Изобретение относится к станкостроению, в частности к устройствам для удаления стружки и пыли от станков с ЧПУ типа «обрабатывающий центр.
Цель изобретения - повышение надежности устройства для удаления элементной пыли и стружки из зоны резания станков с ЧПУ типа «обрабатывающий центр с автоматической сменой режущих инструментов за счет повышения герметичности пылеструж- коприемника.
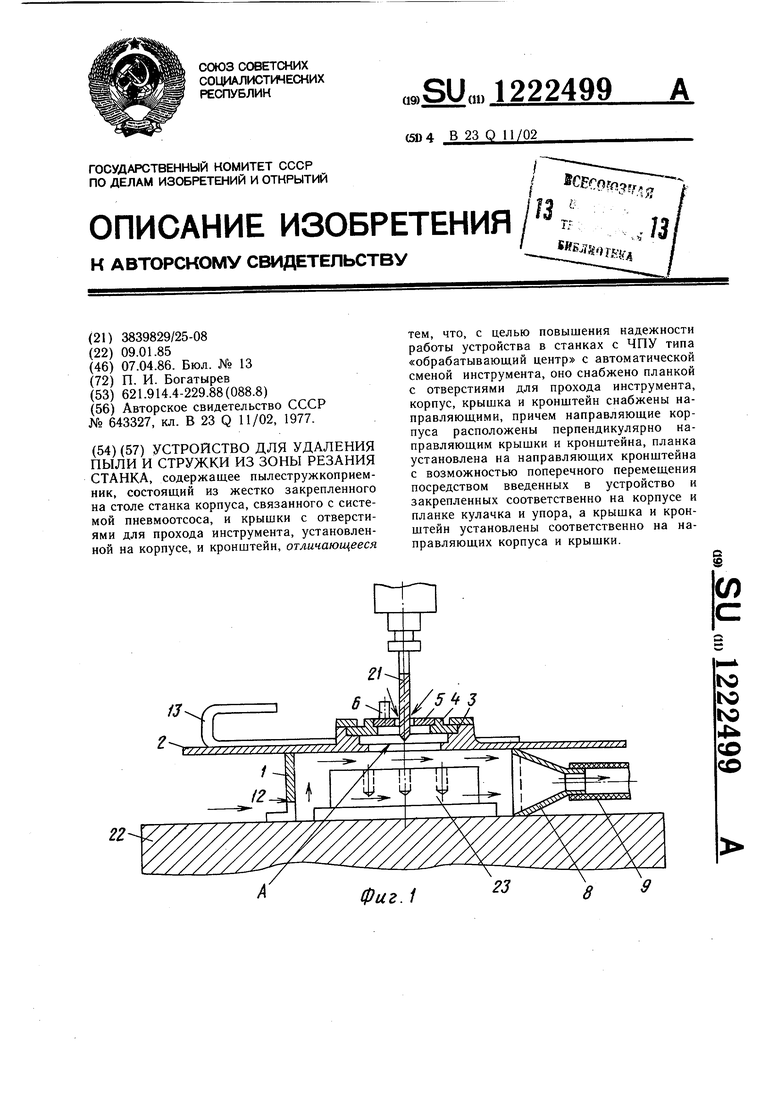
На фиг. 1 изображен пылестружкоприем- ник, общий вид; на фиг. 2 - устройство на станке, общий вид.
Устройство состоит из корпуса 1 пыле- стружкоприемника с направляющими элементами установленного неподвижно на столе станка, крыщки 2, установленной подвижно на направляющих элементах корпуса 1 (фиг. 2) с возможностью перемещения последнего в продольном направлении относительно крыщки 2.
Крыщка 2 имеет отверстия для ввода инструмента и направляющие 3 (фиг. 1), на которых установлен кронштейн 4, закрепленный неподвижно на стойке станка. На кронщтейне 4, имеется отверстие для перемещения режущего инструмента и закреплены направляющие, на которых установлена планка 5 с отверстиями, диаметры которых соответствуют размерам группы режущих инструментов, установленных в магазине автоматической смены инструмента (МАСИ). На планке жестко закреплен упор 6. Один из. торцов корпуса 1 (правый по фиг. 1) соединен с отсасывающим устройством 7 (фиг. 2) с помощью патрубка 8, гибкого трубопровода 9, стружкоотдели- теля 10 и пылеотделителя (фильтра) П. Отсасывающее устройство 7 может быть индивидуальным (для одного станка) или групповым (для группы станков).
На торце корпуса 1 выполнено всасывающее отверстие 12 и закреплен кулачок 13, а на передней стенке установлена щарнир- но дверка 14 с помощью оси 15 (фиг. 2). В нижней части стружкотделителя 10 имеется автоматический клапан-разгрузитель 16, тележка 17 или транспортер 18 для удаления стружки. На стойке 19 (фиг. 2) станка установлена подвижно фрезерная головка 20 со щпинделем и сменным режущим инструментом 21.
На столе 22 станка, внутри корпуса 1, устанавливается обрабатываемая деталь 23. Устройство работает следующим образом. Обрабатываемая деталь 23 устанавливается на столе 22 станка вручную через дверку 14 (фиг. 2). При необходимости автоматической смены заготовки обрабатываемой детали подача ее во внутрь корпуса 1 пылестружкоприемника производится через проем в левом (по фиг. 1) торце корпуса 1 (не показано). Автоматическая объемная обработка детали 23 производится на станке с ЧПУ по управляющей программе. Перед началом обработки детали в соответствии с программой в щпиндель станка автоматически устанавливается первый режущий инструмент 21. Затем планка 5 перемещается в направляющих кронштейна 4 таким образом, что ось одного из отверстий, диаметр которого соответствует диаметру режущего инструмента 21, совпадает с осью вращения щпинделя. Далее в соответствии
с программой режущий инструмент 21 перемещается вниз, а обрабатываемая деталь 23 вместе с корпусом 1 пылестружкоприемника и столом 22 станка перемещается в продольном и поперечном направлениях.
При перемещении обрабатываемой детали 23 вместе с корпусом 1 в продольном направлении крыщка 2 остается неподвижной. При перемещении корпуса 1 в поперечном направлении крыщка 2 также переме0 щается в этом же направлении относительно оси щпинделя, кронштейна 4 и планки 5. Таким образом, устройство со сменными отверстиями в планке 5 позволяет автоматизировать удаление металлической стружки и пыли на многоинструментальных станках
с ЧПУ, с автоматической сменой режущего инструмента и обрабатываемых деталей (заготовок), а наличие направляющих на корпусе 1, крышке 2 и кронштейне 4 обеспечивает надежную герметичность пылестружкоприемника. Воздух во внутреннюю часть пылестружкоприемника может проникать только через зазор между инструментом и одним из отверстий планки 5 и через всасывающее отверстие 12 (фиг. 1) на корпусе 1. Образующаяся в процессе обработки дег тали 23 элементная металлическая стружка и пыль попадают в пылестружкоприемник и удаляются из зоны обработки вместе с потоком воздуха по щелевым пазам корпуса 1 через патрубок 8, гибкий трубопровод
9в стружкоотделитель 10 и пылеотделитель 0 11. Необходимая скорость воздущного потока
в пылестружкосборнике обеспечивается отсасывающим устройством 7 (вентилятором или вакуум-насосом), а также при необходимости - сжатым воздухом. По мере накопления стружки в стружкоотделителе
10она затем транспортируется от станка и из цеха с помощью транспортера 18 или сборной тележки 17. Мелкая пыль задерживается фильтром И, встроенным в циклон стружкоотделителя 10.
QПеремещение, установка планки 5 в положение, при котором одно из отверстий в ней соответствует размеру режущего инструмента, установленного в шпиндель станка, осуществляется следующим образом.
Фрезерная головка находится в верхнем
5 поднятом положении или в положении автоматической смены инструмента. В соответствии с управляющей программой корпус 1 вместе с кулачком 13 (фиг. 1) перемещается вначале в крайнее переднее, а затем в крайнее правое положение, при котором кулачок 13 становится в положение взаимодействия с упором 6, установленным на планке 5. После этого кулачок 13 вместе с корпусом 1 перемещаются в поперечном направлении, взаимодействуя с упором 6, кулачок перемещает планку на один или два шага, т. е. до совпадения оси нужного по диаметру отверстия в приемной головке с осью щпинделя.
Отверстия в планке 5 расположены от наименьшего с задней стороны до наибольСоставитель Ф. Майоров
Редактор Е. ПаппТехред И. ВересКорректор .М. Самборская
Заказ 1652/15Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
шего, возрастая к передней стороне планки 5.
При необходимости смены отверстия с большего размера на меньшее кулачок 13 вместе с корпусом 1 в соответствии с программой перемещается вначале в крайнее заднее, а затем в крайнее правое положение, после этого кулачок 13 перемещается вперед, перемещая при этом упор б с планкой 5 на один, два или три шага, т. е. до совпадения оси нужного отверстия планки с осью шпинделя.
фиг. г

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отвода стружки от режущего инструмента | 1982 |
|
SU1071395A1 |
| Устройство для пневмоотсоса пыли и стружки из зоны резания металлорежущего станка | 1973 |
|
SU516510A1 |
| Устройство для пневмоотсоса пыли и стружки | 1976 |
|
SU653087A1 |
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ СТРУЖКИ | 1998 |
|
RU2139180C1 |
| Устройство для пневмоотсоса пыли и стружки | 1976 |
|
SU764937A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Устройство для удаления стружки из зоны резания на деревообрабатывающем станке | 1977 |
|
SU643327A1 |
| Устройство для зажима деталей,обрабатываемых по контуру | 1980 |
|
SU876358A1 |
| СИСТЕМА УДАЛЕНИЯ ПЫЛИ И СТРУЖКИ НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 2013 |
|
RU2526663C1 |
| Устройство для удаления стружки из зоны резания на деревообрабатывающем станке | 1977 |
|
SU643327A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
