В настоящем изобретении предлагается механический кантователь к методической нагревательной печи, снабженной уже известными приспособлениями для продвижения слитков в печи, а также для их загрузки в печи и выталкивания из нее.
В основном кантователь выполнен в виде ряда пальцев, установленных в полу печи и получающих возвратно-поступательные осевые движения от электрического привода. Пальцы эти действуют синхронно с продвижением слитков в печи и, кантуя их, способствуют равномерности их нагрева, что в особенности важно для слитков легированной стали.
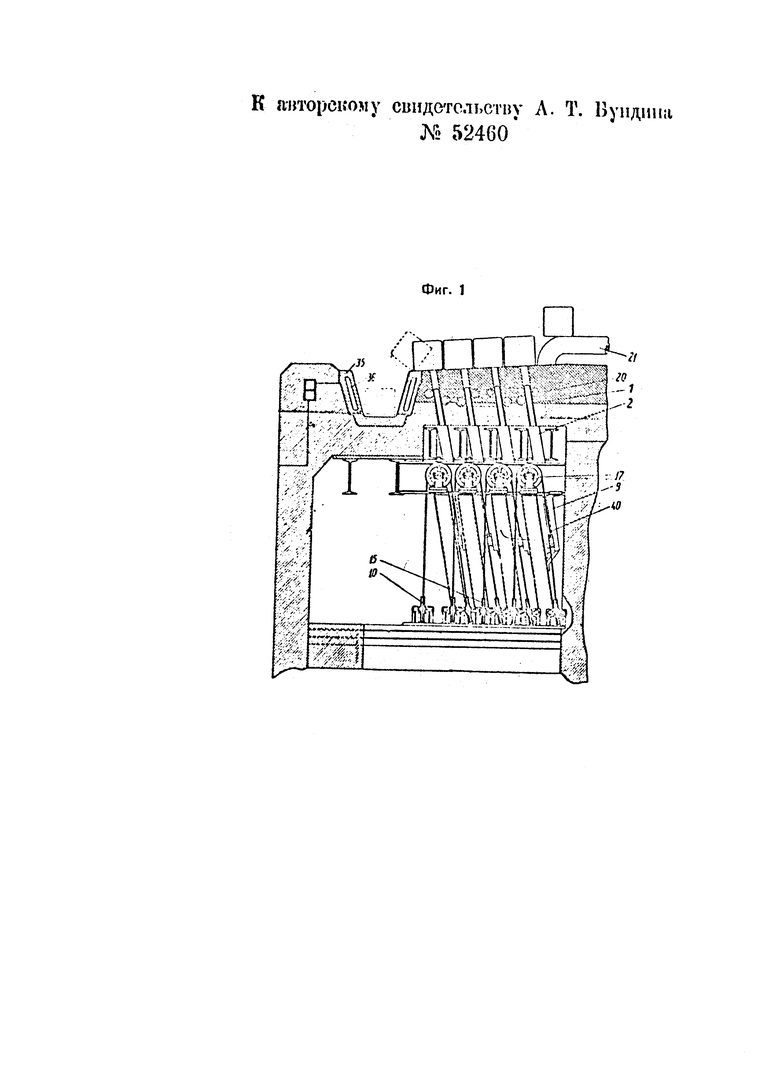
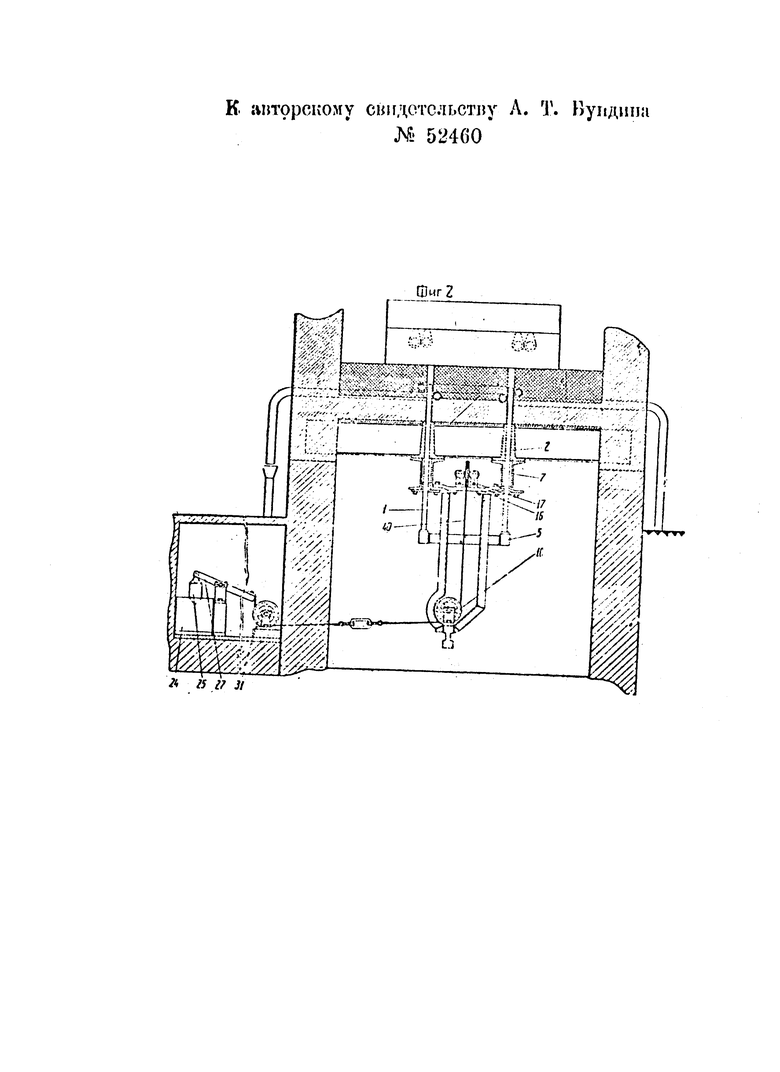
На чертеже фиг. 1 изображает продольный разрез кантователя, установленного в камере высоких температур печи, а фиг. 2 - тот же кантователь в поперечном разрезе.
Пальцы 1 кантователя (фиг. 2) попарно укреплены на поперечинах 5, от которых и получают возвратно-поступательное движение. Каждая из поперечин 5 (фиг. 1 и 2) связана с тросом 40, перекинутым через блоки 10 и 31. Один конец троса 40 укреплен на поперечине 5, а другой укреплен на конце рычага 27, связанного с сердечником 25 электромагнита 24, воздействием которого на рычаг 27 производится выдвижение пальцев 1 над уровнем пода или же наоборот их перемещение под уровнем пода.
Поперечина 5 скользит в направляющих 9, а в качестве направляющей для пальца 1 служит втулка 2. Направляющие 9 связаны с поперечиной 16, которая в свою очередь прикреплена к швеллеру 7. На поперечине 16 установлен блок 17, служащий для натяжения троса 40. Система блоков 10, 17 и 31 с тросом 40, связанным с поперечиной 5, служит для сообщения пальцам 1 возвратно-поступательного движения, причем это движение управляется воздействием электромагнита 24. Это управление осуществляется следующим образом. Включение тока в обмотку электромагнита 24 (фиг. 2) создает в нем магнитный поток, вследствие чего сердечник 25 будет втянут в катушку на величину конца якоря (например, около 100 мм). При этом рычаг 27 повернется около своей опоры, и конец его, связанный с тросом 40, поднимется вверх и потянет за собой трос. Это натяжение троса через блоки 31, 10, 17 и поперечину 5 передастся пальцам 1, выдвигая их выше уровня пода печи.
Для осуществления обратного хода пальцев 1 трос 40 перекинут через ролик 15 и второй ролик 31, за которым установлен второй электромагнит 24. Включение тока в электромагниты производится с помощью контроллера, причем, включая или выключая поочередно один из электромагнитов 24, получают прямой или обратный ход пальцев 1.
Процесс кантовки осуществляется следующим образом. Последний лежащий в камере высоких температур около жолоба 35 слиток (фиг. 1) парой пальцев 1 поворачивается против часовой стрелки вокруг левого нижнего ребра на угол, несколько больший 45°, затем действием силы тяжести он поворачивается на 90° и падает в жолоб 35, откуда выдается из печи выталкивателем. На место же первого слитка кантуется соседний также на 90° (на устройстве по фиг. 1 производится одновременно кантовка четырех слитков на 90°). На кантовочную площадку слитки подаются с помощью транспортера или толкателя по охлаждаемым водой направляющим 21. Жолоб 35 имеет также полости 36 для водяного охлаждения жолоба.
При выдерживании слитков в камере высоких температур можно производить их кантование на 90° через любые промежутки времени, обеспечивая, тем их равномерный прогрев, что играет особо важную роль при горячей обработке легированной и высоколегированной стали.
Кантователь к методической нагревательной печи, отличающийся применением установленных в поде печи рядов пальцев 1, находящихся под воздействием электрического привода для сообщения им возвратно-поступательных осевых движений синхронно с движением слитков вдоль печи и предназначенных для подъема последних с целью достижения равномерного нагрева слитков.
