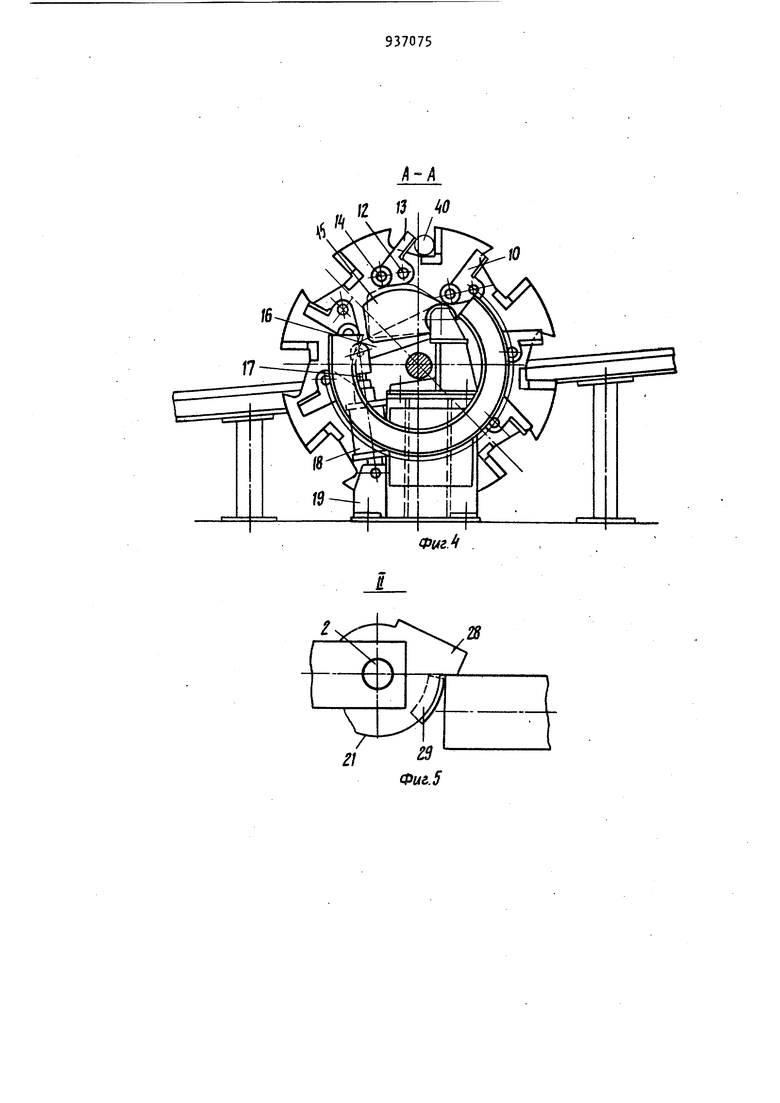
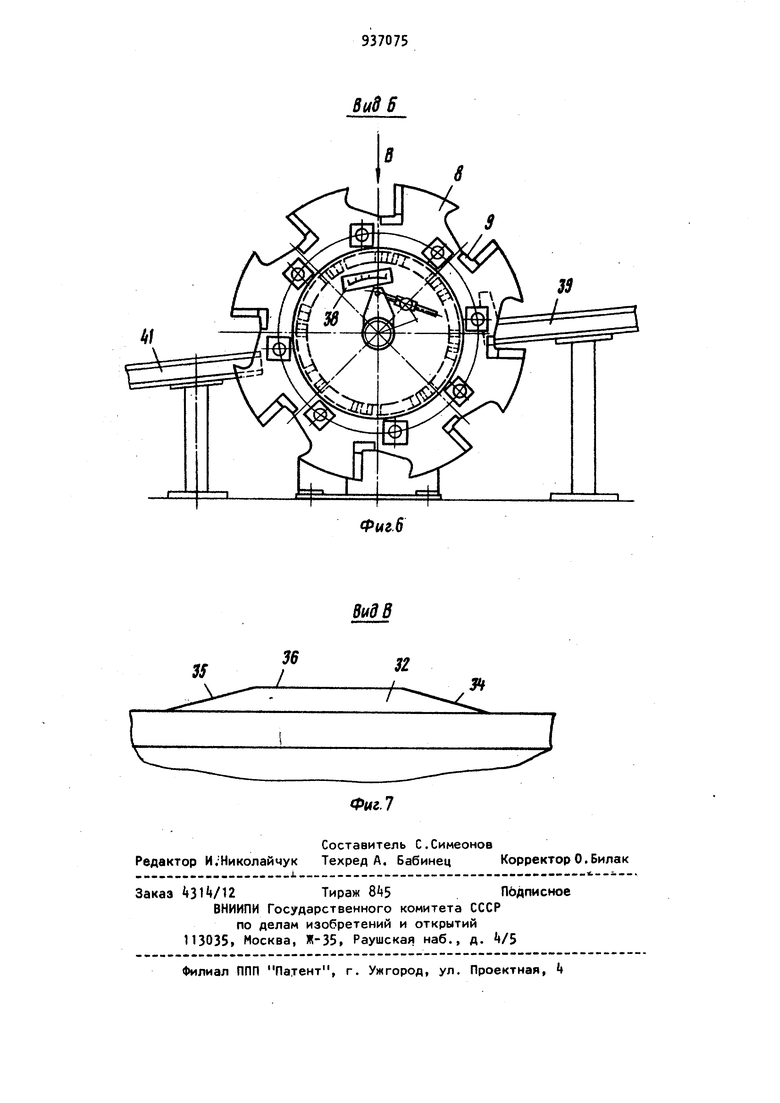
(На фиг. 1 изображено устройство для клеймения проката, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 узел I на фиг. 1; на фиг. А разрез А-А на фиг. 2; на фиг. 5 узел II на фиг. 2; на фиг. 6 - вид 6 на фиг. Т; на фиг. 7 - вид В на фи г. 6. Устройство для клеймения проката содержит накатную головку 1, установ ленную с возможностью поворота на оси 2, перпендикулярной размещенному в подшипниках опорах 3 валу 4, на котором закреплен механизм 5 подачи проката, механизм 6 поджатия клеймовочной головки 1 к прокату и в равнивающая линейка 7. Механизм 5 подачи выполнен в виде закрепленных на валу 4 роторов 8. Каждый ротор 8 имеет несколько рабоjMMX гнезд 9 и столько же зажимных ме ханизмов 10 с общим приводом 11. Каж дый зажимной механизм 10 выполнен в виде шарнирно установленного на оси 12 рычага 13. На одном из концов рычага 13 смонтирован ролик И, периодически контактирующий с кулачком 15 общего привода 11 зажимного механизма 10. Привод 11 зажимного механизма 10 выполнен в виде кулачка 15, жестко связанного с промежуточным рычагом 1б, подсоединенным шарнирно к штоку 17 пневмоцилиндра 18, установленного на станине 19. Накатная головка 1 включает накат ной диск 20, выполненный в виде сект ра 21, установленного с возможностью поворота на вертикальной оси 2, размещенной на каретке 22, имеющей возможность продольного перемещения в направляющих 23 и подпружиненной пос редством пружины 2k, создающей усили клеймения. Направляющие 23 выполнены на корпусе 25, в свою очередь.перемещаемом в направляющих 26, выполнен ных на стойках 27. На секторе 21, выполненном с упором 28, закреплена кассета 29 с набором клейм. Для возврата сектора 21 в «сходное положение по окончании операции клеймения он снабжен пружиной 30. Механизм б поджатия на атной головки 1 к прокату выполнен в виде жестко установленного на конце вала диска 31 с выступами 32 и ролика 33, закрепленного на корпусе 25 накатной головки и контактирующего с диском 31. Выступы 32 диска 31 имеют участки подъема, спуска и горизонтальный соответственно, при этом размер горизонтального участка 36 соответствует размеру участка клеймения . Создание постоянного контакта ролика 33 с диском 31 осуществляется пружиной 37. Для того, чтобы начало горизонтального участка 36 совпадало с началом внедрения первого клейма в торец проката имеется регулировочное устройство 38. Одновременно ротор несет несколько заготовок. Устройство работает следующим образом., , С приемной наклонной решетки 3 прокат поступает на позицию загрузки и перемещается по окружности в гнездах 9 роторов 8, вращающихся от привода (не показан), на позицию клеймения. При этом торец проката 40, скользя по линейке 7, предварительно выравнивается. При подходе проката 0 к позиции клеймения ролик 1 рычага 13 набегает на кулачок 15 зажимного механизма 10 и, разворачиваясь вокруг оси 12, зажимает прокат к гнезде 9. Совместно с вращением ротоipOB 8 вращается и диск 31, установнный на том же, что и роторы 8, валу . В то время, когда прокат 40 подходит к позиции клеймения, выступ 32 вращающегося диска 31 подходит к ролику 33, который, набегая на участок З подъема выступа 32 и перекатываясь по нему, перемещается в направлении к прокату itO, перемещая в том же направлении и накатную головку 1 с накатным диском 20. Как только ролик 33 выйдет на горизонтальный участок 36 выступа 32, прокат «0 прижимается к упору 28 сектора 21 накатного диска 20, который также при дальнейшем движении проката вовлекается им в круговое движение, накатывая на торец проката 40 знаки клейма. Возможное увеличение усилия клеймения из-за неточного выравнивания проката 40 Линейкой 7 компенсируется пружиной 24. После того, как ролик 33 пройдет весь горизонтальный участок. 36, все знаки клейма на торец проката анесены. После нанесения клейма на орец проката 40 последний, за счет
дальнейшего перемещения, выходит из контакта с накатным диском 20, пружина 30 возвращает его в исходное по ложение, ролик 33 скатывается по I участку .35 спуска выступа 32 на поверхность диска 31 и прижимается к нему за счет пружины 37.
Таким образом накатная головка 1 отводится из зоны клеймения.
При дальнейшем вращении роторов 8 ролик I сходит с кулачка 15, рычаг 13, разворачиваясь, разжимает прокат kO, который, продолжая движение совместно с ротором 8 по окружности, подходит к решетке разгрузки и скатывается на нее.
Предлагаемое устройство для клеймения проката по сравнению с известным позволяет повысить качество клеймения.
Формула изобретения
Устройство, для клеймения деталей в торец по авт. се. f 795616, о . л и ч э ю щ е е с я тем, что с целью повышения качества (шей мения, оно снабжено механизмом для прижима накатной головки к обрабатываемой детали, выполненным в виде установленного на валу диска с выступами и ролика, размещенного на накатной головке и контактирующего с выступами диска.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 795616, кл, В 21 С 51/00, 15.01.79
(прототип),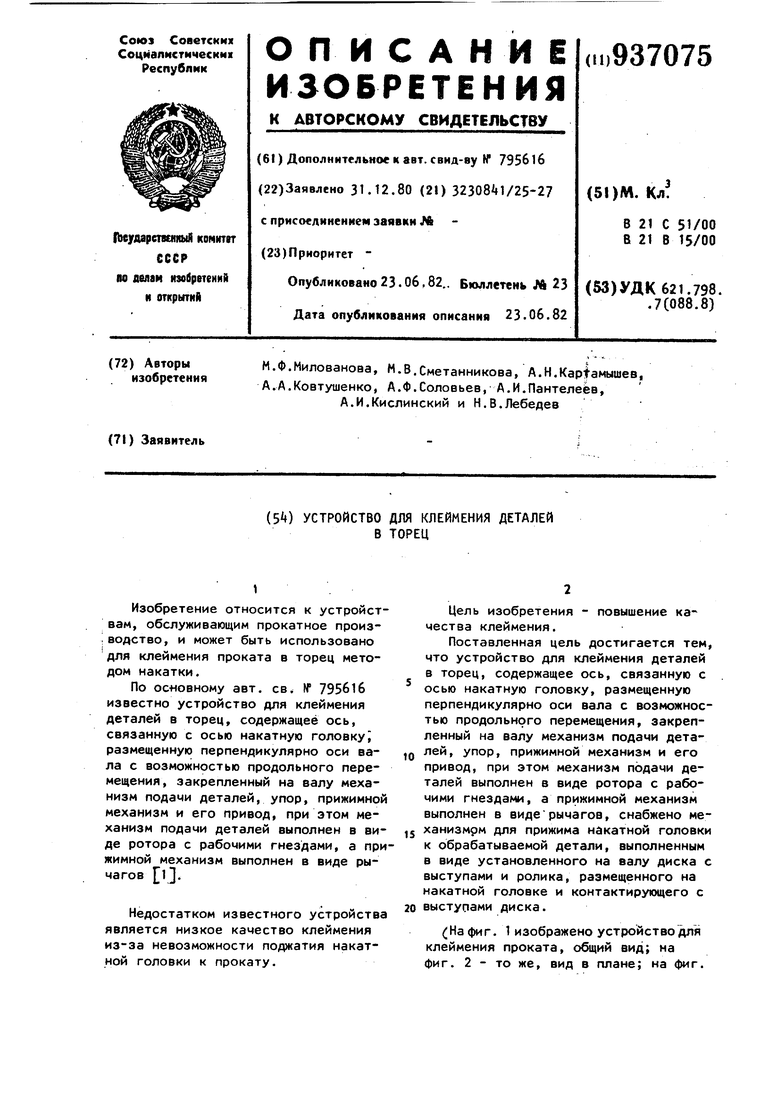

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения деталей вТОРЕц | 1979 |
|
SU795616A1 |
| Устройство для клеймения труб | 1975 |
|
SU538759A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
| Установка для клеймения изделий | 1990 |
|
SU1793981A3 |
| Устройство для клеймения металлических изделий с криволинейной поверхностью | 1990 |
|
SU1779429A1 |
| Устройство для клеймения труб | 1975 |
|
SU527230A1 |
| Устройство для изготовления маркировочных бирок | 1977 |
|
SU701735A1 |
| Автоматическое устройство для клеймения изделий ступенчатой формы | 1988 |
|
SU1620174A1 |
| Устройство для клеймения в торец движущегося проката | 1982 |
|
SU1060269A1 |
1 Ш л П
Фиг.
В(4д5
Фиг 6
