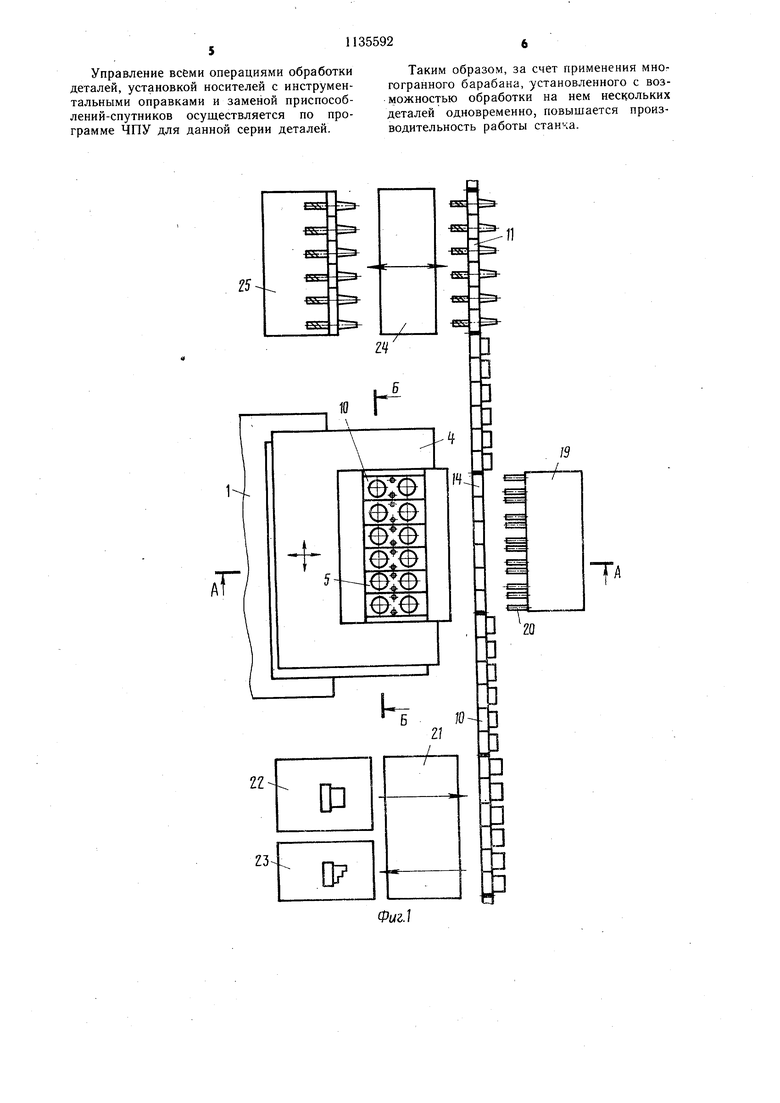
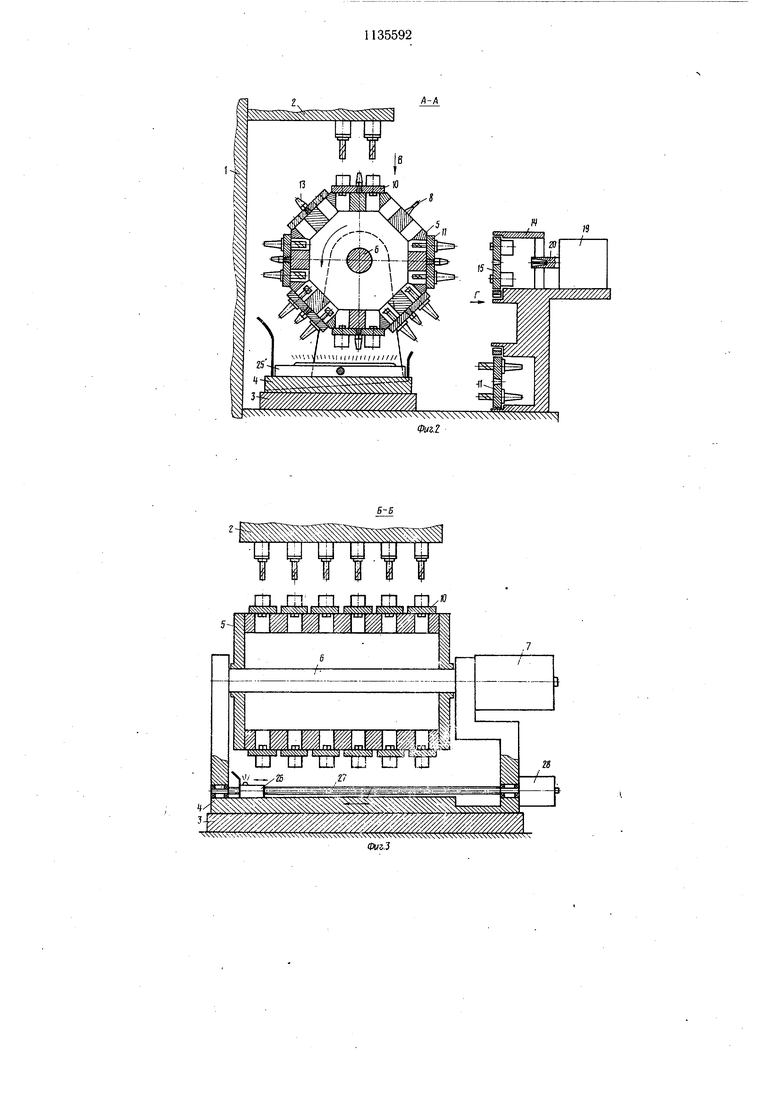
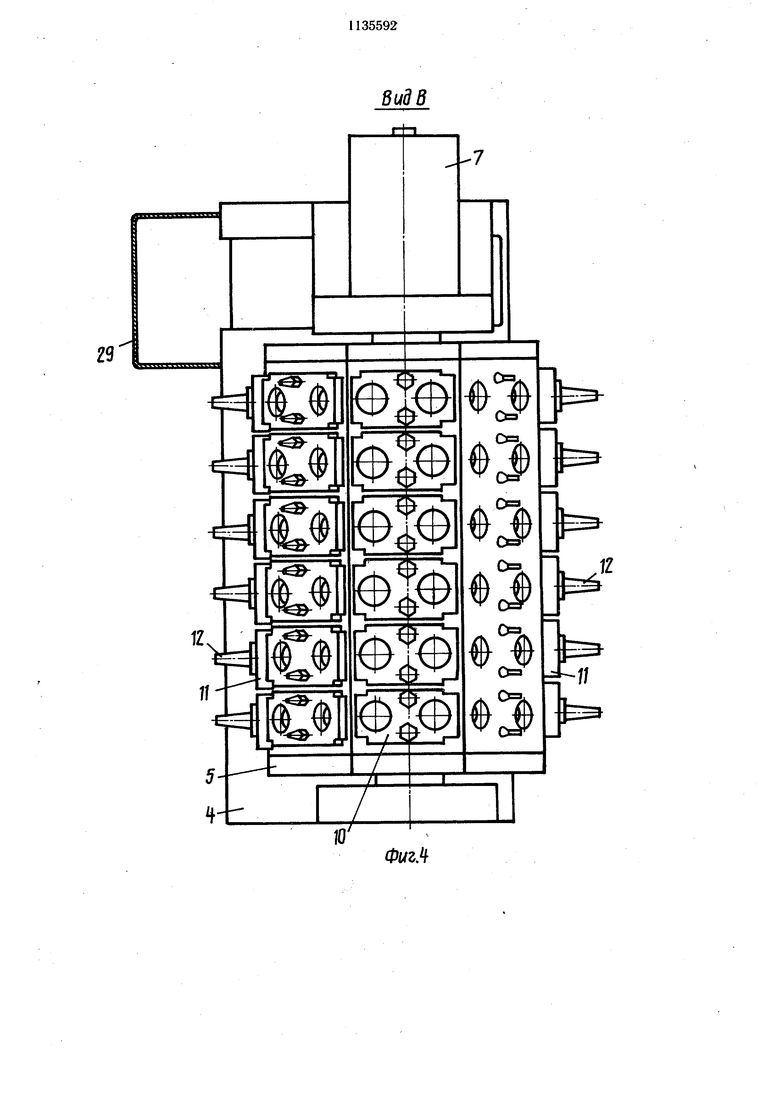
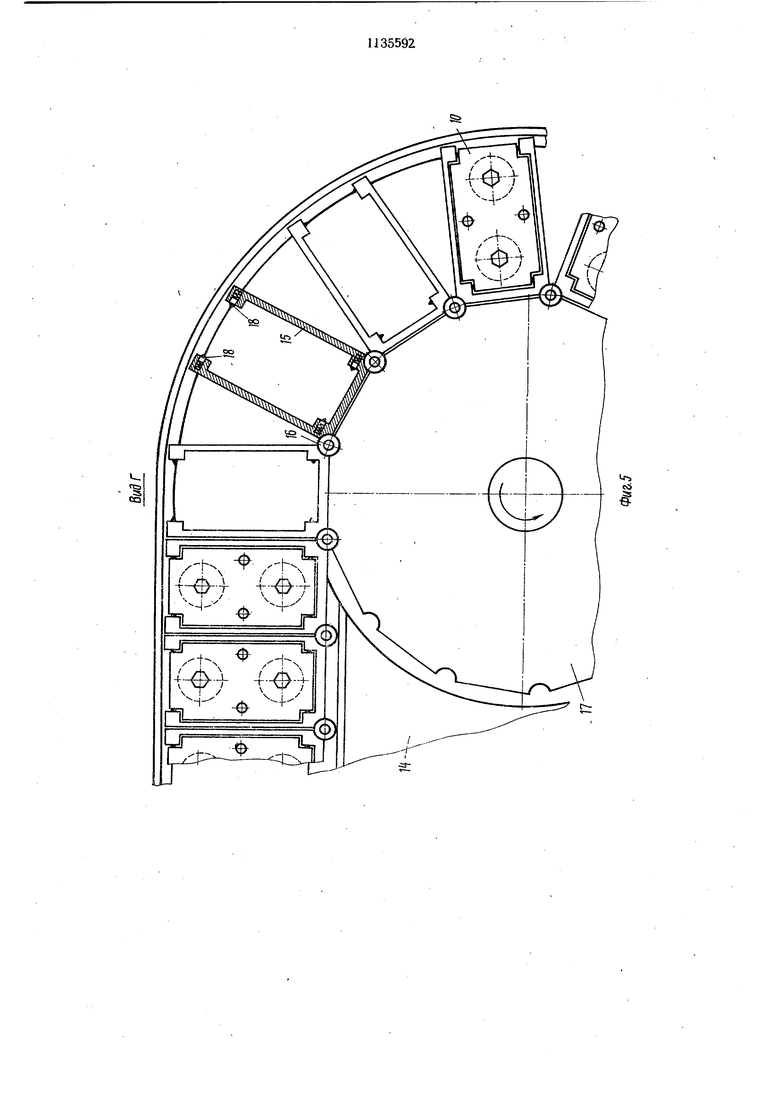
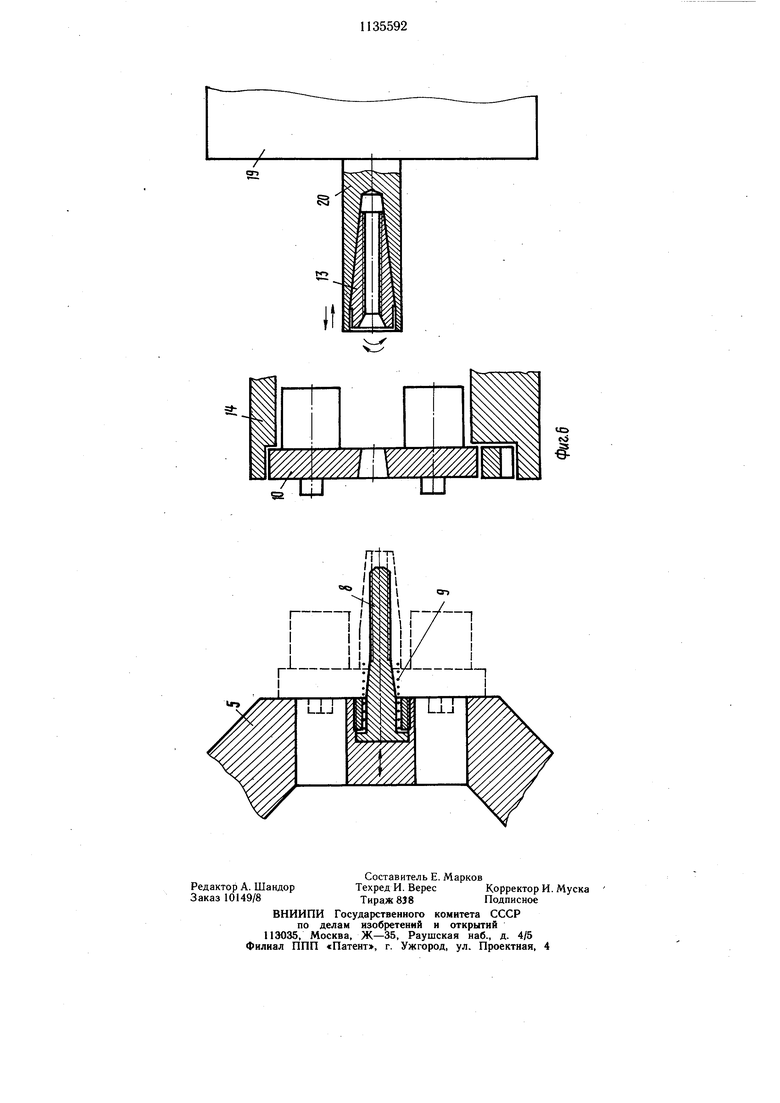
со сд сд со ю Изобретение относится к станкостроению, в частности к многооперационным станкам с ЧПУ типа «обрабатывающий центр, снабженных устройствами для автоматической смены инструментов и обрабатываемых деталей. Известен металлорежущий станок с автоматической сменой инструментов и приспособлений-спутников, содержащий накопитель с носителями инструментальных оправок в виде поворотного барабана, и транспортер с захватами для перемещения приспособлений-спутников. В известном станке накопитель приспособлений-спутников установлен перпенди кулярно оси щпинделя. Накопитель выполнен в виде перемещающегося транспортера, с горизонтально расположенными на нем приспособлениями-спутниками. Между станком и накопителем стационарно установлено двухпозиционное передаточное устройство для автоматической смены приспособлений-спутников, снабженное захватами. Сменные инструменты размещены в поворотном барабане с вертикальной осью вращения 1. Недостатком известного станка является невысокая его производительность, так как в процессе обработки находится только, одна деталь. Целью изобретения является повыщение производительности станка. Поставленная цель достигается тем, что в металлорежущем станке с автоматической сменой инструментов и приспособленийспутников, содержащем накопитель с носителями инструментальных оправок в виде поворотного барабана, и транспортер с захватами для перемещения приспособленийспутников, барабан выполнен многогранным с горизонтальной осью вращения, установлен на столе и снабжен установленвыми на каждой грани его коническими фиксаторами с гайками для закрепления на них приспособлений-спутников и носителей инструментальных оправок, причем наружная поверхность упомянутых гаек выполнена с самотормозящей поверхностью. Кроме того, станок снабжен многощпиндельным гайковертом, каждый шпиндель которого выполнен с внутренней конусной поверхностью, соответствующей конусной поверхности гайки конического фиксатора, при этом захваты транспортера выполнены в виде рамок для установки в них приспособлений-спутников и носителей инструментальных оправок. На фиг. 1 .схематично показан металлорежущий станок, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - вид Г на фиг. 2; на фиг, 6 -участок перегрузки приспособ2jлений-спутников с транспортера на барабан и обратно. Станок содержит станину 1, многощпиндельную головку 2, стол поперечной 3 и продольной 4 подачи. На столе 4 стационарно установлен поворотный многогранный барабан 5 с горизонтальной осью 6 вращения и щаговым делительным приводом 7 с дискретностью поворота, равной числу граней барабана 5. На каждой грани барабана 5 установлены резьбовые щтыри с конусным ловителем а пружиной 9 сжатия (фиг. 2 и 6). С каждой парой щтырей 8 сопрягаются приспособления-спутники 10 и носители 1 инструментальных оправок 12 и которые закрепляются на них с помощью гаек 13. Наружная поверхность гаек 13 выполнена с caNtOTopMOзящим .конусом, например, Морзе. Перед станком установлен замкнутый цепной транспортер 14, звенья которого представляют собой рамки 15 (фиг. 5), сочлененные между собой осями 6 и сопряженные с колесами 17. Число зацеплений на колесах 17 выполнено нечетным, что обеспечивает отсутствие пульсаций йатяжения цепи в процессе поворота колес. На рамках 5 выполнены подпружиненнь е фиксаторы 18, обеспечивающ.ие удержание приспосообления-спутника и носителя внутри рамки и зозможность с некоторым усилием их выевобождение в сторону к станку, перпендикулярно плоскости рамки 15. На станине транспортера 14 напротив станка установлен блок многощпикделького гайковерта 19 с шпинделями 20, имеющими возможность возвратно-поступательного перемещения, причем отверстия в щпинделях выполнены с внутренней конусностью, соогветствующей конусности гаек 13. С одной стороны станка размеш.ен первый робот 21, персгрузчик приспособленийспутников 10 с заготозкам.и, сопряженный с транспортером 14 и магазинами 22 и 23 соответственно цля приспособлений-спутников с заготовками и приспособлений-спутников с обрабатываемыми деталями. С другой стороны станка размещен второй робот 24 для носителей инструментальных оправок, сопряженных также с транспортером 14 и м.агазином 25 носителей инструментальных оправок. На столе 4 под барабаном установлена подвижная каретка 26, служащая для очистки обработанных деталей гидро-или пнезмоструей. Каретка 26 сопряжена с ходовым винтом 27. соединенным с двигателем 28. Бункер 29 служит для сбора стружки. Станок работает следуои,им образом. При поступлении новой серии обра.батываемых деталей (заготовок) робот 24 Ю программе ЧПУ подает из магазина 25 на транспортер 14 несколько партий носителей с инструментальными оправками или заменяет их но окончании обработки предшествующей серии деталей. Например, для 12-ти шпиндельного станка каждая партия инструментальных оправок состоит максимум из шести носителей 11, на каждом из которых зафиксировано по две инструментальные оправки. Таким образом, одна партия содержит двенадцать одинаковых инструментов. Одна партия от другой отличается типом инструментов, установленных на универсальных, конструктивно одинаковых носителях 11. Число партий инструментов, подаваемых роботом 24 на транспортер 14 равно числу типов инструментов, необходимых для обработки данной серии деталей. При повороте колес 17 каждая партия носителей 11 с инструментальными оправками последовательно переносится транспортером 14 к месту напротив станка и переносится на соответствующие грани барабана 5. Этот перенос показан на фиг. 2 и 6. В процессе поперечного движения стола 3 барабан 5 подводится к транспортеру 14. При этом штыри свободной грани барабана входят в соответствующие отверстия носителей 11 и центрируют их своими конусными ловителями, Пружины 9 сжимаются. Гайки 13, оставшиеся при снятии предыдущего носителя, при этом находятся в щпинделях 20. В процессе перемещения и вращения шпинделей 20 происходит завинчивание гаек 13 на резьбовые штыри 8, т. е. происходит фиксация носителей 11 на грани барабана 5. Далее происходит отвод барабана 5 от транспортера 14 и его поворот на один с тем, чтобы следующая его незаполненная грань установилась напротив транспортера 14. Происходит перемещение транспортера, обеспечивающее подвод новой партии инструментальных оправок в положение установки. Процесс установки следующей партии носителей 11 на следующую грань барабана аналогичен. Аналогично робот 21 перезагрузчик подает партию приспособлений-спутников 10 из магазина 22 на транспортер 14, который переносит ее в положение напротив станка. Прюцесс установки приспособлений-спутников на грань того же барабана 5 аналогичен. В предлагаемом станке использован восьмигранный барабан 5, который позволяет установить, например, одну партию приспособлений-спутников с заготовками и семь партий носителей 11, но целесообразнее на .восьмигранном барабане 5 установить две партии приспособлений-спутников 10 с заготовками и разместить их диаметрально друг другу, пять партий носителей 11 с инструментальными оправками и одну грань оставить свободной, которая используется при возможном вызове из магазина 25 партии редкоиспользуемых инструментов. При повороте барабана 5 так, что нужная для данной операции обработки партия инструментов располагается под шпинделями станка, осуществляется ввод инструментальных оправок в щпиндели станка в процессе вертикального движения стола с барабаном 5, после чего - опускание стола. Далее происходит поворот барабана так, чтобы приспособления-спутники с заготовками оказались под шпинделями станка с установленными инструментами. По программе ЧПУ осуществляется обработка деталей данными инструментами. Затем после поворота барабана 5 использованные инструменты устанавливают на свои места носителя 11 с фиксацией в нем, при следующем повороте барабана описанным образом заменяют партию инструментов на другую, осуществляют обработку деталей новым инструментом и т. д. Как правило, пять наборов инструментов достаточно для обработки одной серии деталей, другую серию деталей можно обрабатывать при частичной или полной замене инструментов с вызовом их из магазина 25 большой емкости через транспортер 14. Во время обработки на барабане верхней партии деталей нижняя (диаметрально расположенная) партия приспособленийспутников 10 подвергается очистке от стружки напорной струей при движении каретки 26 по ходовому винту 27. Стружка при этом собирается в бункере 29. Процесс замены приспособлений-спутников 10 с отработанными деталями после их Очистки на приспособления-спутники с заготовками заключается в следующем. Барабан 5 поворачивается так, чтобы грань барабана с отработанными деталями находилась напротив транспортера 14. Следует подход барабана 5 к транспортеру 14 и приспособления-спутники устанавливаются в свободные рамки 15 и фиксируются в них посредством фиксаторов 18. Далее подводятся щпиндели 20 гайковерта 19 в гайки 13, происходит отвинчивание гаек, с забором их шпинделями. При отходе барабана 5 от транспортера 14, пружины 9 сталкивают приспособления-спутники 10 со штырей 8, т. е. оставляют зафиксированными в рамках 15. Далее после перемещения транспортера 14 новая партия приспособлений-спутников 10 с заготовками устанавливается ранее описанным образом на ту же грань барабана 5. Робот 21 снимает приспособления-спутники с обработанными деталями и устанавливает их в магазин 22.
Управление всеми операциями обработки деталей, установкой носителей с инструментальными оправками и заменой приспособлений-спутников осуществляется по программе ЧПУ для данной серии деталей.
Таким образом, за счет применения многогранного барабана, установленного с возможностью обработки на нем нескольких деталей одновременно, повышается производительность работы станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Многоцелевой станок | 1985 |
|
SU1296357A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
| Металлорежущий станок | 1980 |
|
SU1009705A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Металлорежущий станок с автоматической сменой инструмента | 1987 |
|
SU1495050A1 |
1. МЕТАЛЛОРЕЖУЩИЙ СТАНОК с автоматической сменой инструментов и приспособлений-спутников, содержащий накопитель с носителями инструментальных оправок в виде поворотного барабана, и транспортер с захватами для перемещения приспособлений-спутников, отличающийся, тем, что, с целью повыщения производительности станка, барабан выполнен многогранным с горизонтальной осью вращения, расположен на столе и снабжен установленными на каждой грани его коническими фиксаторами с гайками для закрепления на них приспособлений-спутников и носителей инструментальных оправок, причем наружная поверхность упомянутых гаек выполнена с самотормозящей конусной поверхностью. 2. Станок по п. 1, отличающийся тем, что он снабжен многощпиндельным гайковертом, каждый щпиндель которого выполнен с внутренней конусной поверхностью, соответствующей конусной поверхности гайки конического фиксатора, при этом захваты транспортера выполнены в виде рамок для установки в них приспособлений-спутников и носителей инструментальных оправок. (Л
дГ
ТА
m гп m n m ттт
m m
i
I
I
li
m gglfTi mi/ mK%1rnl% .2
LjJ UJ l-U .Ц
д-л
XNNXXX SXXvKxV
Фиг.2
Щу
mTmrj .Vv .M
Виде
u, Ш
CQ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU745649A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
