I Изобретение относится к обработке металлов давлением и может быть наиболее эффективно использовано при изготовлении полых деталей сферической, конической и другой формы из тонколистовых плоских заготовок. Наиболее близким к изобретению по технической сущности является устройство для штамповки лолых деталей из листовых заготовок, содержащее соосно установленными в контейнере и образующие замкнутую полость жесткий нажимной элемент и опору и взаимодействукхцие с ними промежуточные элементы из пластично го металла, формообразукшще поверхности выполнены на промежуточных элементах lj . Однако отштампованные на известном устройстве детали не являются высокоточными из-за неравнотолщинности нажимного элемента и опоры, приводящей к неравномерному сопротивлению деформированию последних. В результате в нажимном элементе, опоре и матрице помимо сдвиговых деформаций возникают деформации растяжения и сжатия, обуславливаемые выпучиванием и изгибом их в процессе штамповки, что приводит к появлению неуправляемой разнотолщинности штампуемых деталей, сни- жающей точность и качество их изготовления. Целью изобретения является улучшение качества путем повьшения точности изготовления деталей по толщине. Поставленная цель достигается тем что в у ройстве для штамповки полых деталей из листовых заготовок содержащем контейнер с соосно установленны1«1 в нем нажимньм элементом и опорой, образующими замкнутую полость, а также взаимодействующие с ними через формообразукщие поверхно ти промежуточные элементы из пласти ного металла, формообразующие повер ности выполнены на жестком нажимном элементе и опоре, а промежуточные элементы - в виде плоских шайб. На фиг. 1 изображено предлагаемо устройство, продольньй разрез (слева от оси симметрии показано устрой ство в исходном положении, справа положение после окончания штамповки детали), на фиг. 2 - схема переформовки промежуточных элементов из 901 пластичного металла в плоские диски (слева от оси симметрии показано положение элементов до переформовки, справа - их положение после переформовки в плоские диски). Устройство состоит из контейнера 1, в котором соосно установлены жесткий нажимной элемент 2, промежуточные элементы 3 и 4 и жесткая опора 5. Промежуточные элементы 3 и 4 выполнены из пластичного металла (например, из свинца, меди, алюминия-, и их сплавов) и представляют собой плоские шайбы, плоские поверхности которых предназначены для взаимодействия с плоской заготовкой 6, Формообразующие поверхности 7 и 8, повторяющие внутреншсяо и внешнюю . поверхности деталей, расположены соответственно на жестком нажимном элементе 2 и на опоре 5, установленных в контейнере 1 так, что образуют в нем замкнутую полость 9, в которой между промежуточными элементами 3 и 4 устанавливают листовую заготовку 6. Устройство работает следующим образом. После установки листовой заготовки 6 между промеж заточными элементами 3 и 4 осуществляется рабочий ход пресса, в результате чего нажимной элемент 2 вьшуклой рабочей поверхностью 7 сначала приходит в соприкоснрвение с плоской шайбой 3, а затем осуществляет деформирование пакета, состоящего из двух дисков и заготов-. ки 6 по вогнутой поверхности 8 опоры 5 (фиг.15, справа), в результате чего заготовка 6 принимает заданную форму. После окончания процесса штамповки опора 5 удаляется из контейнера 1, отштампованный пакет выталкивается из контейнера и полученная деталь изымается из промежуточных эле.ментов 3 и 4. Перед следувяцим циклом штамповки промежуточнью элементы 3 и 4 помещают в контейнер 1 (фиг.2, слева) и при помощи жестких обойм 10 и 11 с плоскими торцами 12 и 13 они сплющиваются и принимают форму плоских дисков, которые после удаления опоры выталкиваются из контейнера 1. Осуществление следующего цикла штамповки детали вьтолняется согласно фиг.1 и 2.
В предложенном устройстве можно ; штамповать детали сферической, конической, овальной и другой формы, а также детали, которые не являются -осесимметричными, у которых толщина в осевом направлении постоянна.
Это достигается тем, что при одной и той же толщине элементов 4 и 3 из пластичного металла формообразование плоской заготовки 6 в полую деталь осуществляется за счет сдвиговых деформаций в стенке изделия. Осуществление сдвига металла в осевом направлении предполагает сохранение исходной толщины заготовки 6 в этом же осевом направлении, а фактическая толщина изделия 6 определяется зависимос тью
5 5o-S « Таким образом, при вытяжке конических деталей, для которых угол об постоянен, получаем толщину стенки постоянной и определяемой приведенной зависимостью.
В качестве пластичного металла могут быть использованы свинец ((JB 1-2 кгс/мм), алюминий (бв 7 к ГС/мм) , алюминиевые сплавы типа АМцМ (dg 12 кгс/мм) , медь (de 20 кгс/мм) и др. При этом, если свинец не требует нагрева перед переформовкой, то для других пластичных металлов .после
нескольких циклов штамповки требуется термообработка промежуточных элементов.
Учитывая, что для осуществления штамповки в предложенном штампе в конечный момент формообразования удельные давления на пластичный металл а следует задавать до двух (jg пластичного металла (т.е. до ( 2Й g ), усилие щтамповки можно установить по формуле
Pl.-PK )c
где F)c - плсяцадь зеркала контейнера в котором размещаются формообразующие элементы штампа из пластичного металла и заготовка.
Так, например, для штамповки деталей из сплава Д16М сферической формы при диаметре заготовки Р 110 hg4 и при использовании в качестве формообразующих элементов штампа свинца усилие для штамповки равно
РШ Ч
Pk
40000
кгс
При этом за счет повышения точности изготавливаемых деталей в зоне сопряжения фланца с донной частью изделия отпадает необходимость применения дополнительных калибровочных операций.
Предлагаемое устройство улучшает качество путем повышения точности изготовления деталей по толщине.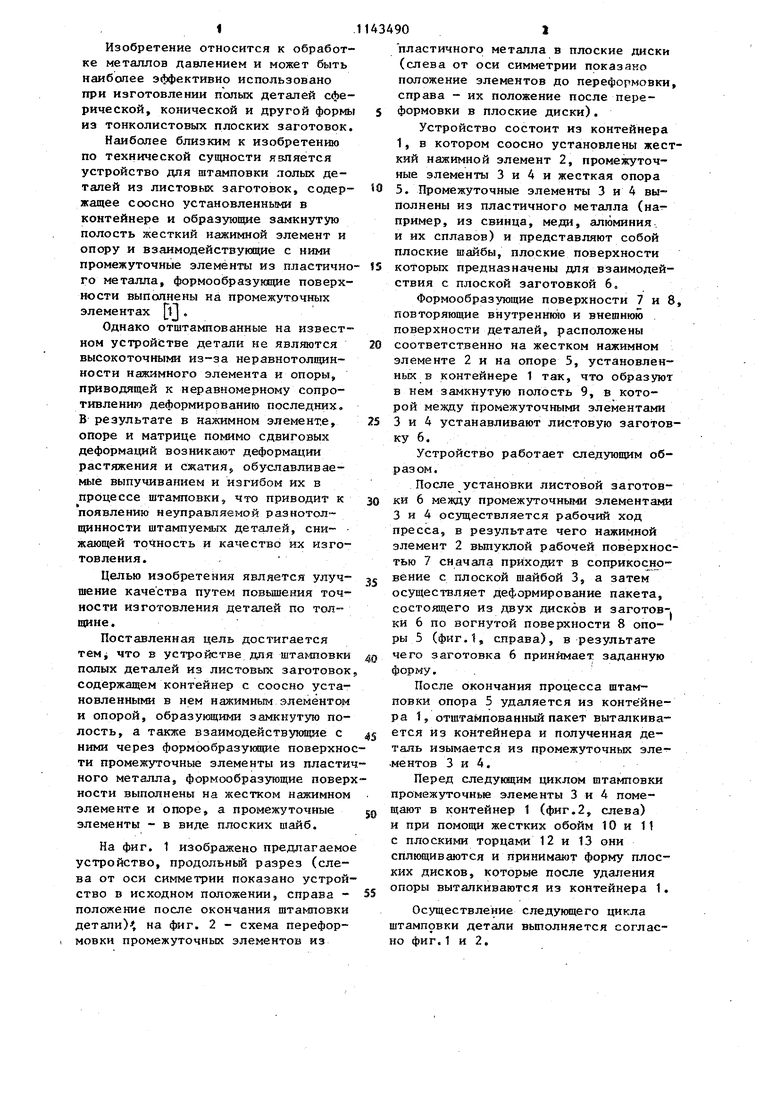

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Способ штамповки полых деталей из плоских листовых заготовок | 1982 |
|
SU1061889A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗНОТОЛЩИННЫХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2001 |
|
RU2209702C2 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНЫМ МЕТАЛЛОМ | 2016 |
|
RU2623510C1 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| Штамп для вытяжки | 1984 |
|
SU1224045A1 |
| Устройство для штамповки листового материала | 1980 |
|
SU1118491A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2211740C2 |
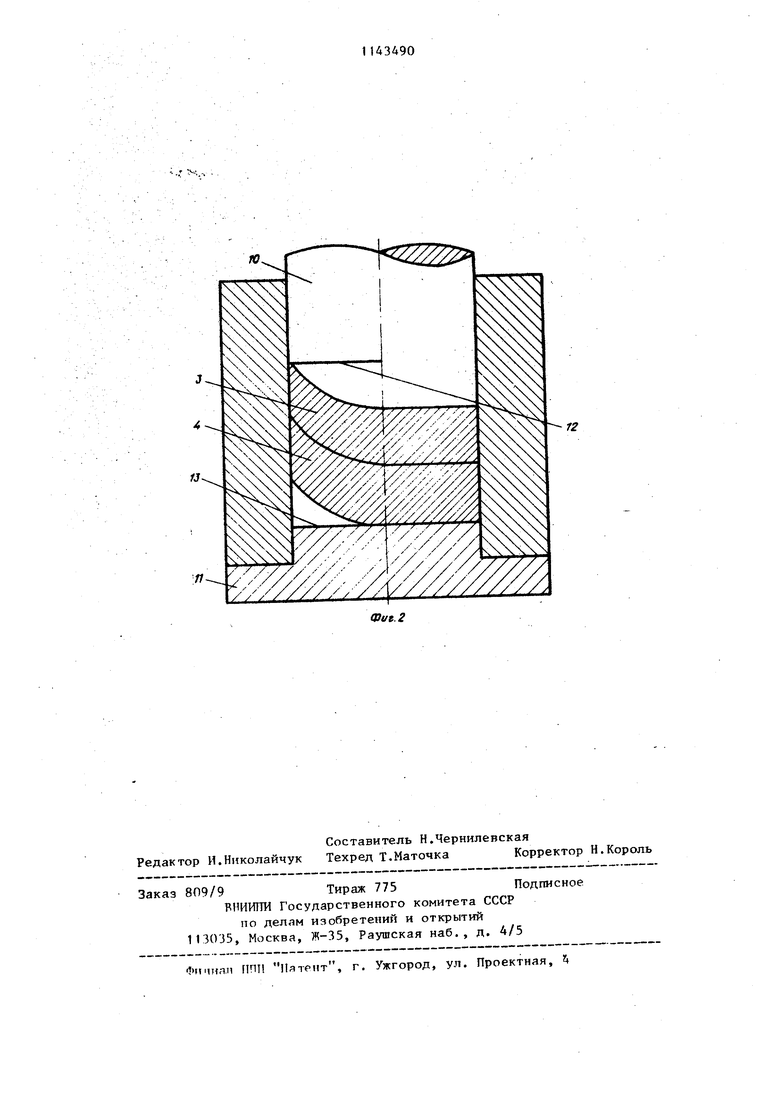
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ПОЛЫХ .ТЕТАЖЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК, содержащее соосно расположенные w контейнере и образующие в нем замкнутую полость, жесткий нажимной элемент и опору, а также установленные с возможностью взаимодействия с ними через формообразующие поверхности промежуточные элементы из пластичного материала, контактирующие с листовой заготовкой, отличающееся тем, что, с целью улучшения качества путем повышения точности изготовления деталей по толщине, формообразупщие поверхности выполнены на жестком нажимном элементе и на опоре, а промежуточные элементы - в виде плоских шайб. (Л 4 со 4ii ;о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3523285/25-27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
