Изобретение относится к соединению деталей арматуры, а более конкретно к соединению арматурных стержней, не проводящих электрический ток и не свариваемых с помощью электросварки.
Цель изобретения - повышение прочности соединения арматурных стержней.
На фиг. 1 схематически изображено предлагаемое устройство, вид спереди; на фиг. 2 - вид слева, разрез; на фиг. 3 - вид сверху; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - устройство с размещенными в нем стержнями; на фиг. 6 - готовое соединение.
Устройство для соединения деталей арматуры содержит разъемный формообразую- щий элемент, выполненный в виде полого цилиндра, состоящий из двух частей, верхней 1 и нижней 2 и имеющих канал 3 для подачи экструдируемого материала, и отверстия 4 и 5 для размещения арматурных стержней, расположенные попарно на двух горизонтальных взаимно перпендикулярных осях, причем расстояние между осями по вертикали равно их диаметру. При таком расстоянии обеспечивается максимальная устойчивость соединения двух стержней. Если расстояние между осями равно
0
указанной величине, соединяемые стержни плотно прижаты друг другу, благодаря чему исключается их проскальзывание относительно друг друга.
Устройство работает следующим образом.
Свариваемые арматурные стержни 6 и 7 устанавливаются под прямым углом (фиг. 5). Затем на образовавшееся перекрестие накладываются две части формообразующего элемента таким образом, чтобы верхняя часть 1 и нижняя часть 2 образовали единую цилиндрическую форму. Если сварка производится в цеховых условиях, то нижняя часть 2 устанавливается на столе. Если сварка производится в монтажных условиях, то две части формообразующего элемента прижимаются друг к другу с помощью внешнего зажимного устройства (не показано). В отверстие 3 из экструдера (не показан) подается экструдируемый материал, который заполняет внутреннюю полость формообразующего элемента. После заполнения полости подача экструдируемого материала прекращается, экструдируемый материал остывает, усаживается и обжимает перекрестие, образуя соединение (фиг. 5).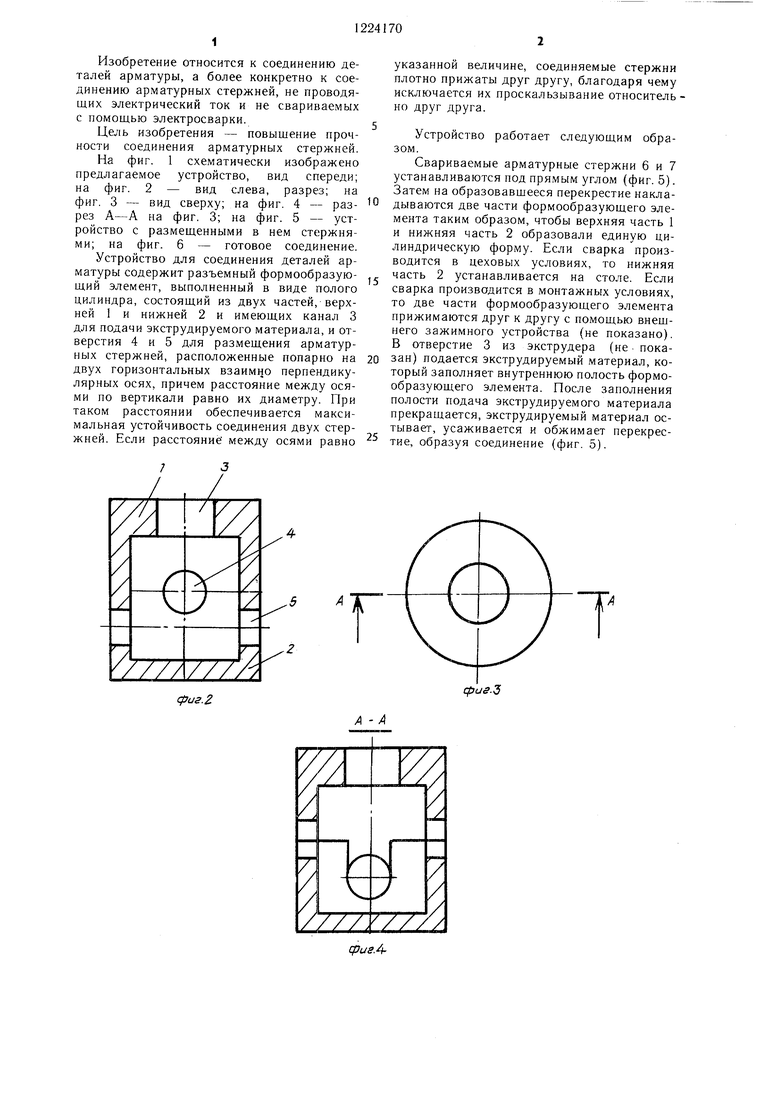
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для изготовления вспомогательного несущего элемента ригеля с термовкладышами каркаса сборно-монолитного здания | 2017 |
|
RU2669054C1 |
| Плита перекрытия и способ ее изготовления (варианты) | 2020 |
|
RU2738049C1 |
| КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ | 2002 |
|
RU2233952C1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| МНОГОСЛОЙНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2506379C1 |
| Фиксатор арматурных стержней | 2020 |
|
RU2804083C2 |
| Модуль безбалластного рельсового пути | 2018 |
|
RU2699989C1 |
| Конструкционная панель и соединительный элемент для указанной панели | 2018 |
|
RU2680156C1 |
| Устройство для изготовления пространственных арматурных каркасов | 1990 |
|
SU1731560A1 |
| АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1990 |
|
RU2021441C1 |


(ftje.Z
ери 3.5
Составитель J}. Груннна
Редактор Ю. СередаТехред И. Верес Корректор В. Бутяга
Заказ 1875/16Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Фнлиал ППП «Патент, г. Ужгород, ул. Проектная, 4
иг.6
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Солесос | 1922 |
|
SU29A1 |
| Копаневич Е | |||
| Г | |||
| Основы конструирования пластмассовых деталей и пресс-форм | |||
| М.: Машиностроение, 1950, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
