Изобретение относится к техноло- гии машиностроения, а именно к контролю тепловых условий при изготовлении и эксплуатации деталей машин и приборов.
Цель изобретения - повьшение точности и расширение диапазона измерения температуры.
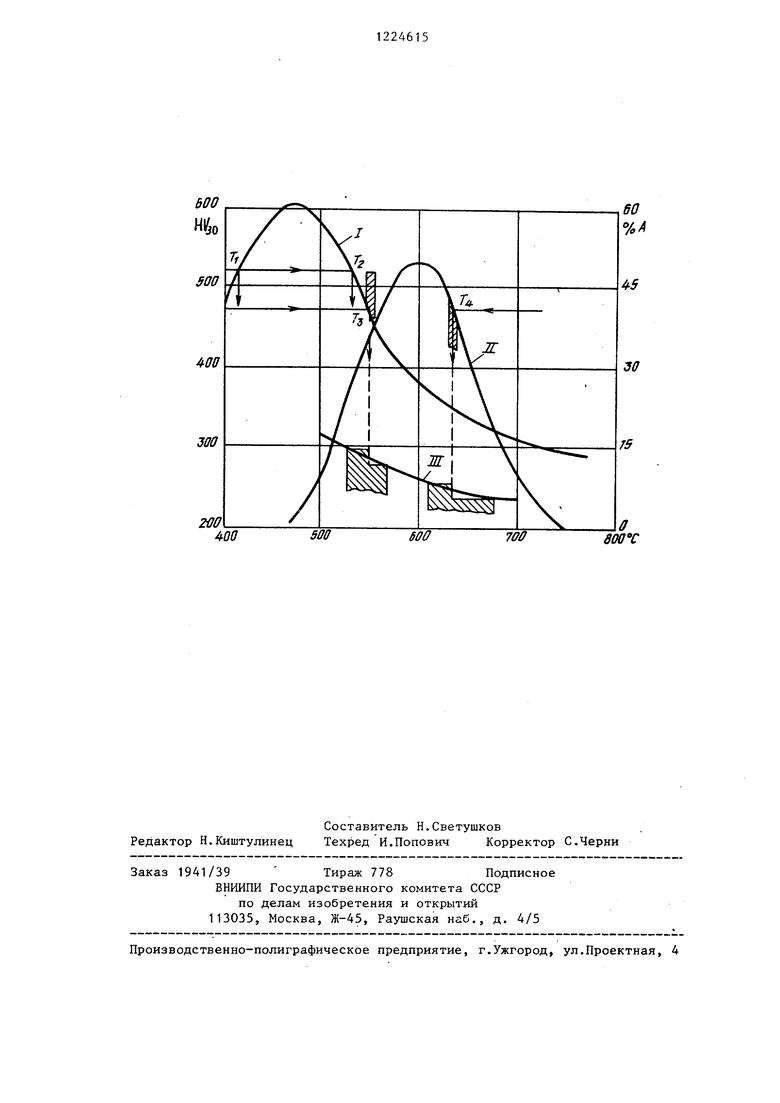
. На чертеже показаны уточненные зависимости твердости и относительной ойъемноЙ доли аустенита и температуры нагрева мартенситно-старею- щей стали типа Н18К9М5Т при выдержке 1 ч (кривые I и и), а также зивиси- мость твердости высокоуглеродистой стали У10А в этом же диапазоне температур (кривая II) .
Объемная доля аустенита определяется одним из известных способов, например рентгеноструктурным методом по соотношению интегральных интенсив ностей отражений от плоскостей (111) аустенита и (110) мартенсита (6). Твердость определяют по Виккерсу.
Для определения температуры процесса на предварительно построенном графике зависимости твердости и объемной доли аустенита от температуры обработки через точку на оси.ординат соответствующую измеренной на образце твердости и/или объемной доле аустенита, проводят прямую, параллельную оси абсцисс. Эта прямая, в общем случае, пересекает обе кривые - твердости (I) и объемной доли аустенита (И) в четырех точках. При отсутствии аустенита температура определяется точкой пересечения прямой с левой ветвью кривой 1 (точка Т ). При наличии аустенита и тведости образца не ниже 400 кг/мм температура определяется точкой пересечения прямой с правой ветвью кривой твердости (Т).
При твердости ниже 400 кг/мм тепература определяется по правой ветви кривой аустенита (кривая П, точка Т).
Пример. Измерялась температура нагрева металлической детали в процессе напьшения твердого покрытия нитрида титана по методу КИБ (конденсация с ионной бомбардировкой) .
Наличие электростатического поля высокого напряжения и необходимости сложного движения деталей в камере.
в которой происходит нанесение покрытия , исключило возможность.использования термоэлектрических и термо- резистивных пирометров, а присутствие светящейся плазмы не позволяло эффективно использовать фотопирометры. Необходимость контроля температуры нагрева в процессе нанесения покрытия определяется тем, что она
определяет величины напряжений на границе слой - подложка, возникающие вследствие разницы в коэффициентах линейного расширения, а следовательно, и работоспособность наносимого
покрытия.
Для измерения температуры на поверхности детали закреплялись диски толщиной 0,6-1 мм из закаленной мар- тенситно-стареющей стали (МСС) типа
Н18К9М5Т (предлагаемый способ), а также из закаленной углеродистой стали (УС) У10А (известный способ).
После проведения процесса нанесе-- ния покрытия на дисках из МСС определялась твердость по Виккерсу и объемная доля аустенита рентгеноструктурным методом (6), а на дисках из УС определялась твердость по Виккерсу.
По графикам 1 и И была определена температура процессов по образцам из МСС, а по графику Ш - по образцам из УС. Разброс твердости во всех случаях составил 110 кг/мм,
а разброс значений объемной доли аустенита ±5%.
Формула изобретения
Способ измерения температуры, заключающийся в установке образца на деталь перед температурным воздействием и измерении его твердости после температурного воздействия,
отличающийся тем, что, с целью расширения диапазона контролируемых температур и повьшения точности, в качестве образца используют мартенситно-стареющую сталь и определяют дополнительно соотношение аустенита и мартенсита после температурного воздействия, а температуру детали определяют по предварительно построенным кривым известных зависимостей твердости образца и соотношению в нем аустенита и мартенсита от температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ рентгенографического контроля ресурса пластичности мартенситностареющих сталей | 1986 |
|
SU1396024A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ ПОНИЖЕННОЙ (ПП) и РЕГЛАМЕНТИРОВАННОЙ (РП) ПРОКАЛИВАЕМОСТИ 4-го ПОКОЛЕНИЯ | 2019 |
|
RU2739462C1 |
| ЗАКАЛЕННАЯ МАРТЕНСИТНАЯ СТАЛЬ С НИЗКИМ СОДЕРЖАНИЕМ КОБАЛЬТА, СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛИ ИЗ ЭТОЙ СТАЛИ И ДЕТАЛЬ, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2009 |
|
RU2497974C2 |
| СТАЛЬ ДЛЯ ЗАКАЛКИ В ШТАМПЕ И ЗАКАЛЕННАЯ В ШТАМПЕ ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ИЗ ТАКОЙ СТАЛИ | 2016 |
|
RU2686728C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЛОКАЛЬНОЙ КОНЦЕНТРАЦИИ ОСТАТОЧНЫХ МИКРОНАПРЯЖЕНИЙ В МЕТАЛЛАХ И СПЛАВАХ | 2008 |
|
RU2390763C1 |
| Способ изготовления деталей из высокоуглеродистых сталей | 2021 |
|
RU2763841C1 |
| Способ упрочнения деталей | 1990 |
|
SU1839127A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| ЛИСТОВАЯ СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВЕРГНУТЫХ ЗАКАЛКЕ ПОД ПРЕССОМ ДЕТАЛЕЙ, ПОДВЕРГНУТАЯ ЗАКАЛКЕ ПОД ПРЕССОМ ДЕТАЛЬ, ХАРАКТЕРИЗУЮЩАЯСЯ НАЛИЧИЕМ КОМБИНАЦИИ ИЗ ВЫСОКОЙ ПРОЧНОСТИ И ПЛАСТИЧНОСТИ ПРИ СТОЛКНОВЕНИИ В ХОДЕ АВАРИИ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2751717C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТЕРИЯ СОПРОТИВЛЕНИЯ МЕТАЛЛОВ И СПЛАВОВ ХРУПКОМУ РАЗРУШЕНИЮ | 2008 |
|
RU2383006C1 |
Изобретение может быть использовано в контроле тепловых условий при изготовлении и эксплуатации деталей машин и приборов. Целью изобретения является повышение точности и расширение диапазона измерения температуры. На поверхности детали закрепляют диски из закаленной мартенситно- стареющей стали. После нанесения покрытия на дисках определяют их твердость и объемную долю аустенита рентгеноструктурным методом. По кривым зависимостей твердости образца и соотношения в нем аустенита и мартенсита от температуры определяют температуру детали. 1 ип.
Редактор Н.Киштулинец
Составитель Н.Светушков
Техред И.Попович Корректор С.Черни
Заказ 1941/39 Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретения и открытий 113035, Москва, Ж-45, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ | 0 |
|
SU250504A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
