Изобретение относится к оборудованию нагревательных металлургических печей и может быть использовано для механизации нагревательных методических печей при нагреве заготовок квадратных профилей, например слитков.
Цель изобретения - повышение надежности кантователя за счет сохранения профиля кантующей балки в процессе эксплуатации и обеспечение своевременной ее очистки от окалины и шлака, что как следствие, может привести к сокращению вынужденных простоев печи и повышению ее производительности.
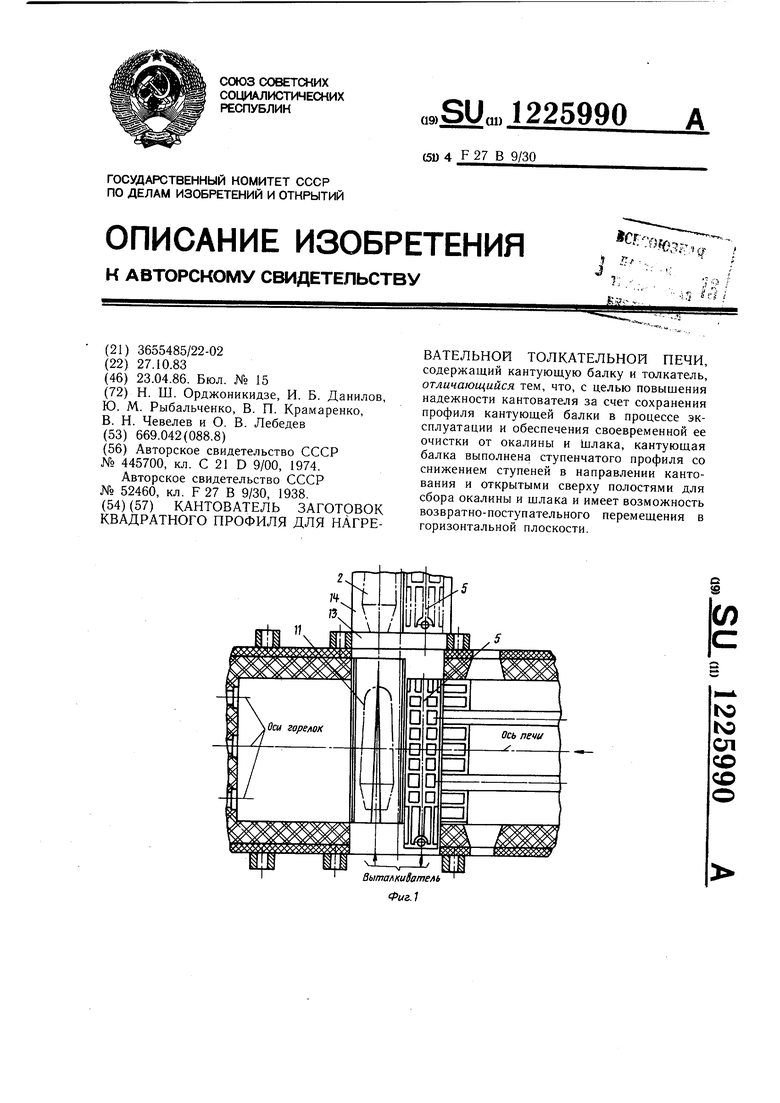
На фиг. 1 показан кантователь, расположенный в зоне выгрузки заготовок методической толкательной печи, вид сверху; на фиг. 2 - то же, вид сбоку.
На подине 1 методической печи расположены заготовки 2. Вертикальная стенка подины 3 с горизонтальным подом образуют уг10
15
При нагреве заготовки 2 до определенной температуры в рабочее пространство печи по углублению 4 задвигается кантующая балка 15. Движением толкателя ряд заготовок 2, расположенных на подине печи, продвигается на размер, равный стороне квадратной заготовки. При перемещении центра тяжести крайней заготовки за первое ребро 7 кантовки вес заготовки создает вращающий момент, который поворачивает ее на угол 90 Заготовка 2 ложится на плоскость нижнего уровня 8 кантующей балки 5 таким образом, что центр тяжести заготовки располагается за вторым ребром 10 кантовки. Накопленная кинетическая энергия после падения заготовки 2 с плоскости верхнего уровня 6 на плоскость нижнего уровня 8 совместно с вращающим моментом, получаемым от действия веса заготовки в его центре тяжести, расположенном за вторым ребром кантовки, поворачивают заготовку второй раз на
лубление 4, в котором размещена кантую- 20 угол 90° и она ложится на плоскость 11 том- щая балка 5 ступенчатого профиля и с полостями для сбора окалины и щлака. Верхняя поверхность кантующей балки выполнена в двух уровнях - верхний 6, образующий с вертикальным откосом первое ребро 7 кан- 5 тонки, и нижний 8, образующий с плитой 9 томления второе ребро 10 кантовки. Плита томления содержит плоскость 11 томления и упор 12. У бокового окна 13 выдачи установлен стол 14 приема нагретой заготовки. Стенка 15 откоса соединяет верхний уровень кантующей балки с нижним. Кантующая балка выполнена с возможностью возвратно- поступательного перемещения в горизонтальной плоскости.
Устройство работает следующим образом.
ления. Затем кантующая балка 5 выдвигается из рабочего пространства печи на стол 14, а заготовка 2 остается на плите 9 томления для последующего нагрева. После выдачи нагретой заготовки цикл повторяется.
Кантующая балка при кантовке слитка находится в печи не более 30 с, остальное время (30-40 мин) затрачиваемое на томление перевернутого слитка, находится вне печи. В этом случае балка находится в бла- 30 гоприятных температурных условиях.
Внедрение кантователя в толкательных методических печах позволит предотвратить деформацию поверхностей кантующей балки в условиях высоких температур и систематически производить ее очистку от жидкого шлака и окалины.
При нагреве заготовки 2 до определенной температуры в рабочее пространство печи по углублению 4 задвигается кантующая балка 15. Движением толкателя ряд заготовок 2, расположенных на подине печи, продвигается на размер, равный стороне квадратной заготовки. При перемещении центра тяжести крайней заготовки за первое ребро 7 кантовки вес заготовки создает вращающий момент, который поворачивает ее на угол 90 Заготовка 2 ложится на плоскость нижнего уровня 8 кантующей балки 5 таким образом, что центр тяжести заготовки располагается за вторым ребром 10 кантовки. Накопленная кинетическая энергия после падения заготовки 2 с плоскости верхнего уровня 6 на плоскость нижнего уровня 8 совместно с вращающим моментом, получаемым от действия веса заготовки в его центре тяжести,, расположенном за вторым ребром кантовки, поворачивают заготовку второй раз на
угол 90° и она ложится на плоскость 11 том-
угол 90° и она ложится на плоскость 11 том-
ления. Затем кантующая балка 5 выдвигается из рабочего пространства печи на стол 14, а заготовка 2 остается на плите 9 томления для последующего нагрева. После выдачи нагретой заготовки цикл повторяется.
Кантующая балка при кантовке слитка находится в печи не более 30 с, остальное время (30-40 мин) затрачиваемое на томление перевернутого слитка, находится вне печи. В этом случае балка находится в бла- гоприятных температурных условиях.
Внедрение кантователя в толкательных методических печах позволит предотвратить деформацию поверхностей кантующей балки в условиях высоких температур и систематически производить ее очистку от жидкого шлака и окалины.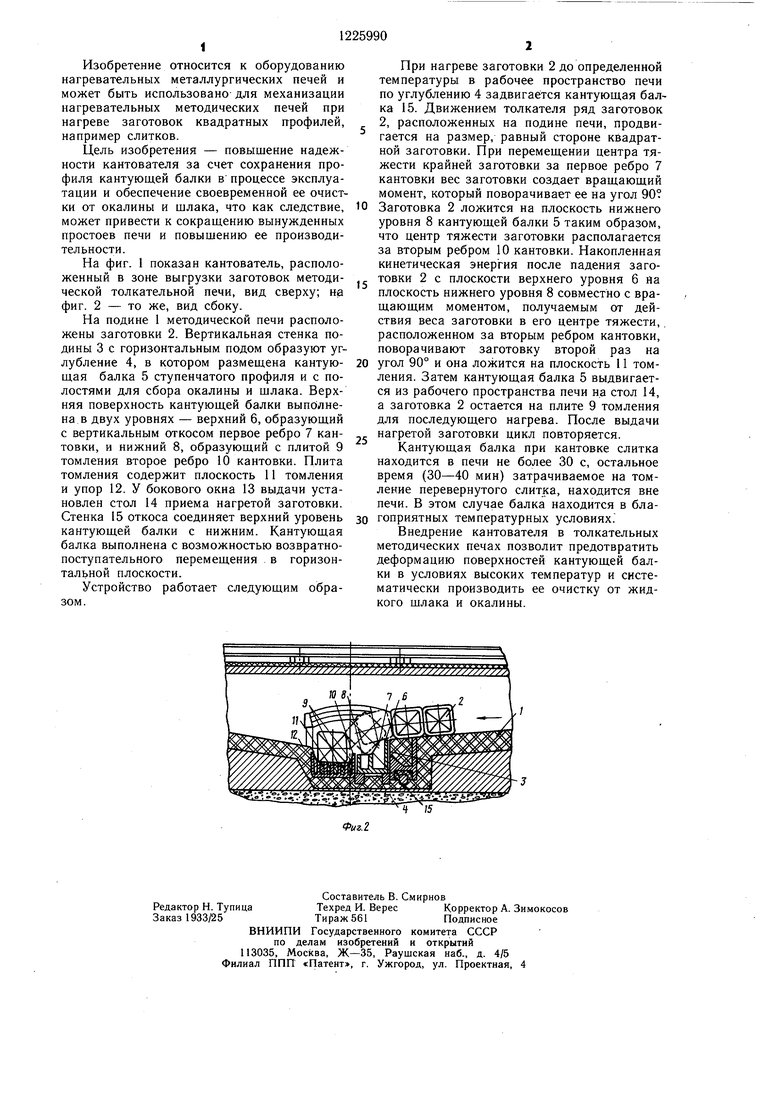
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2344010C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ НАГРЕВА СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ПОД ПРОШИВКУ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2312153C2 |
| Стеллаж с кантователем для инспекции квадратных заготовок | 1986 |
|
SU1419782A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ ТРУБ РАЗМЕРОМ 465×25-75 мм ИЗ ЖАРОПРОЧНОЙ СТАЛИ МАРКИ 10Х9К3В2МФБР-Ш ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2013 |
|
RU2533613C2 |
| КАНТОВАТЕЛЬ К МЕТОДИЧЕСКОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1934 |
|
SU52460A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 265×22×13000±300 И 285×25×11750±50 мм ИЗ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16Т2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ-ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК | 2012 |
|
RU2527591C2 |
| Кантователь квадратных заготовок | 1972 |
|
SU445700A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| КАНТОВАТЕЛЬ К МЕТОДИЧЕСКОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1934 |
|
SU52460A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
