2.Устройство по п. 1, отличающееся тем, что клеймодержатель выполнен с радиальными пазами, а подпружиненные клейма размещены в пазах, при этом каждое клеймо связано с бойком посредством последовательно установленных
в клеймодержателе двуплечего рычага и толкателя.
3.Устройство по пп. 1 и 2, отличающееся тем, что средство ориентации изделия выполнено
в по меньшей мере пары диаметрально расположенных на торце клеймодержателя ловителей с наклонными к его продольной оси рабочими поверхностями.
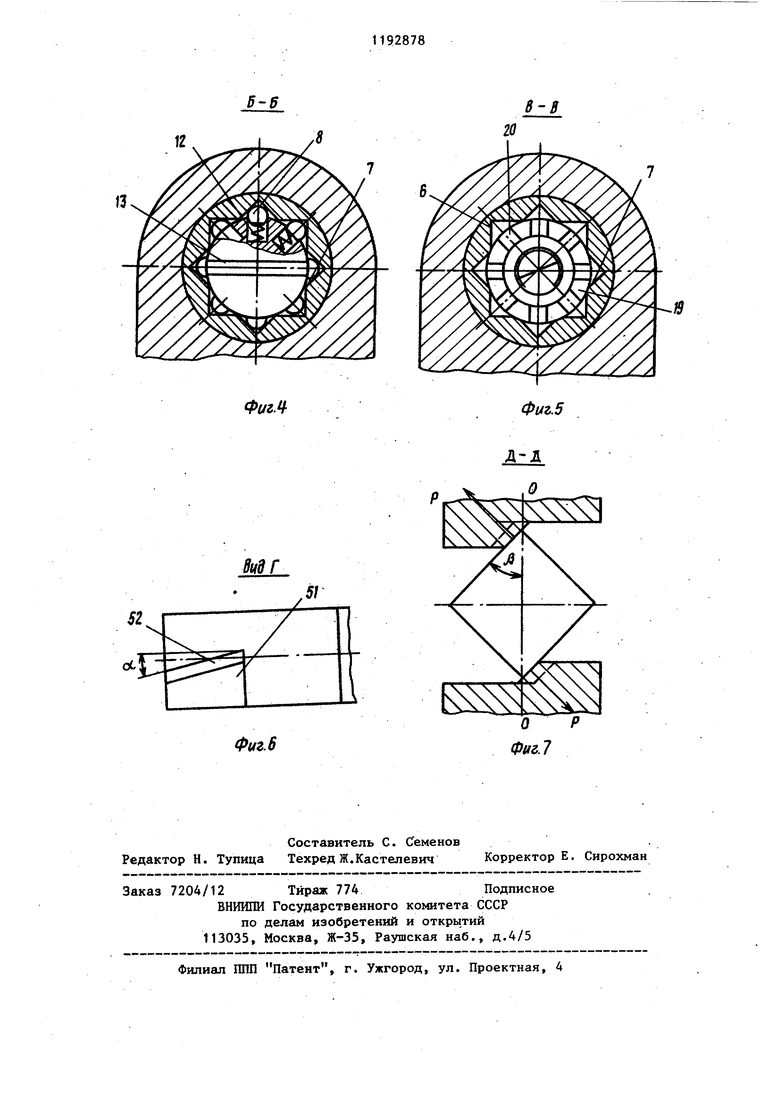
4.Устройство по п. 3, отличающееся тем, что, с целью йовьшения точности ориентации изДелия путем вывода его из положе192878
ния неустойчивого равновесия, на рабочей поверхности каждого лови -теля установлен косой выступ.
5.Устройство по п. 1, отличающееся тем, что связь между приводным валом и клеймодержателем выполнена в виде кулачковой муфты сцепления.
6.Устройство по п.5, отличающееся тем, что оно снабжено втулкой с продольными пазами,
. установленной в стойке и охватывающей вал с клеймодержателем в зоне размещения муфты, подпружиненными шариковыми фиксаторами, при этом приводной вал выполнен с радиальными отверстиями, а шарнирные фиксаторы установлены в радиальных.отверстиях с возможностью взаимодействия с соответствующими продольными пазами втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1980 |
|
SU897369A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ДЕТАЛЕЙ | 1998 |
|
RU2144855C1 |
| Устройство для клеймения деталей | 1985 |
|
SU1260190A1 |
| Устройство для съема и обработки деталей со стороны отрезки на токарных автоматах | 1982 |
|
SU1042892A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ДЕТАЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1972 |
|
SU327957A1 |
| Устройство для клеймения | 1972 |
|
SU461833A1 |
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |
| Устройство для клеймения деталей | 1977 |
|
SU725864A1 |
| Устройство для ударного клеймения изделий | 1983 |
|
SU1143485A1 |
| Станок автомат для клеймения | 1972 |
|
SU446335A1 |
1. УСТРОЙСТВО ДЛЯ МАРКИРОВАНИЯ ИЗДЕЛИЙ, содержащее соосно смонтированные на станине приводной шпиндель и установленную на стойке с возможностью осевого перемещения приводную маркировочную головку с клеймодержателем, несущим клейма, связанный с ним подпружиненный боек, приводной вал, установленные в стойке -подпружиненные фиксаторы для удержания бойка во взведенном состоянии, клиновые толкатели для спуска бойка, установленные на стойке с возможностью взаимодействия с подпружиненными фиксаторами, и установленные на стойке упоры для ограничения перемещения маркировочной головки, отличающееся тем, что, с целью расширения технологических возможностей, путем создания условий для маркирования изделий с гранями, оно снабжено средством ориентации изделий, установленным на клеймодержателе, средством Для связи приводного вала с клеймодержателем и буфером, установленным на приводном О) валу с возможностью взаимодействия с упорами, а подпружиненные фиксаторы для удержания бойка установQ лены в клеймодержателе. СО lN5 00 00
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для клеймения деталей многогранного сечения в боковую поверхность на токарных многошпиндельных автоматах
Цшь изобретения - расширение технологических возможностей путем создания условий для маркирования изделий с гранями.
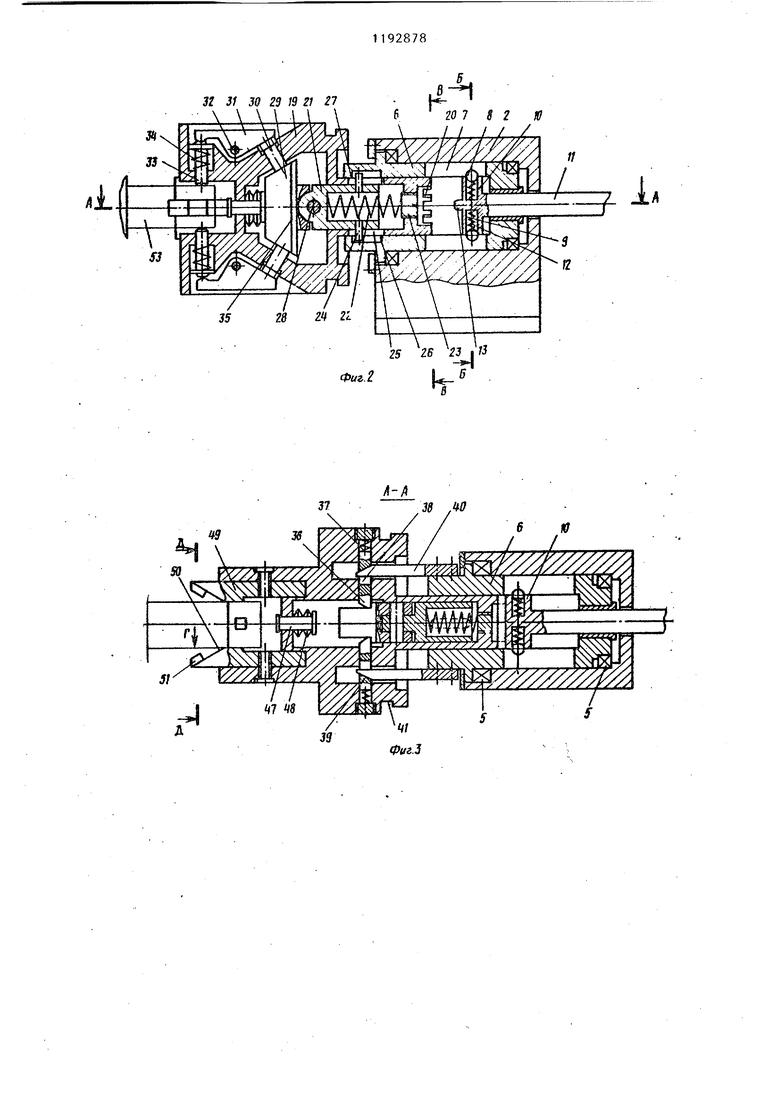
На фиг-. 1 изображено устройство, установленное на токарном автомате, общий вид; на фиг. 2 - то же, в конце рабочего хода, продольный разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг, 2; на фиг.5 - разрез В-В на фиг.2; на фиг.6 - вид Г на фиг.З на фиг. 7 - сечение Д-Д на фиг. 3 (момент захвата детали ловителями, случай неустойчивого положения равновесия) .
На продольном суппорте 1 токарного автомата установлена инструментальная стойка 2 с возможностью возвратно-поступательного перемещения по направляющим 3 продольного суппорта 1 от привода 4 независимой подачи автомата. В инструментальной стойке 2 на подшипниках 5 подвижно
установлена втулка 6, имеющая продольные пазы 7, с которыми контактируют шарики 8, смонтированные в радиальных отверстиях 9 бурта 10 S приводного вала 11. Шарики 8 подпружинены пружинами 12сжатия. Приводной вал 11 имеет на торце выступ 13 и связан с коробкой передач автомата (не показана). Эта связь обесtO печивает валу 11 вращение, синхронное с вращением шпинделя 14 и направленное в ту же сторону.
В средней части приводной вал 11 имеет буфер 15, который может
15 контактировать с жесткими упорами 16 и 17, закрепленными на станине 18 токарного автомата. На втулке 6 с возможностью продольного перемещения установлен корпус клеймодер20 жателя 19, имеющий на внутреннем торце радиальные пазы 20, количество которых равно количеству продольных пазов 7 во втулке 6.
Выступ 13 по форме и размерам
25 соответствует одному из пазов 20. Выступ 13 и радиальные пазы в клеймодержателе образуют кулачковую муфту сцепления.
В клеймодержателе 19 смонтирован
30 ползун 21 ударного механизма. 3 взаимодействующий с пружиной 22, поджатой коробкой 23. В ползуне 21 запрессованы штифты 24, установлен ные с возможностью скольжения в пазах 25 клеймодержателя 19 и паза 26 втулки 6. Пазы 25 выполнены с у ловием обеспечения гарантированног зазора между стенкой 27 и штифтом 24 в момент клеймения. На ползуне 21 смонтирован с возможностью к чания на оси 28 боек 29, выполненный в виде усеченной пирамиды. В .корпусе клеймодержателя 19 установ лены толкатели 30, взаимодействующие с двуплечими рычагами 31, смонтированными на осях 32, Двупле чие рычаги 31 контактируют с клеймами 33, взаимодействующими с пружинами 34. Боек 29 удерживается во взведен ном состоянии за выступы 35 двумя фиксаторами 36 механизма спуска, поджатыми пружинами 37. В пазах 38 со скосами 39 находятся клинья 40 для спуска фиксаторов 36, закрепленные на втулке 6 механизма взвод Клеймодержатель 19 имеет кольцевую канавку 41, взаимодействующую с ви кой 42, соединенную с тягой 43 и б фером 44 для ограничения движения Iклеймодержателя 19 с помощью упоров 45 и 46, закрепленных на станине 18 токарного автомата. Внутри корпуса клеймодержателя 19 расположен демпфирующий механизм имеющий компенсатор 47, поджатый тарельчатыми пружинами 48. ,В аксиально расположенных отвер тиях корпуса клеймодержателя 19 расположены два ловителя 49, кажды из которых имеет наклонную к оси клеймодержателя заходную часть 50 с косым выступом 51, причем выступы смещены в одну сторону по нап равлению вращения, либо против него. Каждый из выступов 51 имеет в свою очередь, наклоненную к оси клеймодержателя под углами с/ и /i заходную часть 52. Угол oi выбирается конструктивно (примерно 20-25 исходя из размеров обрабатываемой детали 53 и хода на кулачке распре делительного вала токарного автома та. Угол /3 соответствует профилю .обрабатываемого многогранника детали 53. Клеймодержатель 19, боек 29, средство сцепления вала 11 и клей784модержателя 19, а также элементы фиксации этих узлов образуют маркировочную головку, размещенную соосно шпинделю станка. Устройство работает следующим образом. В исходном положении Клеймодержатель 19 получает вращение от приводного вала 11 посредством выступа 13, входящего в один из пазов 20. Одновременно вращается втулка 6 механизма взвода. Ударный механизм взведен, пружина 22 сжата, боек 29 удерживается двумя фиксаторами 36 за выступы 35 (фиг.З) От привода 4 независимой подачи инструментальная стойка 2, а следовательно, и все устройство, получает перемещение по направляющим 3 продольного суппорта 1 в сторону шпинделя 14. Одновременно получает движение в продольном направлении приводной вал 11 с буфером 15. При подходе ловителей 49 к обрабатываемой детали 53 буфер 15 упирается в упор 16, что приводит к прекращению продольного движения приводного вала 11 и выводу выступа 13 з пазов 20. Вращение от приводного,.вала 11 к клеймодержателю 19 передается теперь через упругую . связь посредством подпружиненных шариков 8, взаимодействующих с продольными пазами 7 втулки 6, к.оторая в свою очередь, посредством штифтов 24, взаимодействующих с пазами 25 и 26, передает вращение корпусу клеймодержателя 19. При дальнейшем движении устройства к детали 53 ловители 49 своей наклонной заходной частью 50 контактируют с гранями обрабатываемой детали 53, доворачивая клеймодержатель 19 до совпадения боковых граней обрабатываемой детали 53 с плоскостью, перпендикулярной направлению клеймения на устройстве. При этом шары 8 выкатываются из продольных пазов 7 втулки и устанавливаются в отверстиях 9. В случае, когда деталь 53 будет находиться относительно ловителей 49 в положении неустойчивого равновесия, т.е. когда грань детали и нормаль со скошенной частью 50 ловителей 49 будут лежать в одной плоскости, для поворота детали используются наклонные выступы 51, раз5мсщенные на заходной части ловителей 49. При дальнейшем движении клеймодержателя 19 по направлению к шпинделю 14 грани обрабатываемой детали 53 будут контактировать со скошенной частью 50, окончательно доворачивая корпус клеймодержателя 19 до совпадения боковых граней обраба тываемой детали 53 с плоскостьюj пе пендикулярной направлению клеймения на устройстве. При достижении устро ством положения для клеймения буфер 44 упирается в упор 45, тяга 43 останавливается, при этом вилка 42, взаимодействуя с кольцевой канавкой 41, останавливает корпус клеймо держателя 19. Дальнейшее движение стойки 2 приводит к тому, что клинь 40 взаимодействуют со скосами 39 фи саторов 36 и утаплившот их, сжимая Пружины 37. Боек 29 освобождается под действием пружины 22, движется Вперед и ударяет по толкателям 30. Последние через двуплечие рычаги 3 воздействуют на клейма 33, которые и наносят отпечаток на боковую поверхность обрабатываемой детали 53. Кинетическая энергия удара бойк тратится на процесс клеймения и на сжатие тарельчатых пружин 48 компе сатора 47, который после гашения энергии удара слегка отодвигает бо ек 29 и освобождает толкатели 30. Пруткины 34 разжимаются и выводят клейма 33 из соприкосновения с обрабатываемой деталью 53. После окончания процесса клеймения инструментальная стойка 2 от привода 4 независимой подачи отводится, увлекая за собой все устройство. При этом боковые поверхности ловителей 49 выходят из взаимодействия с гранями обрабатываемой детали 53, усилие, смещающее шарики 8 из продольных пазов 7 втулки 6 механизма взвода. 786 устраняется и шарики 8 под действием пружгн 12 возвращаются в исход,ное положение. Выступ 13 на приводном валу 11 занимает положение на- против одного из радиальных пазов 20 корпуса клеймодержателя 19. При дальнейшем движении устройства приводной вал 11 своим буфером 15 упирается в упор 17 и прекращает продольное движение, а корпус клеймодержателя 19 одним из своих радиальных пазов 20 входит в жесткое зацепление с выступом 13 приводного вала 11. С этого момента вращение от приводного вала 11 к корпусу клеймодержателя 19 передается посредством этого жесткого зацепления . В момент жесткого зацепления происходит касание буфера 44 с упором 46, движение корпуса клеймодержателя 19 прекращается. При дальнейшем движении инструментальной стойки 2 втулка 6 механизма взвода, контактируя стенкой 27 паза 26 со штифтом 24, производит перемещение ползуна 21 с бойком 29 сжимая пружину 22, клинья 40 выходят из пазов 38 фиксаторов 36, освобождая их. При конечном положении инструментальной стойки и достижении пружиной 22 необходимой степени сжатия происходит опускание фиксаторов 36 под действием пружин 37 и зацеплерие их с выступами 35 бойка 29. Таким образом, боек 29 удерживается во взведенном состоянии. Устройство готово к следующему циклу. Предлагаемое устройство отличается простотой настройки, регулировки и эксплуатации, позволяет клеймить детали многогранного сечения в боковую поверхность непосредственно на токарном многошпиндельном автомате, т.е. снимать с автомата полностью готовую деталь, отказавшись от додел очных операций. Я 31 30 23 19 21 27 207 8 2 25 2S 23J13 Фиг. 2Ь Б Ю /
8-В
ФигМ
Фиг.5
Sudr
Фиг. 6
| Устройство для клеймения | 1974 |
|
SU523738A1 |
| В, 21 С 51/00, 1974. | |||
