(54) СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1984 |
|
SU1186447A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1976 |
|
SU745630A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1977 |
|
SU737179A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
Изобретение относится к сварке, а именно к конструкциям устройстй для сборки и сварки рам железнодорожных транспортеров. Известны стенды для сборки двутавровых балок и рамных конструкций только прямолинейной формы. Наиболее близким по технической сущности к изобретению является сте для сборки изделий, содержащий уста новленный на основании самоходный портал с двумя прижимами, ось которых перпендикулярна основанию, и двумя прижимами, ось которых параллельна основанию l}. Указанный стенд не обеспечивает прижим на криволинейных участках со бираемых изделий, а также сборку ра различных типов железнодорожных тра портеров. Для этой цели необходимо дополнительное использование просте ших приспособлений - скоб, клиньев и т.п. Целью изобретения является повышение производительности. Указанная цель достигается тем, что в стенде для сборки под сварку изделий, преимущественно для рам железнодорожных транспортеров, содержащем установленный на основании самоходный портал с двумя прижимами, ось которых перпендикулярна основанию, и двумя прижимам, ось которых параллельна основанию, самоходный портал снабжен подъемно-поворотной траверсой с приводом ее поворота, выполненньв4 в виде смонтированного в корпусе червячного редуктора, червяк которого установлен в корпусе с возможностью перемещения в плоскости, параллельной плоскости основания, а прижимы, ось которых параллельна основанию, вьшолнены в свою очередь в виде гидроцилиндров с телескопическими винтовьми штоками, при этом прижимы, ось которых перпендикулярна
основанию, размещены на траверсе с возможностью перемещения вдоль нее.
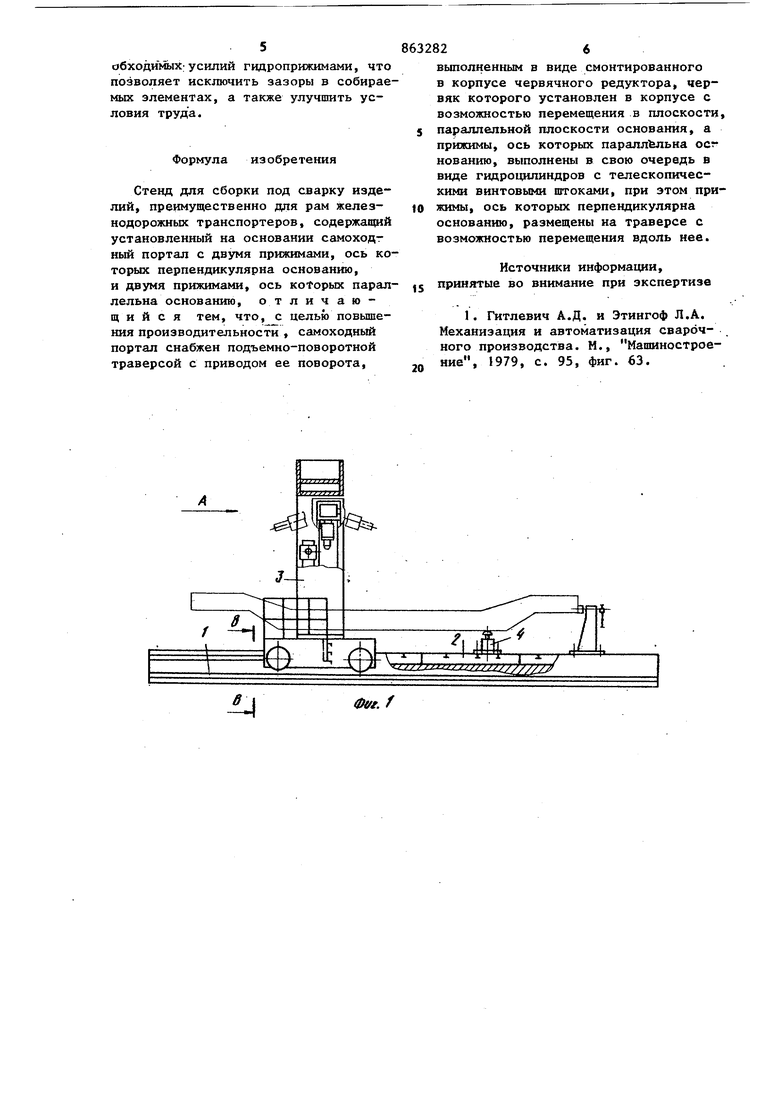
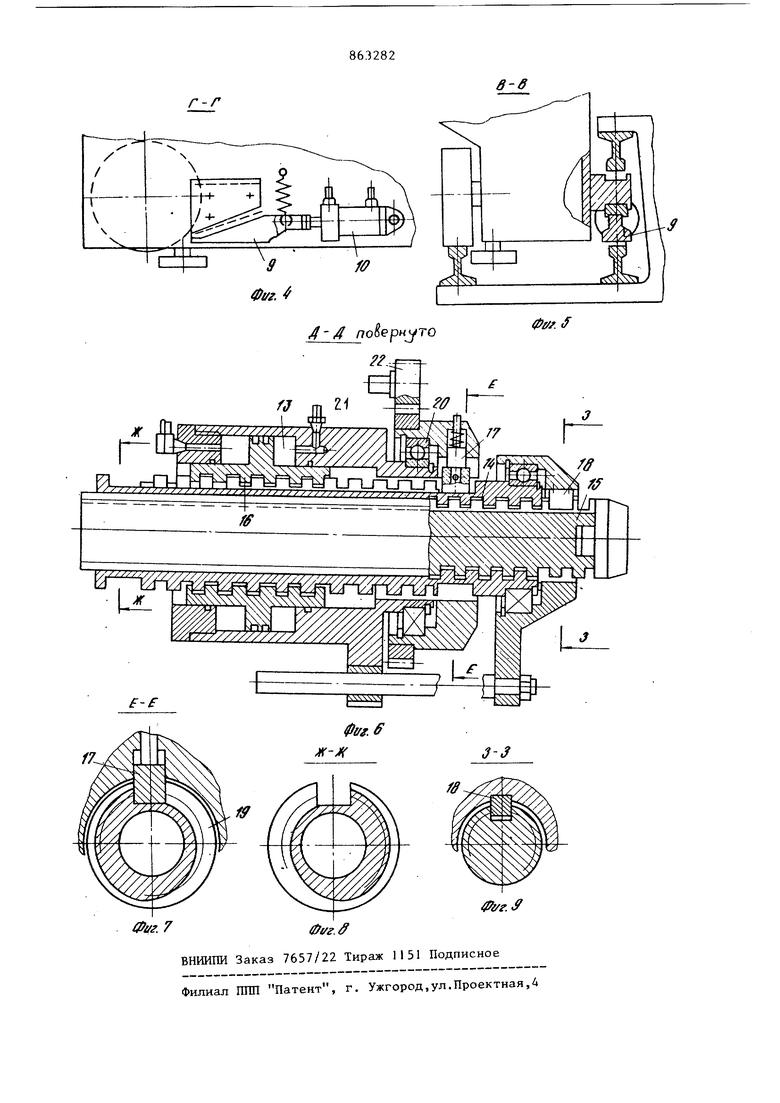
На фиг. 1 показан стенд, общий вид. на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Бнафиг.2; на фиг. 4 - разрез Г-Г на фиг. 2; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 2; на фИ1. 7 - разрез Е-Е на фиг. $; на фиг. 8 - разрез Ж-Ж на фиг. 6; на фиг. 9 г разрез 3-3 на фиг. 6.
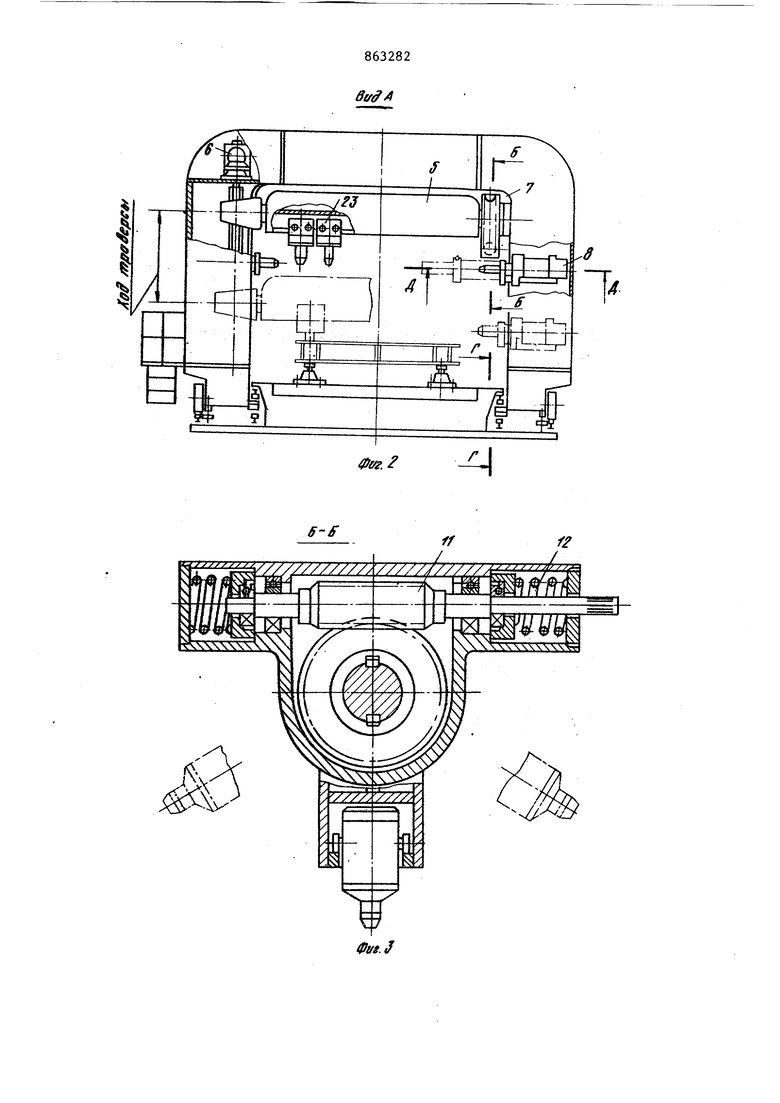
Стенд для сборки изделий содержит смонтированный на основании 1 рельсовый путь 2, по которому перемещается самоходный портал 3. На основании 1 размещены сборочно-разборные приспособления сварки 4. На самоходном портале 3 установлена с возможностью вертикального перемещения траверса 5 {фиг. 2) с приводом 6 ее вертикального перемещения и приводом 7 вращения траверсы вокруг ее продольной оси. На боковых стойках портала с возможностью вертикального перемещения установлены прижимы В, ось которых параллельна основанию ){горизонтальные прижимы). Ходовая часть портала имеет клиновые башмаки 9 (фиг. 4) с приводом 10. Привод 7 поворота траверсы (фиг. 3) вьтолнен в виде червячного редуктора, червяк J1 которого установлен в корпусе с возможностью осевого перемещения (без выхода из зацепления с червячньм колесом) под действием пружин 12 Каждьлй горизонтальный прижим 8
(фиг. 6) выполнен в виде гидроцилиндо ,
ра I3 с телескопическим винтовым штоком, состоящим из винтовой обоймы 14, винта 15, поршня 16 с винтовой нарезкой , подпружиненной пшонки 17 и шпонки 18. Винтовая обойма 14 имеет по концам кольцевые спиральные проточки 19, обойма 20 имеет зубчатый венец 21, входяищй в зацепление с ведущей шестерней 22. На траверсе 5 установлены с возможностью перемещения вдоль траверсы прижимы 23, ось которых перпендикулярна основанию 1 (вертикальные прижимы).
Стенд работает -следующим образом. На основание устанавливаются сборочно-разборные приспособления сварки 4 согласно технической схемы для данного типа рамы железнодорожного транспортера. На них последовательно устанавливают отдельные элементы рамы железнодорожного транспортера. Портал 3, перемещаясь
вдоль собираемого изделия, останавливается против мест прихваток. Го ризонтальными прижимами 8 и вертикаль ными 23 производится прижим элементов собираемых рам и их прихватка. При необходимости произвести прижим наклонного элемента траверсы 5 приводом 7 поворачивается на нужный угол и происходит прижим элемента прилейMOM 23. Погрешность от неточности установки угла наклона траверсы и угла наклона элементов рамы компенсируется за счет самоустановки прижима 23 вместе с траверсой 5, т.е. прижим.
5 23 устанавливается перпендикулярно поверхности прижимаемого элемента за счет некоторого поворота червячного колеса и осевого перемещения червяка 1I, заключенного между пружинами 12. Это исключает соскальзывание прижима 23 с прижимаемого элемента рамы железнодорожного транспортера и возникновение изгибающих нагрузок. Горизонтальные прижимы 8 работают следующим образом. Установив с помощью привода вертикального перемещения на нужной высоте прижим 8, включают привод вращения шестерни 22. Шестерня 22 через зубчатый венец 21 и подпружиненную шпонку 17 вращает винтовую обойму 14, которая входит в винтовую пару с поршнем 16 и винтом 15. Обода1а 14 вывинчивается из винтовой нарезки порщня 16, а винт 15 - из винтовой
5 нарезки обоймы 14. От проворачивания винт 5 удерживает шпонка 18. Получив необходимый вылет штока, включается гидроцилицдр и происходит прижим и прихватка элемента рамы железнодорожного транспортера. В крайних положениях штока подпружиненная шпонка 17 из .шпоночного паза попадает в кольцевые спиральные проточки 19 на обойме 14 и прекращает вращать обойму, а сама шпонка, вращаясь по кольцевой спиральной проточке и попадая на выступ спиральной проточки, воздействует на датчик остановки привода вращения шестерни 22. Самопроизвольное перемещение портала при работе с наклонной траверсой исключается клино выми башмаками 9 с приводом 10.
Предлагаемый стенд позволяет производить сборку рам железнодорожных
5 транспортеров различных типов, что повьшгает его производительность. Кроме того, улучшается качество сборки за счет возможности создания необходи№1Х: усилий гидроприжимами, что позволяет исключить зазоры в собиравмьк элементах, а также улучшить условия труда.
Формула изобретения
Стенд для сборки под сварку изделий, преимущественно для рам железнодорожных транспортеров, содержащий установленный на основании самоходг ный портал с двумя прижимами, ось ко торых перпендикулярна основанию, и двумя прижимами, ось которых парап лельна основанию, отличающийся тем, что, с целью повышения производительности , самоходный портал снабжен подъемно-поворотной траверсой с приводом ее поворота.
М
632826
выполненным в виде смонтированного в корпусе червячного редуктора, червяк которого установлен в корпусе с возможностью перемещения в плоскости, 5 параллельной плоскости основания, а прижимы, ось которых параллельна осг новаиию, выполнены в свою очередь в виде гидроцнлиндров с телескопическими винтовыми штоками, при этом приtO жимы, ось которых перпендикулярна основанию, размещены на траверсе с возможностью перемещения вдоль нее.
Источники информации, .с принятые во внимание при экспертизе
.
/
s-f
//
