Изобретение относится к обработке металлов давлением, а именно к способам обработки отверстий дбрную щими протяжками, и может быть использовано при обработке отверстий деталей с переменной по периметру толщиной стенки.
Цель изобретения - улучшение качества деталей путем повышения точности обработки отверстий в деталях с переменной по периметру толщиной стенки.
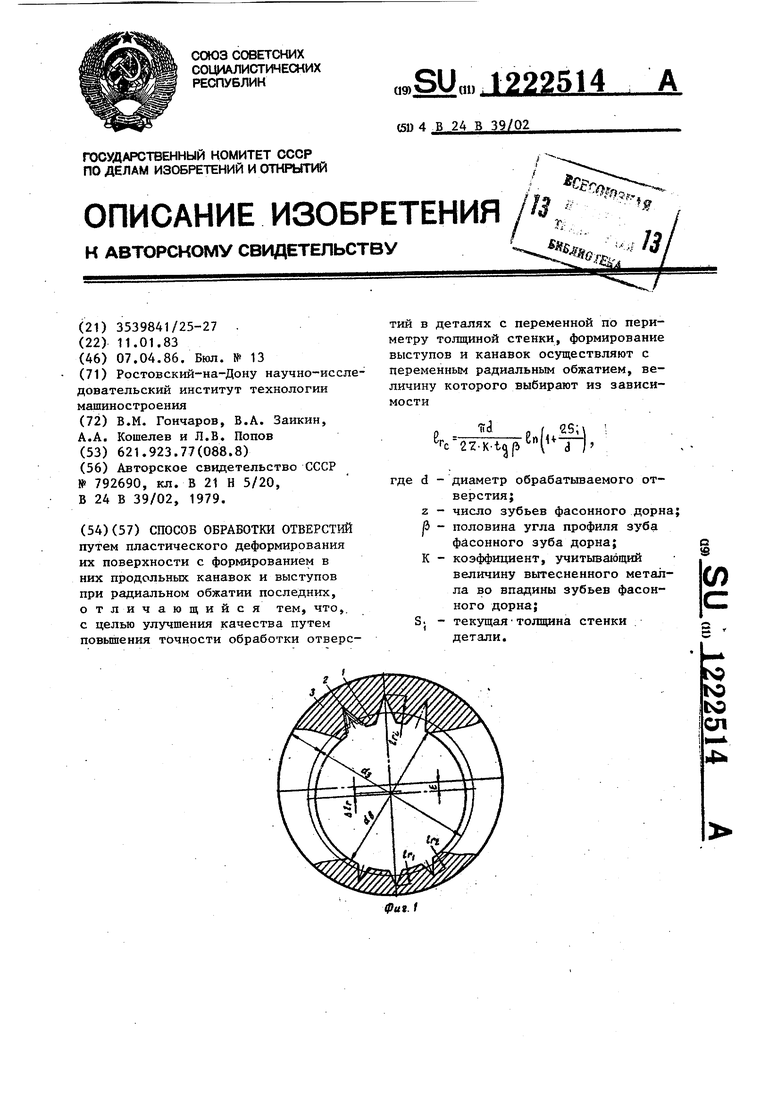
На фиг. 1.дана схема образовани выступов на поверхности отверстия заготовки при переменной величине радиального обжатия; на фиг. 2 - схема деформирования выступов гладким зубом дорна.
При осуществлении предлагаемого способа обработки отверстий формирвание выступов 1 и канавок 2 на поверхности отверстия заготовки 3 диаметром d производят путем последовательного вытеснения металла радиальном и тангенциальном направлениях фасонным зубом заборной час дорна до получения диаметра выступ dg. При этом величину радиального обжатия 5. выбирают такой, чтобы
она возрастала с увеличением толщины стенки S заготовки.
После формообразования выступов и канавок на поверхности отверстия заготовки осуществляют радиальное обжатие вершин выступов до диаметра отверстия do с переменной величиной обжатия вследствие переменной высоты выступов по периметру отверстия. Абсолютную величину радиального обжатия выступов выбирают такой, чтобы деформация их находилась в пределах объемов выступов и не распространялась на все поперечное сечение заготовки.
Причем величину текущего радиального обжатия определяют из зависимости
Кк
2z.K-tgB
-tn (Ц- Ifi), (I)
a величину максимального зксцентри- ситета радиального обжатия определяют по формуле
r.d
En
d+2S
max
d+2S
(2)
где d - диаметр обрабатьшаемого отверстия;
z В К число зубьев фасонного дорна половина угла профиля зуба фасонного зуба дорна; коэффициент, учитывающий ве- личину вытесненного металла во впадины зубьев фасонного дорна и находится в пределах 1,2-1,6;
i 1ТЮ1х
и - текущая, максимальная и минимальная толщины стенки заготовки.
Такой способ деформирования металла фасонным и гладким зубьями дорна снижает влияние разностенности заготовки на величину искажения формы (эллипсности) и смещения оси отверстия детали, что повышает точность обработки и тем самым улучшает качество детали.
Пример. При осуществлении предлагаемого способа обработки отверстий заготовку размещают на прессе или протяжном станке и в ее
(Отверстие устанавливают дорн, на оправке которого установлены фасонньй с выступами и гладкий зубья. Затем дорн проталкивают сквозь отверстие со скоростью 0,42 м/с..Вследствие
переменной величины радиального обжатия на фасонном .зубе дорна образующиеся выступы в отверстии заготовки также имеют переменную высоту h;, последующее деформирование выступов гладким зубом дорна также происходит с переменной величиной радиального обжатия по периметру отверстия.
По предлагаемому способу обрабатывают отверстия диаметром +0,039 мм с шероховатостью по вершинам выступов ,63 мкм во втулках из стали 20. Диаметр отверстия заготовки dj 49,7+0, 2, шероховатость поверхности отверстия заготовки 80 мкм, наружный диаметр заготовки мм, эксцентриситет отверстия заготовки относительно наружного диаметра 5 мм, максимальная толщина стенки 22,5 мм, минимальная 12,5 мм. Обработку производят на прессе модели К2130. В качестве смазки используют сульфофрезол марки Р. Инструментом служил дорн, состоящий из двух зубьев: фасонного и гладкого. Фасонньй зуб дорна в виде зубчатого колеса с углом профиля зубьев , числом зубьев , наружным диаметром D, 51,5-0,019 мм.
Наружная поверхность фасонного зуба дорна вьтолнена эксцентрично относительно оси дорна. Величина эксцентриситета определяется по формуле . (2).
Гладкий зуб дорна вьшолЯяют диаметром ,10-0,019 мм, угол заборного конуса ос 6, угол обратного конуса «, 5 ° ширина цилиндрической ленточки мм,
После прохода дорна деталь снимают и цикл обработки повторяется.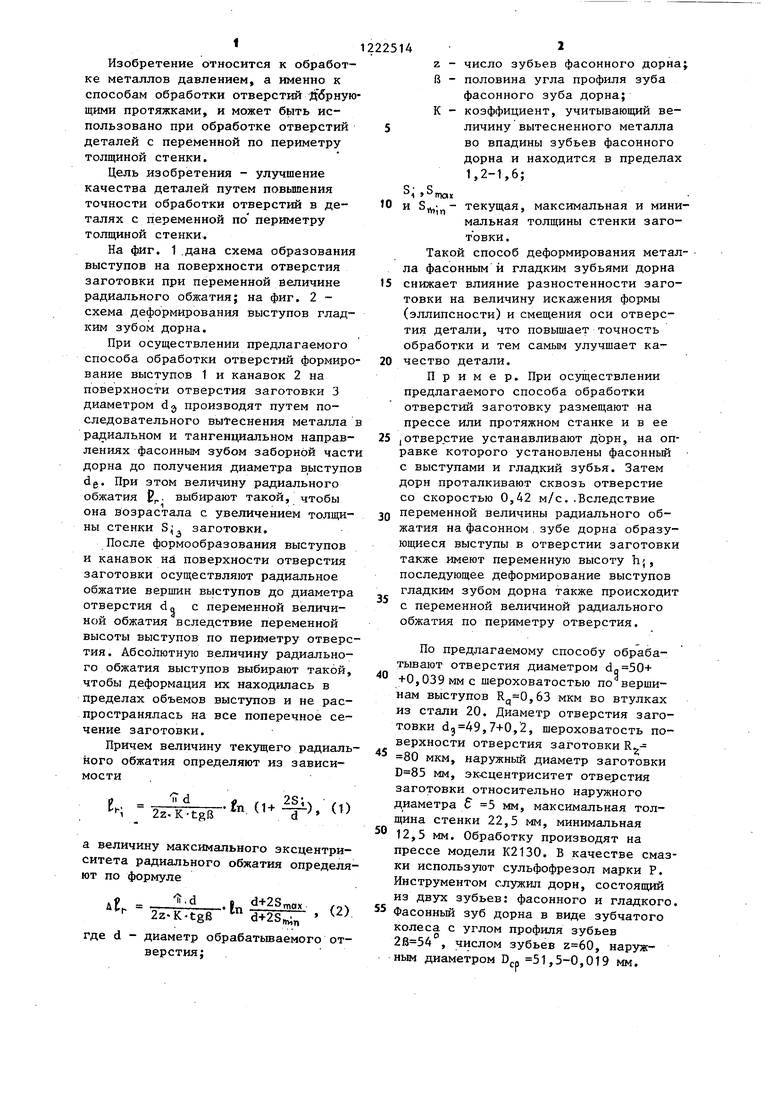
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1987 |
|
SU1479262A1 |
| Способ обработки отверстий | 1979 |
|
SU792690A1 |
| Способ изготовления металлополимерных подшипников | 1986 |
|
SU1430631A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ И ДОРН ДЛЯ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ | 2007 |
|
RU2344895C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2469833C1 |
| Инструмент для дорнования отверстий | 1990 |
|
SU1766644A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2470761C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
Si
фиг. г
| Способ обработки отверстий | 1979 |
|
SU792690A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
