о vl
00
to
„i.
риг f
Изобретение относится к металлургии, а точнее к адъюстанному оборудованию прокатных цехов, и может быть HcnohbaoaaHO для совершенствова НИИ конструкций инспекционных устройств на участках осмотра и удаления дефектов с заготовок.
Цель изобретения - кантование заготовки на 180 за один ход тележки кантователя.
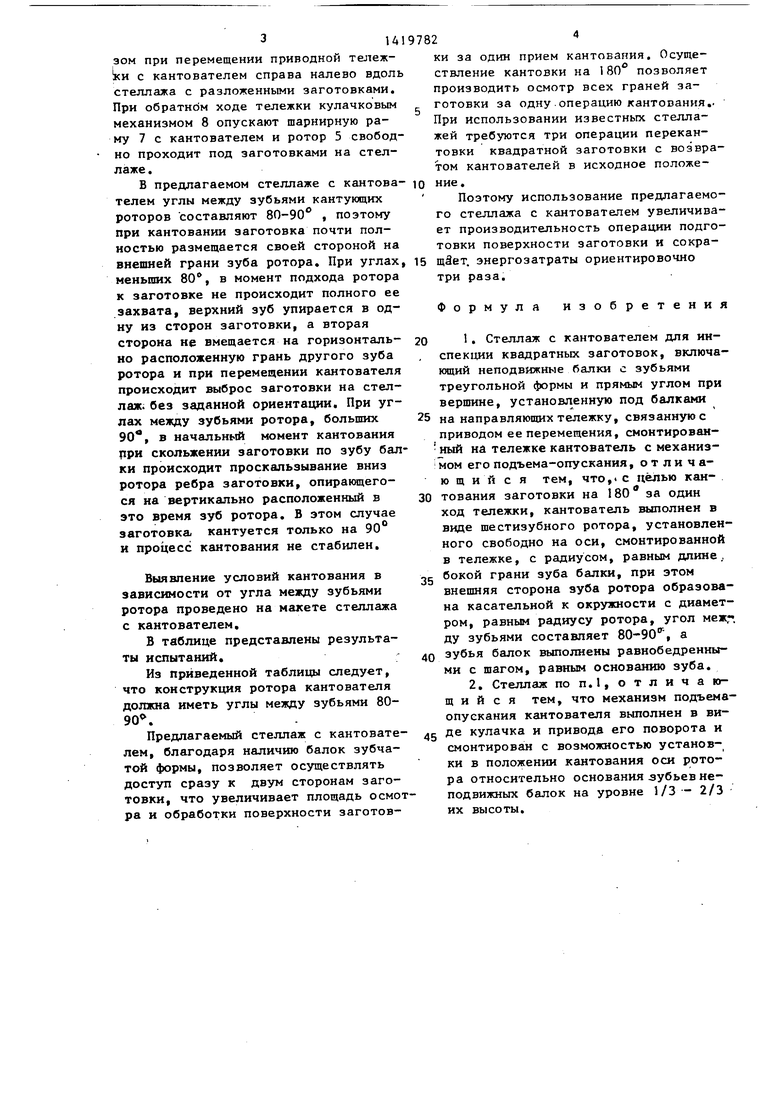
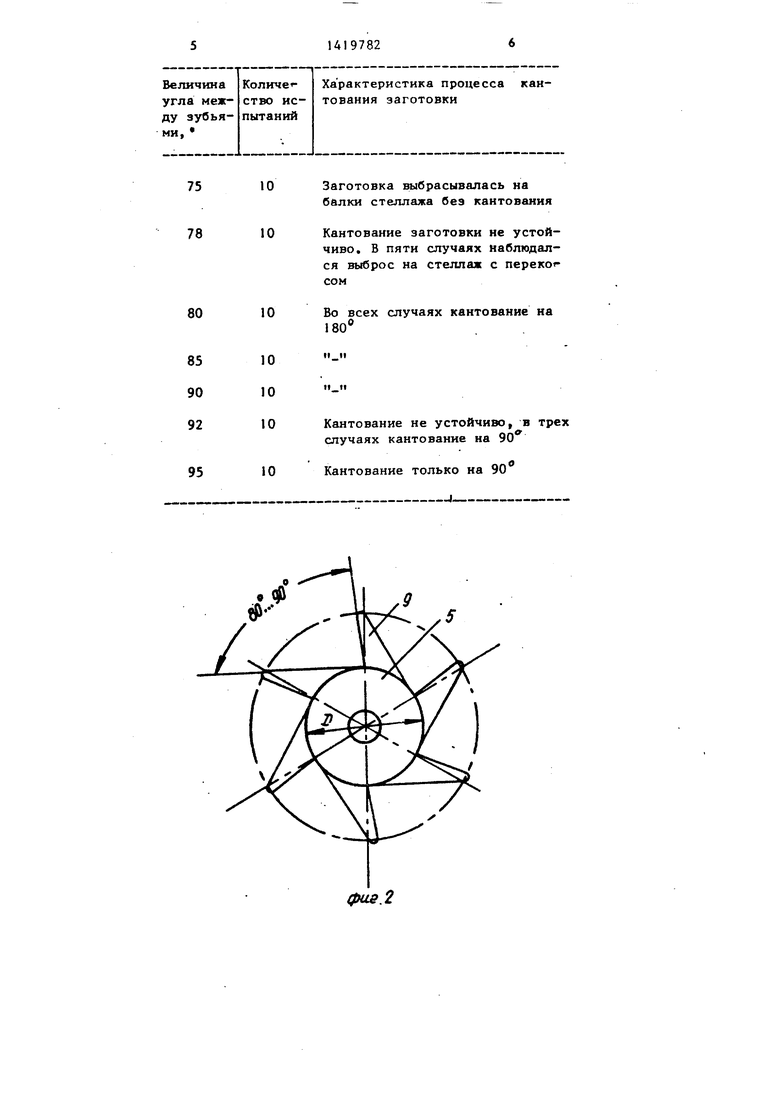
На фиг,1 показано предлагаемое устройство, общий вид, продольный разрез; на фиг.2 - то же, вид на ротор; на фиг.З - 5 - то же, схема последовательности кантования заготовки; на фиг,6 - то же, схема установки оси ротора в положении кантования.
Стеллаж с кантователем содержит балки 1, выполненные в форме зубчатых реек с зубом 2 в виде равнобед ренного треугольника с прямым углом при вершине. Вдоль балок 1 стеллажа расположены направляющие 3, на которых установлена приводная тележка 4.
Кантователь заготовок проката размещен на приводной тележке 4 и выполнен в виде двух щестизубных роторов 5, расположенных по обе стороны балок . Роторы кантователя свободно посажены на оси 6, установленные в кронштейнах рамы 7, шарнирно закрепленной на тележке 4, На тележке установлен также кулачковый механизм 8 дпя подъема и опускания рамы 7 с роторным кантователем.
Ротор 5 кантователя имеет радиус, равный длине боковой грани зуба балки или стороне квадратной заготовки наибольших размеров из кантуемого проката, диаметр внутренней окружности D также равен стороне заготовки, Зубьй 9 ротор 5 образованы касательными к внутренней окружности с диаметром D и прямыми, образующими угол между зубьями ротора, равный 80 900 ,
Устройство работает следующим образом.
В исходном положении тележка 4 с кантущими роторами 5 расположена в правой части стеллажа. После укладки заготовок в ячейки зубчатых балок 1 производят осмотр и удаление дефектов с двух верхних граней заготовок аЬ и be. После осмотра включают привод тележки (не показан) на перемещении ее в левую сторону до
5
0
с
5
0
5
0
5
0
5
крайнего положения, ограниченного конечными выключателями.
При этом механизм подъема-опускания ротора устанавливает его ось 6 относительно основания зубьев в пределах 1/3-2/3 И их высоты. При расположении оси вращения ротор ниже 1/3 И кантование возможно только на 90° или вообще не производится, так как высота подъема заготовки ротором недостаточна для ее поворота вокруг граней при кантовке.
Если центр вращения ротора выше 2/ЗН, кантования не происходит, поэтому что недостает высоты зуба для выполнения функции упора, в этом случае заготовка переносится в следующую ячейку балки без кантовки, происходит сгруживание заготовок.
При подходе к первой заготовке благодаря свободному вращению рото- - ров их зубья ориентируются относительно граней заготовки. При непрерывном поступательном движении роторов одновременно происходит их поворот за счет того, что центры враще- ,ния роторов расположены ниже центра тяжести заготовок.
При поступательном движении роторов на приводной тележке 4 первая заготовка скользит вверх по зубу балки 2 стеллажа и давит на правый зуб ротора, Прюисходит поворот ротора вместе с заготовкой по часовой стрелке, В некоторый момент времени (фиг,3) центр тяжести заготовки переходит центр вращения ротора. Заготовка стремится повернуть ротор, но следующий зуб ротора в это время входит во взаимодействие со второй заготовкой, что препятствует свободному поворачиванию роторов. При дальнейшем поступательном движении тележки с кантователем (фиг,4) и под действием первой заготовки вторая заготовка скользит вверх по зубу балки стеллажа, а первая заготовка совершает поворот вокруг вершины угла с на грани зуба ротора и ложится гранями сЬ и Ьа в ячейку между зубьями балок стеллажа, В это время следующий зуб ротора начинает взаимодействие с третьей заготовкой (фиг,5)..Первая заготовка, скантованная на 180 за один ход кантователя, готова к осмотру ее граней cd и ad.
Кантование последукяцих заготовок проката производят аналогичным обра3 U
эом при перемещении приводной тележки с кантователем справа налево вдол стеллажа с разложенными заготовками. При обратнбм ходе тележки кулачковым механизмом 8 опускают шарнирную раму 7 с кантователем и ротор 5 свободно проходит под заготовками на стеллаже .
В предлагаемом стеллаже с кантователем углы между зубьями кантующих роторов составляют 80-90 , поэтому при кантовании заготовка почти полностью размещается своей стороной на внешней грани зуба ротора. При углах меньших 80, в момент подхода ротора к заготовке не происходит полного ее захвата, верхний зуб упирается в одну из сторон заготовки, а вторая сторона не вмещается на горизонтально расположенную грань другого зуба ротора и при перемещении кантователя происходит выброс заготовки на стеллаж: без заданной ориентации. При углах между зубьями ротора, больших 90, в начальный момент кантования при скольжении заготовки по зубу балки происходит проскальзывание вниз ротора ребра заготовки, опирающегося иа вертикально расположенный в это время зуб ротора. В этом случае заготовка кантуется только на 90 и процесс каитования не стабилен.
Выявление условий кантования в зависимости от угла между зубьями ротора проведено на макете стеллажа с кантователем,
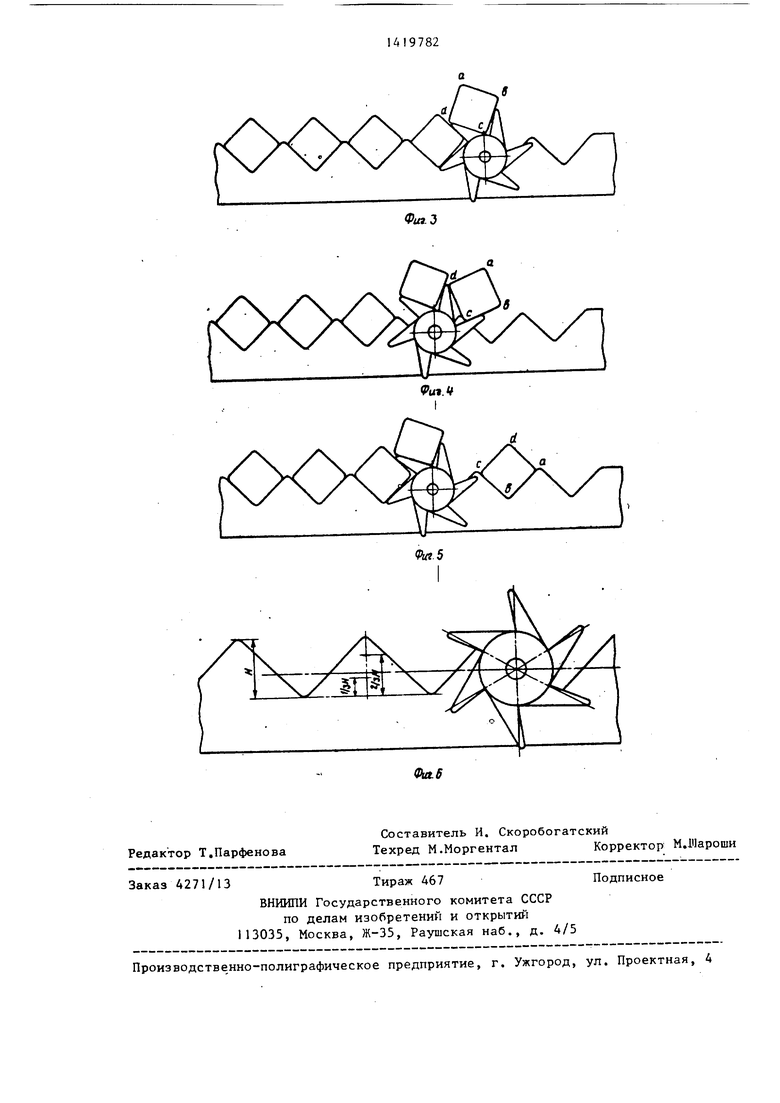
В таблице представлены результаты испытаний.
Из приведенной таблицы следует, что конструкция ротора кантователя должна иметь углы между зубьями 80- 90,
Предлагаемый стеллаж с кантователем, благодаря наличию балок зубчатой формы, позволяет осуществлять доступ сразу к двум сторонам заготовки, что увеличивает площадь осмотра и обработки поверхности заготов2
ки за один прием кантования. Осуществление кантовки на 180° позволяет производить осмотр всех граней заготовки за одну.операцию кантования,. При использовании известных стеллажей требуются три операции перекантовки квадратной заготовки с возвратом кантователей в исходное положение.
Поэтому использование предлагаемого стеллажа с кантователем увеличивает производительность операции подготовки поверхности заготовки и сокращЗвт. энергозатраты ориентировочно три раза.
Формула изобретения
1. Стеллаж с кантователем для инспекции квадратных заготовок, включающий неподвижные балки с зубьями треугольной формы и прямым углом при вершине, установленную под балками
на направляющих тележку, связанную с приводом ее перемещения, смонтирован- ный на тележке кантователь с механиз- мом его подъема-опускания, отличающийся тем, что, с целью кантования заготовки на 180 за один ход тележки, кантователь выполнен в виде шестизубного ротора, установленного свободно на оси, смонтированной в тележке, с радиусом, равным длине,
бокой грани зуба балки, при этом
внешняя сторона зуба ротора образована касательной к окружности с диаметром, равным радиусу ротора, угол меж,-, ду зубьями составляет 80-90°, а
зубья балок выполнены равнобедренными с шагом, равным основанию зуба,
2, Стеллаж по п.I, отличающий с я тем, что механизм подъема- опускания кантователя выполнен в виД кулачка и приводе его поворота и смонтирован с возможностью установ-, ки в положении кантования оси ротора относительно основания зубьев неподвижных балок на уровне 1/3 - 2/3 их высоты.
10
10
Заготовка выбрасывалась на балки стеллажа без кантования
Кантование заготовки не устойчиво. В пяти случаях наблюдался выброс на стеллаж с переко - сом
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь прямоугольных заготовок | 1987 |
|
SU1521515A1 |
| Клиновой кантователь прямоугольных заготовок на стеллаже | 1983 |
|
SU1127655A1 |
| Клиновой кантователь прямоугольных заготовок | 1980 |
|
SU900913A1 |
| МЕХАНИЗИРОВАННЫЙ СТЕЛЛАЖ С КАНТОВАТЕЛЕМ | 1972 |
|
SU328966A1 |
| Кантователь плоских заготовок на 180 @ | 1988 |
|
SU1667975A1 |
| Кантователь длинномерных прямоугольных заготовок | 1989 |
|
SU1632544A1 |
| Кантователь квадратных и плоских заготовок | 1982 |
|
SU1115825A1 |
| Кантователь заготовок на стеллаже | 1985 |
|
SU1380826A1 |
| Кантователь заготовок прямоугольного и квадратного сечений на 90 @ | 1988 |
|
SU1576217A1 |
| Устройство для поперечной передачи проката, например, на отводящий рольганг | 1974 |
|
SU503607A1 |
Изобретение относится к металлургии, а точнее к адъюстажному оборудованию прокатных цехов, и может быть использовано для совершенствования конструкций инспекционных устройств на участках осмотра и удаления дефектов с заготовок. Цель изобретения - кантование заготовки на 180 за один ход тележки кантователя. После укладки заготовок на зубчатые балки стеллажа производят осмотр и удаление дефектов с двух верхних граней заготовок. Для осмотра двух оставшихся граней включают привод тележки 4 с кантователем. Механизмом 8 кантователь устанавливают в крайнее верхнее положение и перемещают тележку вдоль стеллажа. При подходе к первой заготовке зубья ротора ориентируются относительно граней заготовки вследствие их свободной установки на оси 6. При поступательном перемещении ротора происходит его поворот за счет того, что центр вращения ротора расположен ниже центра тяжести заготовок. При этом заготовка кантуется на 180, обеспечивая доступ к двум другим граням заготовок. За один ход тележки с кантователя осуществляется кантовка всех заготовок, уложенных на стеллаже. При возврате тележки в исходное положение кантователь опускается в нижнее положение. 1 з.п ф-лы, 6 ил., 1 табл. (О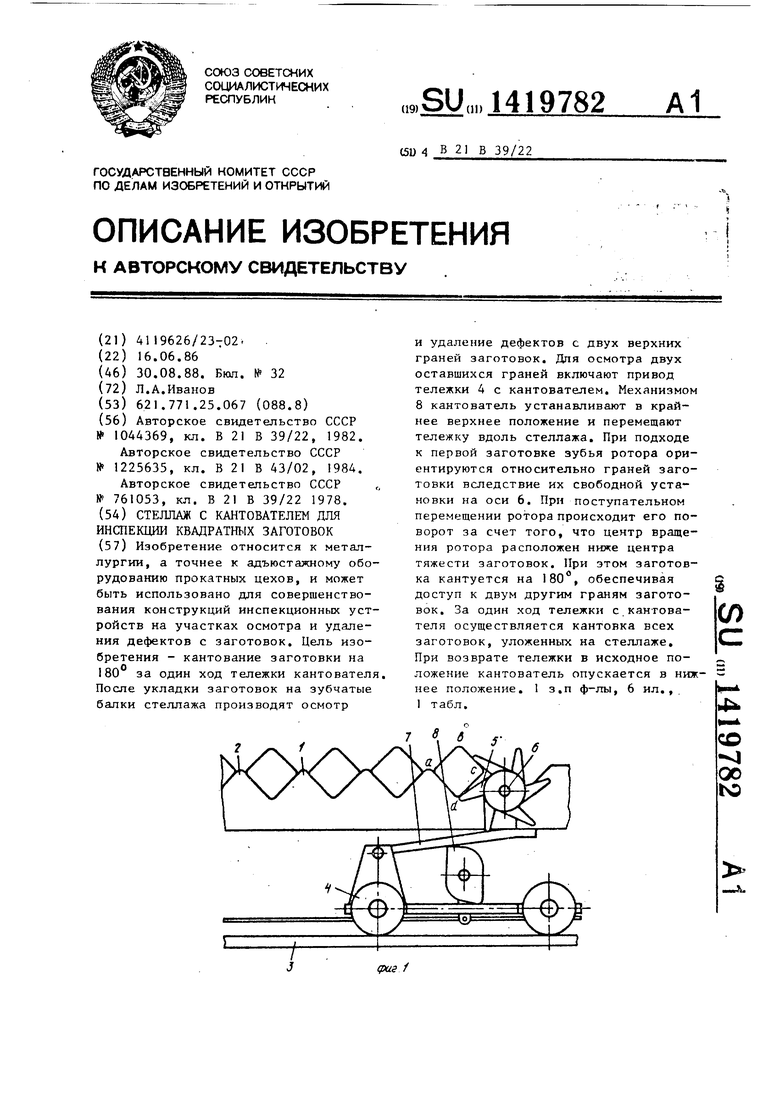
10
10 10 10
10
Во всех случаях кантование на 180
Кантование не устойчиво, в трех случаях кантование на 90
Кантование только на 90
фие.2
| Кантующий механизм | 1981 |
|
SU1044369A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кантующий реечный холодильник проката | 1984 |
|
SU1225635A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР ,, № 761053, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
