Изобретение относится к механосборочному производству, в частности к оборудованию для сборки крупногабаритных узлов типа редуктора станков-качалок, и является усовершенствованием устройства по основному авт. св. № 965704.
Целью изобретения является повышение качества сборки за счет обеспечения расположения осей симметрии кривошипов в одной плоскости с осью вала и улучшение условий эксплуатации устройства за счет исключения ручного труда при проворачивании вала собираемого редуктора до совпадения шпоночных пазов вала и кривошипов.
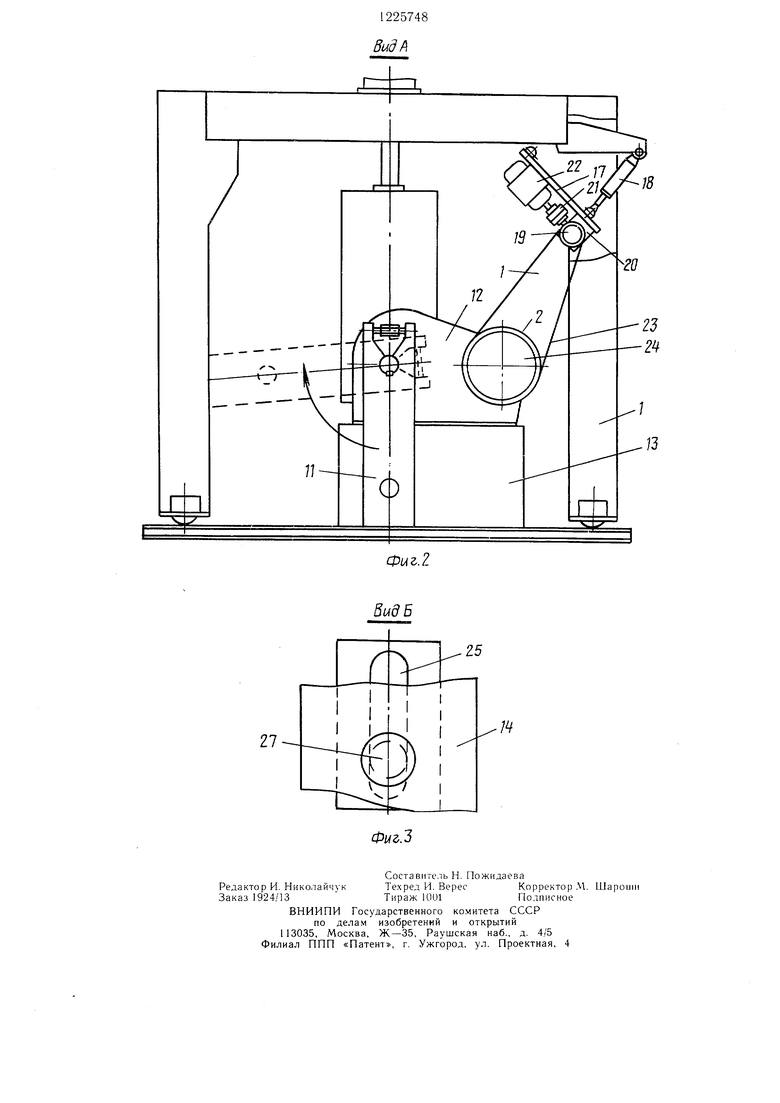
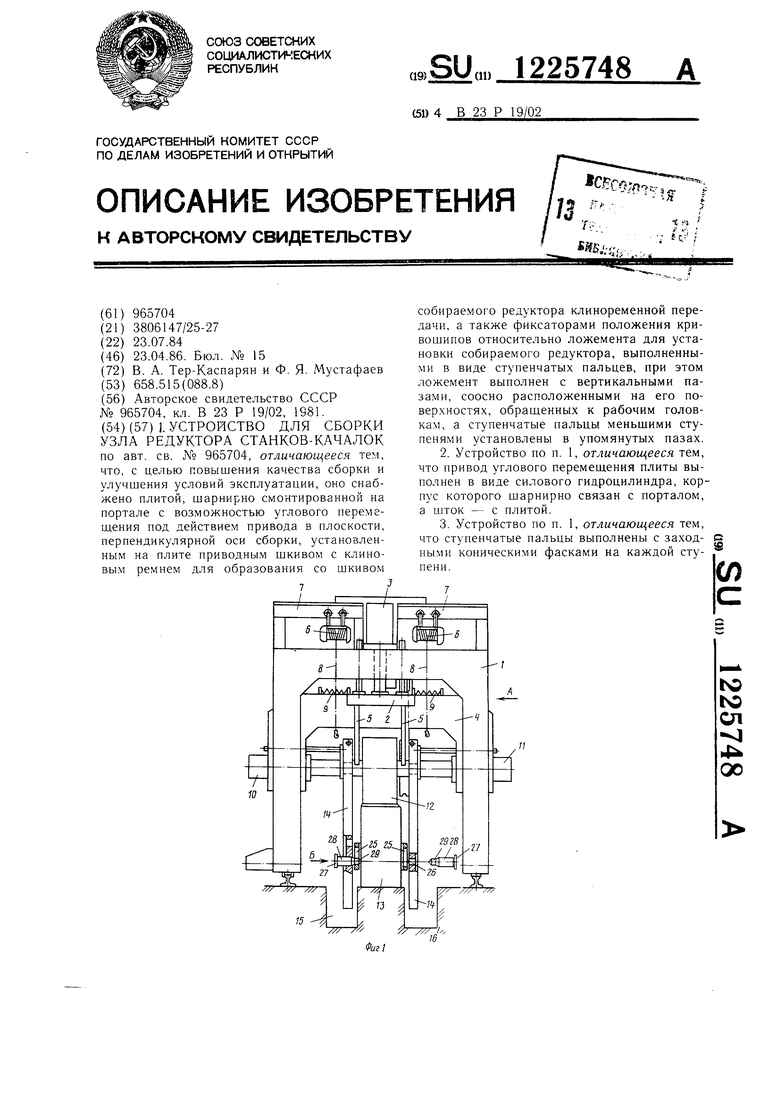
На фиг. 1 изображено предлагаемое устройство, обший вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Устройство для сборки узла редуктора станков-качалок содержит смонтированные на портале 1 траверсу 2, установленную с возможностью вертикального перемешения от гидроцилиндра 3, и рабочую силовую скобу 4 с соосно расположенными рабочими головками, соединенную с опорными ориен- тируюш,ими призмами 5. На портале 1 также расположена подвеска, выполненная в виде двух тельферов 6, установленных на подвижных балках 7 симметрично относительно гидроцилиндра 3. Канаты 8 тельферов 6 расположены в плоскости оси сборки и про- пушены через вертикальные пазы в рабочей силовой скобе 4.
Рабочая силовая скоба 4 связана с траверсой 2, установлена в направляющих портала 1 и подпружинена относительно траверсы 2 в горизонтальном направлении пружинами 9.
Рабочие головки выполнены в виде силовых цилиндров 0 и 11.
Портал 1 выполнен приводным в направлении, перпендикулярном оси сборки, и установлен на колесах.
Собираемые редукторы 12 устанавливаются на ложементе 13 и фиксируются установочными пальцами, а кривошипы 14 - в углублениях 15 фундамента 16.
Устройство также снабжено плитой 17, шарнирно смонтированной на портале 1 с возможностью углового перемещения под действием силового гидроцилиндра 18, корпус которого шарнирно связан с порталом, а UJTOK - с плитой 17. На последней размещен шкив 19, связанный с приводом в виде червячного редуктора 20, соединенного через муфту 21 с электродвигателем 22.
На шкив 19 установлен клиновой ремент 23, соединяюнлий шкив 19 со шкивом 24 собираемого редуктора.
На поверхностях ложемента 13, обращенных к рабочих головкам, выполнены со- осные вертикальные пазы 25, в которые через отверстия 26 в кривошипах 14 установ- лены ступенчатые пальцы 27. Диаметр большей ступени 28 пальцев 27 равен диаметру отверстий 26 в кривошипах 14, а диаметр меньшей ступени 29 равен ширине пазов 25. Каждая ступень пальцев выполнена с за- ходной конической фаской.
Устройство работает следующим образом.
Собираемый редуктор 12 устанавливают на ложементе 13, запрессовывают кривошипы 14 и шкив 24. Ступенчатые пальцы 27 устанавливают меньшей ступенью 29 в пазы 25 ложемента 13 через отверстия 26 в кривошипах 14, которые расположены на оси симметрии кривошипа и являются базой для точной установки кривошипов.
При установке пальцев 27 в пазы 25 они точно выставляют оси симметрии кривошипов 14 в одной плоскости с осью вала и не допускают их расположения под углом друг к другу и, кроме того, фиксируют кривошины 14 относительно ложемента 13.
Затем с помощью силового гидроцилиндра 18 перемещают плиту 17 по направлению к собираемому редуктору 12, при этом расстояние между приводным шкивом 19 и шкивом 24 собираемого редуктора 12 уменьшается. После сближения шкивов клиновой ремень 23 свободно одевается на шкив 24, после чего плита 17 отводится в исходное положение, натягивая клиновой ремень 23. После включения электродвигателя 22 шкив 19 начинает вращаться, передавая
вращение шкиву 24 собираемого редуктора 12 и валу, на котором установлены кривошипы 14. Вал проворачивается до тех пор, пока не совпадут шпоночные пазы на валу и-кривошипе, после чего в них запрессовываются шпонки.
После запрессовки шпонки пальцы 27 извлекают из пазов ложемента 13 и с помощью приводного шкива 19 проворачивают кривошипы 14 и устанавливают их в нужном положении.
Затем включают силовой гидроцилиндр
18 и перемещают плиту в положение, обеспечивающее сближение шкивов 19 и 24, при котором клиновой ремень 23 ослабляется и снимается со шкива 24 собираемого
редуктора.
Закончив сборку одного редуктора, портал перемещают на следующую позицию сборки, и цикл повторяется.
В ид А
Составитель Н. Пожидаева
Редактор И. НиколайчукТехред И. ВересКорректор М.
Заказ 1924/13 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Фиг.З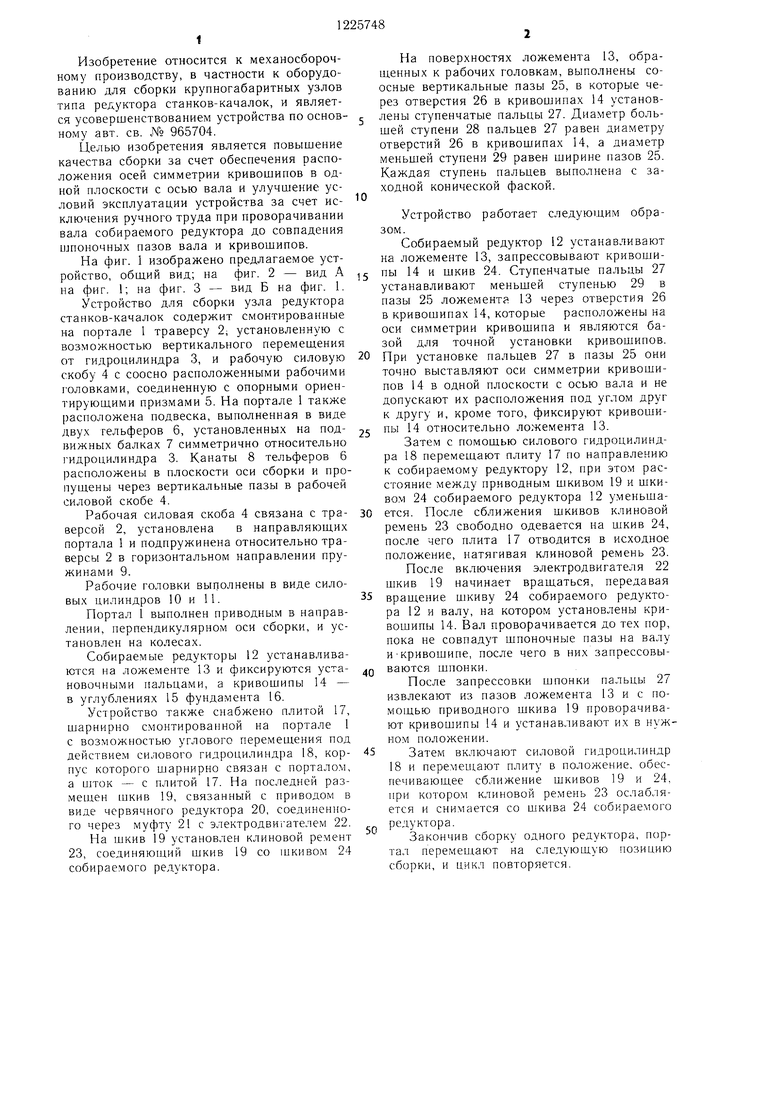
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки узла редуктора станков-качалок | 1981 |
|
SU965704A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ТРУБ ВНУТРЕННИМ ДАВЛЕНИЕМ И НА ИЗГИБ | 2018 |
|
RU2691271C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ТАВРОВОЙ БАЛКИ | 1969 |
|
SU254347A1 |
| Устройство для уплотнения подвижных смесей | 1977 |
|
SU707804A1 |
| Устройство для сборки деталей | 1989 |
|
SU1646764A1 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2002 |
|
RU2257997C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ КУЗОВОВ И РАМ ТРАНСПОРТНЫХ СРЕДСТВ | 2006 |
|
RU2333812C2 |
| Стенд для сборки под сварку изделий | 1980 |
|
SU863282A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Вращатель для сварки трубчатых изделий | 1986 |
|
SU1339000A1 |
| Устройство для сборки узла редуктора станков-качалок | 1981 |
|
SU965704A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
