1
Изобретение относится к листовой штамповке.
Целью изобретения является упрощение конструкции штампа.
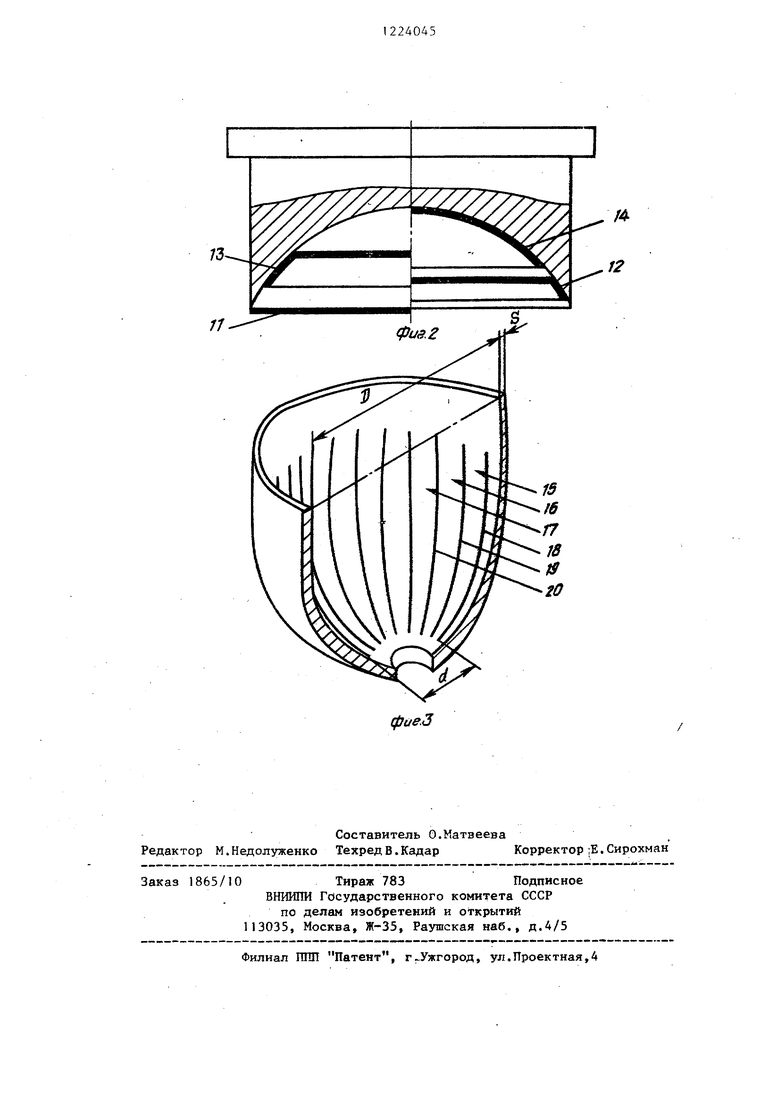
На фиг. 1 показан штамп в исход- ном положении (левая часть) и в момент окончания штамповки - вытяжки листовой детали (правая часть), осевое сечение; на фиг. 2 - этапы формообразования при штамповке - вытяж- ке детали сферической формы в жесткую матрицу; на фиг. 3 - половина одной из оболочек, изометрия.
Штамп содержит матрицу 1, установленную на ползуне пресса 2, фор- мообразующие оболочки 3-5, установленные на стержне 6, пуансон 7 с опорой 8, размещенные в обойме 9.
Нижняя часть штампа крепится к основанию 10 пресса.
Штамп работает следуюш;им образом В исходном положении штампа матрица 1 находится в крайнем верхнем положении, что позволяет установить заготовку 11 на торцовые поверхности оболочек 3 - 5. .При рабочем ходе преса опускающаяся вниз матрица 1 воздействует усилием штамповки Р последовательно на формообразующие оболочки 3 - 5, в результате чего заг о- товка 11 принимает сначала форму 12 затем 13 и наконец 14.
Дпя того, чтобы торцовые поверхности формообразующих оболочек 3имели возможность смещаться друг относительно друга в осевом направлении и занимать положение слева (фиго в донной части каждой из оболочек образованы равнорасположенные в окружном направлении сквозные по толщине пазы, расходящиеся от окружности диаметром d (0,35-0,40) D, где D - диаметр донной части обеча
ки, до начала цилиндрической части обечайки.
Благодаря этим пазам каждая из полученных в донной части оболочек полосою 15 - 17 получает возможность упруго изгибаться, в результате чего эта часть каждой из оболочек получает форму, сопряженную из двух тороидальных участков, обеспечивая требуемое смещение цилиндрических участков и их торцовых поверхностей при формообразовании детали 14.
Для того, чтобы деформация от изгиба полосок 15 - 17 под действием усилия штамповки Р. не сосредотачивались в одном месте, а распределялись равномерно по их длине, уменьшающуюся их ширину компенсируют увеличением толщины донной части оболоЧ- ки от толщины S , цилиндрической части оболс чки (при ее диаметре D) до толщины 0 2,5-3,0), S в сочетании, определяемом окружностью диаметром d (0,35-0,40) D.
В этом случае напряжения и деформация; по длине полосок 15 - 17 равномерны, обеспечивая тем самым требуемо сопротивление деформированию каждой из формообразующих оболочек 3-5 при штамповке детали 14.
Пазы 18-20 необходимо выполнять от окружности диаметром d (0,35 ,- 0,40) D, а не от оси оболочки потому . что в последнем случае изгиб полосок 15 - 17 происходит со смещением и:: концевых участков от оси, в результате чего пружиняпще свойства донной части оболочки будут изменятьс
Если d меньше указанного, то при упругом деформировании донной части :каждой из оболочек, возникающие нап- :ряжения растяжения могут разрушить кольцевой участок дна, ограниченный окружностью диаметром d и отверстием под стержень 6, . .
Пазы 18-20 выполняются до начала цилиндрической части каждой из оболочек 3-5, Этим обеспечивается работа цилиндрической части оболочек 3-5 как единого целого, без изменения их диаметров, ч ем исключается защемление оболочек 3 - 5 друг относительно друга под действием усилия
ш
действующего на зти
штамповки оболочки.
Необходимая толщина S цилиндрической части оболочек 3-5, устанавли,- вается в зависимости от исходной .толщины, формы и механических свойств штампуемого материала и из условия изготовления полых деталей .без огранки, т.е. требуемого качества и точности без применения дополнительных калибровочных операций.
Применение предлагаемого штампа приводит к снижению почти в два раза себестоимости изготовления деталей, так как исключается необходимость применения операции по переформовке пластичного металла и исключается необ- ход да1ость в калибровочной операции по . устранет1иго огранки в детали.
Составитель О.Матвеева Редактор М.Недолуженко Техред В.Кадар Корректор ;Е.Сирохман
1865/10
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППП Патент, г ..Ужгород, ул. Проектная, 4
фие.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| Способ формообразования деталей сужающейся формы с концентрическим эллиптическим сечением и донной частью | 2023 |
|
RU2839597C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2551036C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОТОРОИДАЛЬНЫХ ИЛИ ЭЛЛИПТИЧЕСКИХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397836C2 |
| Устройство для штамповки полых деталей из листовых заготовок | 1983 |
|
SU1143490A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |

| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М.: Машиностроение, 1975, с | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Приспособление для нагревания воздуха теплотой отработавшего воздуха | 1924 |
|
SU420A1 |
