тМ,,
ffflw///w/Ay/////////sfaw
w 15 ,,; j 7 з
г
Изобретение относится к механосборочному производству, а в частности к оборудованию для сборки крупногабаритных тяжелых деталей методом запрессовки, например сборки зубчатых колес с ведомыми валами редукторов.
Целью изобретения является повышение удобства эксплуатации и производительности при сборке деталей типа ведомых валов редукторов станков-качалок.
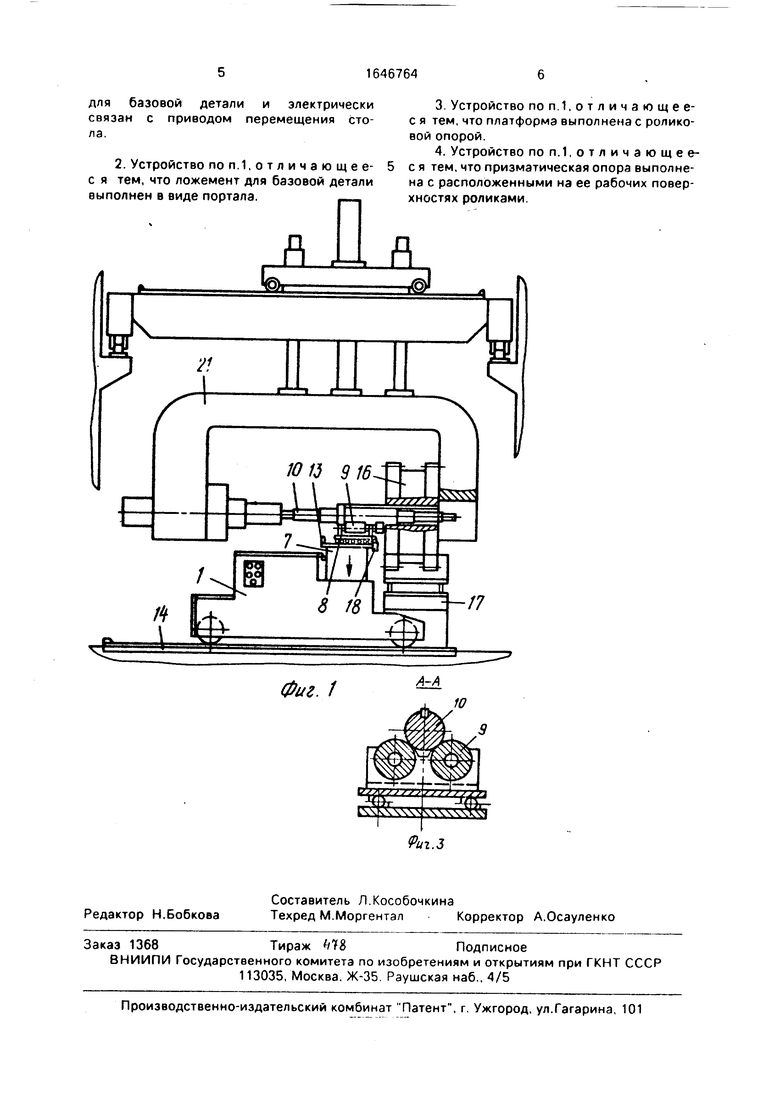
На фиг.1 представлено устройство в момент запрессовки; на фиг.2 - принципиальная схема каретки; на фиг.З - сечение А-А на фиг.2.
Устройство для сборки деталей содержит приводную каретку 1, на которой в вертикальных направляющих 2 установлен стол 3 с возможностью перемещения до упора 4 от привода 5 перемещения посредством винта 6 через предохранительную муфту 7. На столе 3 на роликовой опоре размещена платформа 8 с призматически расставленными роликами 9, на которые устанавливают запрессовываемый вал 10. При этом бурт шейки вала упирается в торцовую поверхность 11 роликов 9. В исходном положении платформа 8 отжата до упора 12 посредством пружины 13. Каретка 1 установлена на основании с возможностью перемещения по рельсовому пути 14 от электромеханического привода 15. Ложемент для базовой детали (шестерни) 16 выполнен в виде портала 17 с опорными призмами, установленного неподвижно на основании. На столе 3 расположен поперечный выключатель 18. связанный с приводом 5 вертикального перемещения. Для ограничения перемещения каретки предназначен упор 19.
Устройство работает следующим образом.
Каретка 1 находится в исходном положении, касаясь своими катками упора 19. Стол 3 поднят вверх до упора 4. Транспортным средством доставляют к устройству запрессовываемый вал 10 и устанавливают его на ролики 9 так, что бурт шейки вала упирается в торцовую поверхность 11 роликов 9. В шпоночный паз вала устанавливают шпонку 20. Транспортным средством доставляют к устройству базовую деталь - шестерню 16 и устанавливают ее на опорные призмы портала 17. при этом вал 10 и шестерня 16 расположены в опорах соосно. Включают привод 15 перемещения каретки. Каретка 1 с валом 10 перемещается по рельсовому пути 14 в сторону шестерни 16, свободный конец вала входит в отверстие шестерни 16.
Поворотом вала 10 на роликах 9 от руки производят совмещение шпонки 20 со шпоночным пазом шестерни, которая заходит в паз на величину радиуса закругления шпонки, тем самым осуществляют предварительную сборку вала 10 с шестерней -16. После проведения предварительной сборки на позицию установки подают подвижный силовой пресс 21, смонтированный в скобе,
который штоком своего силового цилиндра 22 производит сборку запрессовкой вала 10 с шестерней 16, при этом вал 10. перемещаясь своим буртом, передвигает платформу 8 до соприкосновения ее с конечным
выключателем 18, который подает сигнал на опускание стола 3 вниз, тем самым освобождая пространство для прохода шейки вала с буртом над роликами 9 в процессе сборки деталей запрессовкой, что
обеспечивает сборку валов разных типоразмеров.
После окончания сборки подвижный пресс 21 подают на следующую позицию, а каретка 1 возвращается в исходное положение для загрузки.
Формула изобретения
1. Устройство для сборки деталей, содержащее смонтированные на основании ложемент для базовой детали, узел установки запрессовываемой детали, установленный с возможностью перемещения вдоль
оси сборки, и рабочий орган в виде скобы с размещенным на одном ее конце силовым цилиндром запрессовки, отличающее- с я тем, что, с целью повышения удобства эксплуатации и производительности при
сборке деталей типа ведомых валов редукторов станков-качалок, узел установки запрессовываемой детали выполнен в виде установленной на основании с возможностью перемещения вдоль оси сборки каретки с вертикальными направляющими и ограничителем перемещения, стола с приводом и расположенными вдоль оси сборки упором 9 конечным выключателем, смонтированного с возможностью перемещения в
вертикальных направляющих от привода и взаимодействия с ограничителем перемещения каретки, платформы, установленной на столе с возможностью перемещения вдоль оси сборки и поочередного взаимодействия с упором и конечным выключателем и подпружиненной по направлению к упору, и призматической опоры для запрессовываемой детали, размещенной на платформе, при этом конечный выключатель расположен между по упором и ложементом
для базовой детали и электрически связан с приводом перемещения стола.
2. Устройство поп.Ч.отличающее- с я тем, что ложемент для базовой детали выполнен в виде портала,
3.Устройство поп.1,отличающее- с я тем, что платформа выполнена с роликовой опорой.
4.Устройство поп.1,отличающее- с я тем, что призматическая опора выполнена с расположенными на ее рабочих поверхностях роликами.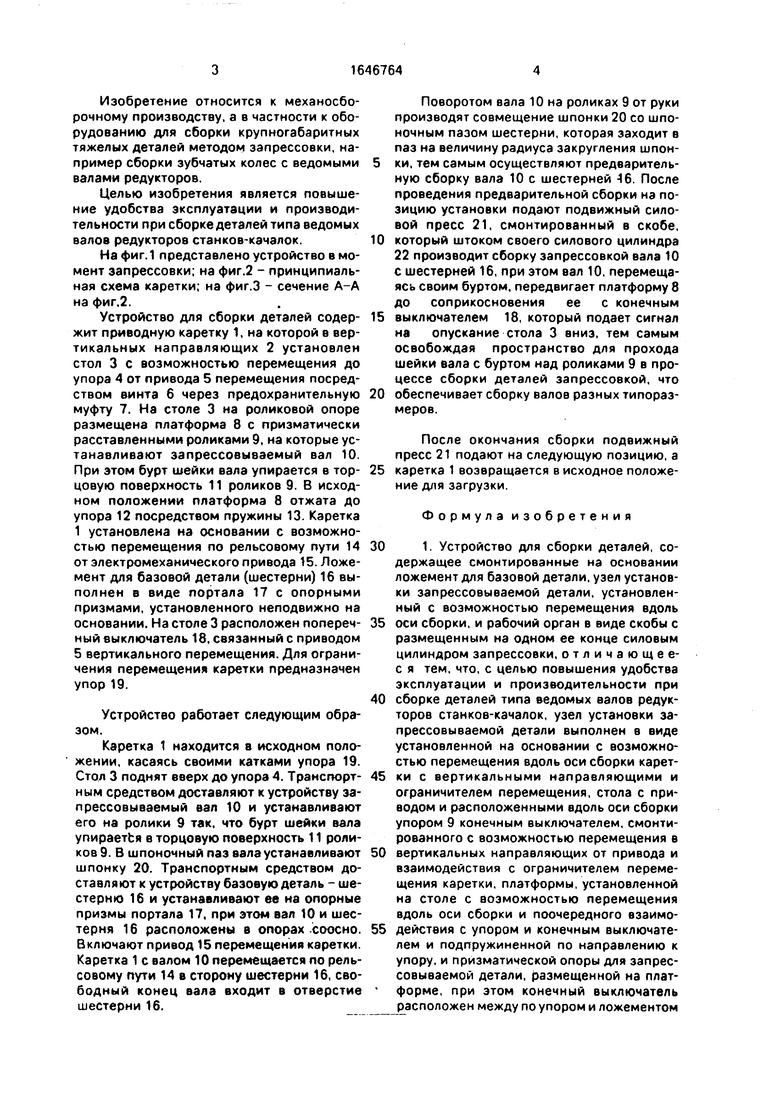
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1388256A2 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1983 |
|
SU1184638A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для тепловой сборки вала с подшипниковым узлом | 1989 |
|
SU1680484A1 |
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1493435A1 |
| Устройство для установки эластичного профиля в пазы по периметру базовой детали | 1984 |
|
SU1201100A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Автомат для тепловой сборки | 1976 |
|
SU560729A1 |
| Устройство для сборки узла деталей запрессовкой | 1980 |
|
SU946878A1 |
| Устройство для установки эластичных профилей (его варианты) | 1981 |
|
SU1006154A1 |
Изобретение относится к механосборочному производству, в частности к оборудованию для сборки крупногабаритных тяжелых деталей методом запрессовки, например сборки зубчатых колес с ведомыми валами редукторов. Цель изобретения - повышение удобства эксплуатации и производительности при сборке деталей типа ведомых валов редукторов станков -качалок. Для этого ложемент для запрессовываемого вала (В) 10 выполняют в виде каретки 1 с вертикальными направляющими 2, в которых установлен стол 3 с возможностью перемещения до ограничителя 4. На столе 3 подвижно установлена платформа 8, которая поочередно взаимодействует с упором 12 и конечным выключателем. В 10 устанавливают в призматическую опору 9 и каретку 1 перемещают по направляющим к шестерне (Ш) 16. Свободный конец В заходит в отверстия Ш 16. Затем вручную ориентируют В 10 до совмещения шпонки 20 со шпоночным пазом Ш 16 и подают рабочий орган, смонтированный в скобе, который осуществляет запрессовку В 10. При этом бурт В 10. воздействуя на торец опоры 9, перемещает платформу 8 до взаимодействия с конечным выключателем 13, который дает команду приводу 5 на перемещение стола 3 вниз. Затем рабочий орган производит окончательную запрессовку В 10. 3 з.п. ф-лы, 3 ил.
| Устройство для двусторонней сборки запрессовкой | 1985 |
|
SU1286389A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
